

Подготовка инструментов и материалов
К сожалению без инструментов и материалов невозможно собрать трубогиб. Это не простое изделие предполагающее серьёзную подготовку и продвинутые знания. Но, если всё делать по этапам, тогда новичок тоже сможет создать простую версию.

Минимальный набор инструментов:
- Сварочный инвертор;
- УШМ;
- Приобретение различных деталей. Но некоторые элементы можно создать на токарном станке;
- Тиски;
- Молоток;
- Надёжная пилка для работы с металлом;
- Наждачная бумага;
- Дрель с множеством насадок;
- Линейка.

Но всё зависит от типа используемого материала и схемы. Как правило, данного набора достаточно для самых простых версий.

Определение размеров и подготовка чертежей
Если требуется трубогиб для разового использования в процессе создания теплицы либо ворот, тогда не стоит вкладываться в изготовление сложной версии. Чтобы рассчитать размер данного приспособления, достаточно выявить радиус изгиба, который необходим для готовой детали. Как это сделать? Например, полоска с шириной 40 мм будет оправкой для сгибания заготовки. Она изначально обладает собственной допустимой кривизной для создания требуемого радиуса изгиба детали.

Выходит, что радиус заготовки получится немного больше радиуса чем у оправки. Но следует учитывать предел упругости трубы. Потому нельзя допускать изменение радиуса изгиба ниже допустимых значений.


Пошаговый процесс выполнения работ
Очень важно осознавать общие принципы сборки трубогиба. Они применимы для любого типа модели

Этапы сборки:
- Создаётся каркас станка;
- Необходимо, чтобы стенки трубы обладали прямоугольным сечением и совпадали по толщине;
- В трубе создаётся отверстие для штатива. Лишняя часть отрезается болгаркой;
- Для сборки рычага потребуется сварка. На любом конце крепится шпилька гайки соответственно на другом фиксатор;
- Изготавливается ручка на основе стальных пластин и кусочков резины. Необходимо жёстко закрепить на шкиве;
- Использовав пластинку с ручки станка, необходимо закрепить на основание устройства модели. Можно монтировать, главную, часть шкива;
- Необходимо ввинтить шпильку от фиксатора. Это позволит надёжно закрепить основной шкив на основе применения затяжного болта;
- После этого трубогиб проверяется на работоспособность. Для этого используется труба с целью изгиба до требуемых параметров. Если всё хорошо, значит станок подготовлен к эксплуатации.








Чертежи для изготовления самодельного гибочного устройства
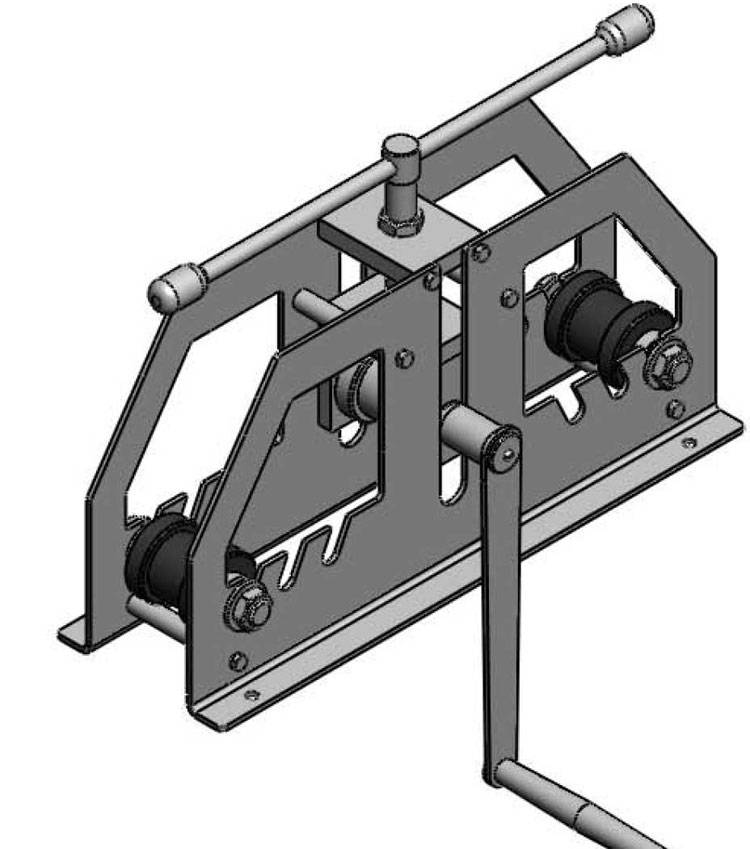
Для того чтобы сделать качественный и работоспособный трубогиб, лучше всего использовать чертеж (его можно как начертить, так и найти в интернете). В качестве примера рассмотрим схему одного из таких приспособлений, которое можно сделать своими руками для гибки труб квадратного или прямоугольного сечения.
Чертеж ручного профилегиба с тремя роликами
Упрощенный самодельный вариант приведенного выше чертежа
Основными элементами такого устройства являются три ролика, два из которых используются в качестве опор, а третий является рабочим валом. Чтобы облегчить гибку трубы, рабочий ролик профилегиба деформирует ее постепенно, пока не будет получен изгиб с требуемыми параметрами. Постепенное воздействие на сгибаемую трубу обеспечивается тем, что рабочий вал обладает некоторым свободным ходом, который ограничивается специальными направляющими.
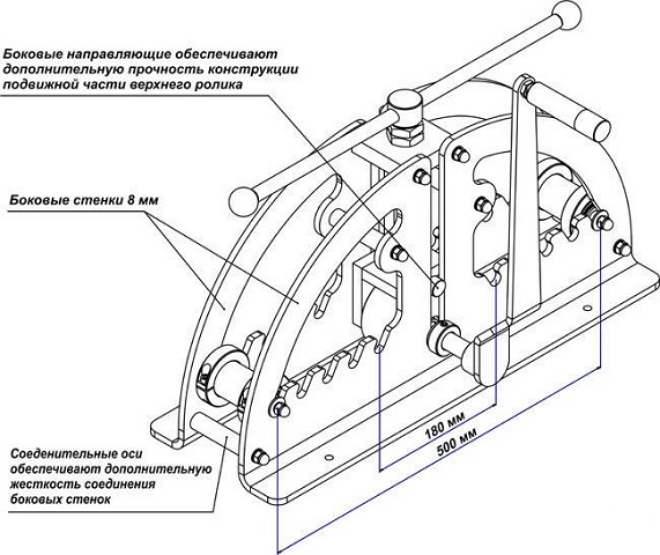
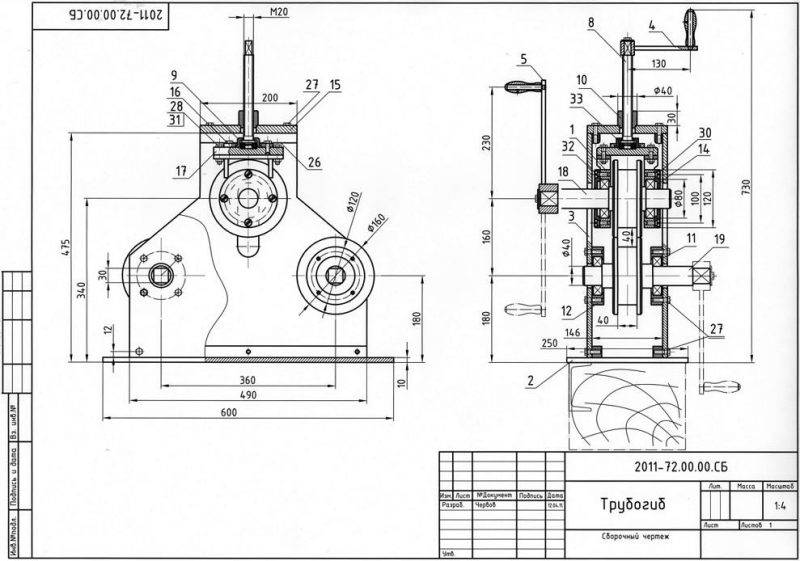
Схема профилегиба в заводском исполнении, который можно взять за основу для самодельного устройства

Внешний вид готового заводского профилегиба
Конструкция такого самодельного трубогиба включает в себя следующие элементы:
- пластины толщиной 5–8 мм;
- массивную несущую пластину;
- четыре уголка длиной 30 см, с размером полок 5 см;
- вспомогательные ролики.
На массивную пластину приваривают два уголка, которые будут выполнять роль направляющих, и при помощи болтов фиксируют вспомогательные ролики. К нижней части основания для придания ему большей жесткости приваривают два уголка. К верхним торцам направляющих уголков приваривают пластину с отверстием, диаметр которого должен быть больше, чем сечение винта, используемого для оказания требуемого давления на сгибаемую трубу.
Чертеж еще одного варианта профилегиба (нажмите, чтобы увеличить)

Вариант с основанием из швеллеров
В завершение остается выполнить монтаж рабочего винта, нижняя часть которого жестко соединена с рабочим роликом, формирующим требуемый изгиб трубы. Для того чтобы обрабатываемая труба перемещалась по вспомогательным роликам, можно использовать ручной (при помощи специальной рукоятки) или электрический привод.
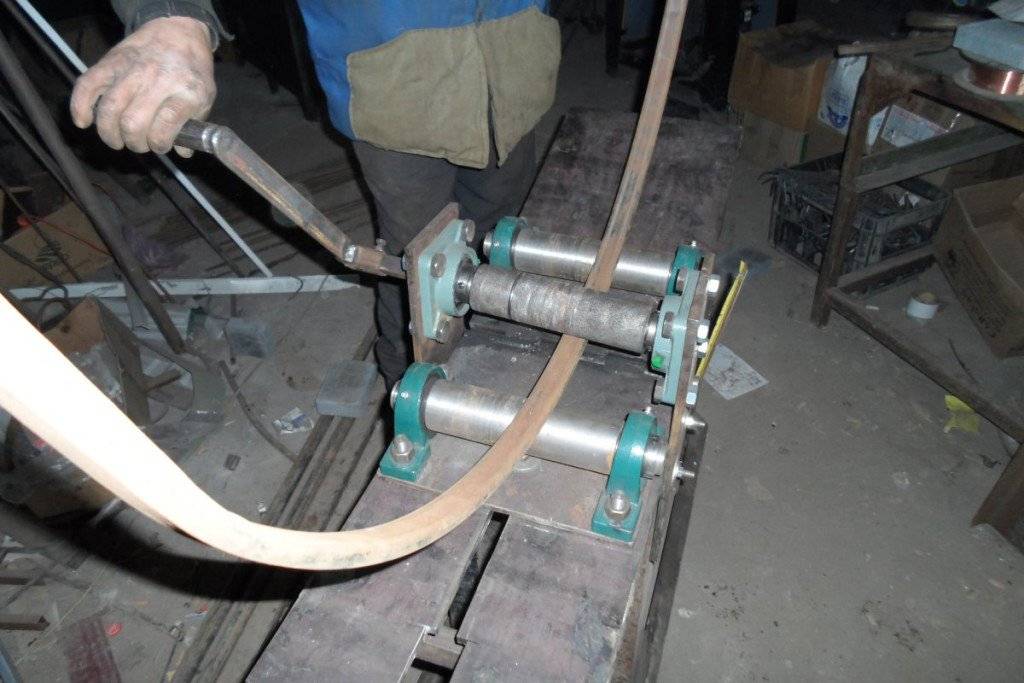
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
 Гибка круглой трубы методом обкатки.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки.
Гибка профильной трубы методом обкатки.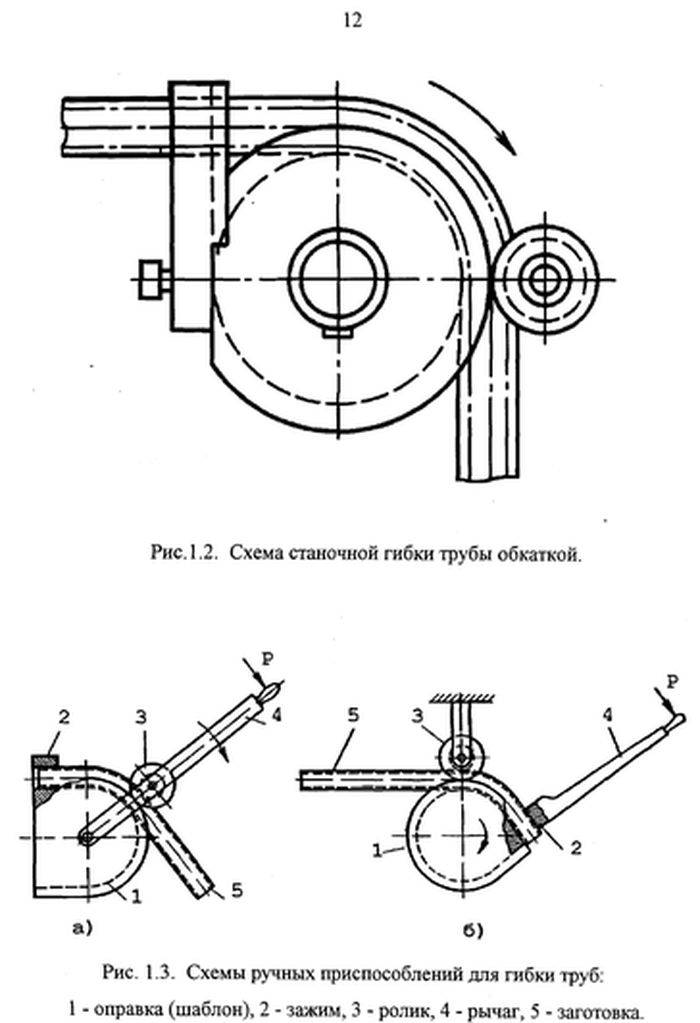
Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Классификация устройств
Как уже говорилось выше, трубогибочные станки бывают нескольких видов. Они отличаются по комплектации, принципу действия и, как следствие, по ценовым категориям.
Основными являются три вида аппаратов.
Гидравлический. Такой трубогиб профильной трубы необходимо использовать, если своими руками и простым ручным прибором не обойтись. Он, конечно, отличается по стоимости, однако, имеет и больше преимуществ. Среди них:
- высокая скорость деформирования. Работая от сети, такое приспособление для гибки профильных труб обладает большей мощностью и выполняет поставленные задачи гораздо быстрее, чем ручной аналог;
- точность при установке угла сгиба. Этим данный вид отличается от предыдущего. Используя прибор на гидравлическом приводе, можно согнуть трубу под необходимым углом с точностью до градуса;
- простота в управлении и обслуживании. Простая конструкция устройства обеспечивает легкую работу и несложный ремонт;
- малые затраты сил оператора. Вам не придется прикладывать больших физических усилий для придания трубному изделию нужной формы;
- мобильность. Оборудование так же легко перемещается, как и предыдущий рассмотренный аналог;
- универсальность. Если простой прибор на ручном управлении не способен работать с некоторыми видами трубных изделий, то этот вид устройства достаточно мощный, чтобы гнуть сталь, даже если трубы не очень маленького диаметра.

Гидравлические трубогибы бывают ручными и электрическими, последний тип чаще применяют на производстве
На электроприводе. Такие приспособления обладают большей мощностью, точностью настройки угла сгиба, однако являются наиболее дорогостоящими.
По способу гибки также разделяют приборы на три класса:
- арбалетные, с помощью которых загибание происходит посредством использования формы определенного диаметра;
- ручные пружинные, работающие посредством мощных пружин;
- сегментные, представляющие собой сегмент из древесины или другого плотного материала с установленными на него дорнами, вокруг которого загибается труба.
Ручной. Самый дешевый и простой вид. Это мобильное устройство, обладающее небольшими габаритами и весом. Кроме этого, сделать подобный трубогиб для профильной трубы своими руками намного проще и дешевле. Однако, и ограничений у него достаточно. Такой нельзя применять в том случае, если объемы работы большие и требуется регулярное частое использование приспособления. Кроме того, процесс гибки займет больше времени и сил, а использовать такое оборудование можно только для деформирования алюминиевых, пластиковых труб, а также стальных при небольшом диаметре поперечного сечения.
Разновидности трубогибов
Эти механизмы предназначены для сгибания различного проката, труб и прутков без разрушения их структуры в поперечном сечении.
Принцип работы:
Механические ручные. Предназначены для деформации различных профилей небольших размеров, преимущественно из мягких металлов.





Гидравлические. В основном арбалетного типа, используются для придания рызличным профилям криволинейной формы в конкретном месте.
С храповым механизмом. Используется физическая энергия человека и при этом. достигается фиксация величины изгиба после каждого движения рычага.
С электрическим приводом. Облегчает работу, но финансовые затраты значительно выше.
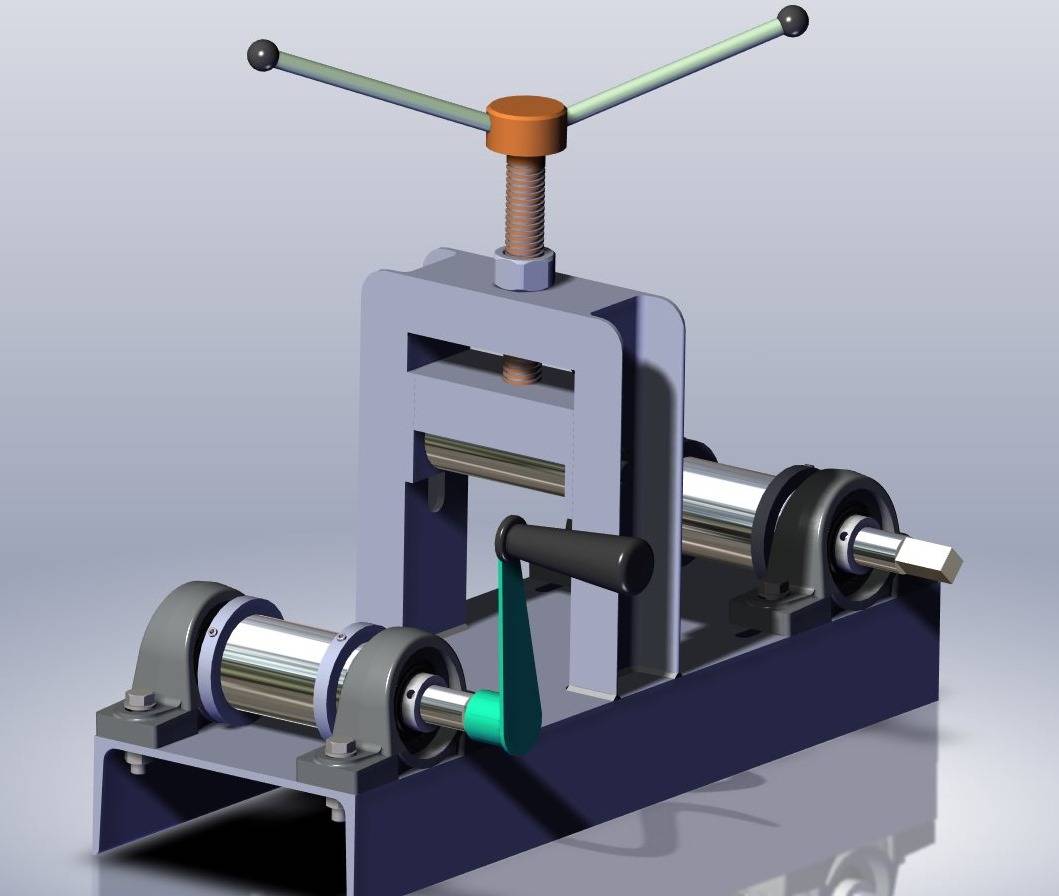
Трубогиб ручной — модели с прижимным роликом
Привод — ручной. Материал — дерево и металл (или только металл). Способ — обкатка.
Для трубы из мягкого металла дерево для роликов хорошо еще и тем, что оно не деформирует трубу. Ролики можно изготовить самому, а еще проще их сделать из дерева и фанеры, как на этой фотографии.
В этом случае при помощи неподвижного ролика и подвижного прижимного, изготовленного из дерева, гнут даже трубы большого диаметра.
В качестве наглядного примера, что модель с роликом довольно простая в изготовлении, достаточно продемонстрировать чертежи трубогиба.
Чертеж трубогиба
В качестве основания берут лист металла или плотной фанеры (зависит от предполагаемых нагрузок). Затем из металлической П-образной заготовки делают держатель для центрального ролика (шаблона) и прижимного. Держатель должен свободно вращаться вокруг оси шаблона, который крепится к основанию. На основание крепят упор, к держателю — ручку, чем она длиннее, тем больше рычаг.
Самый простой пример намоточного трубогиба из металла (без упора на основании), который можно изготовить самому, потребует два шкива, рамку с рычагом и прижимным роликом, мощное неподвижное основание. Труба закладывается в неподвижный шкив, зажимается хомутом, при помощи рычага и подвижного ролика изгибается вокруг шаблона.
Можно еще сделать конструкцию ручного трубогиба для профильной трубы своими руками для небольших труб (даже трубочек) с одним прижимным роликом на два разных радиуса изгиба. Шаблон выполнен в виде пластины с закругленными углами, каждая со своим радиусом.
Ручка прижимного ролика снимается и устанавливается на новое место (для чего у нее есть два отверстия, каждое под свой радиус).
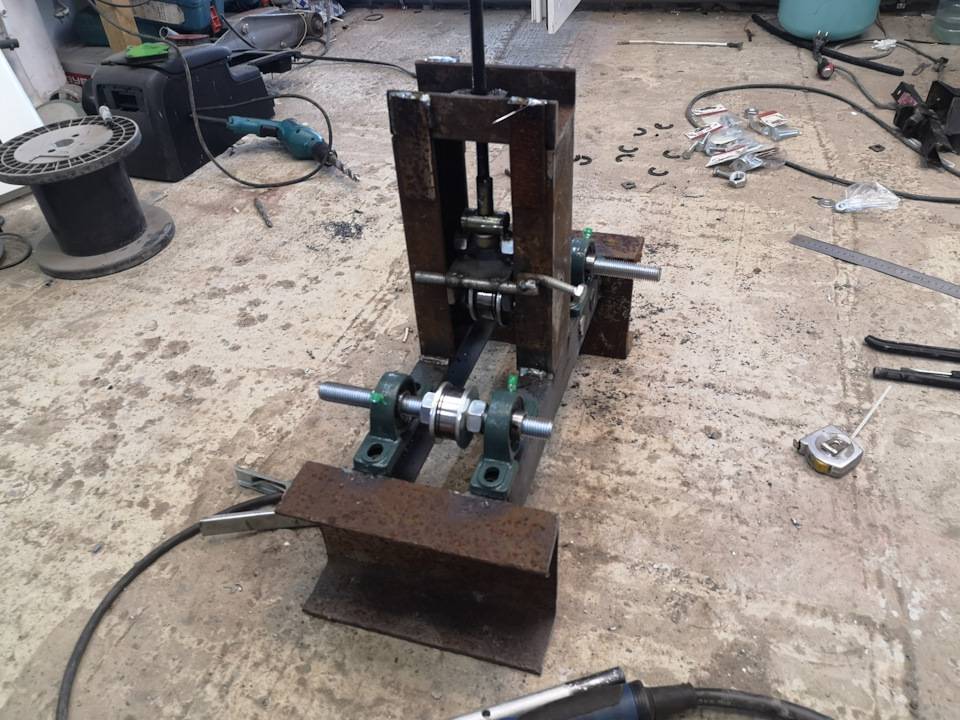
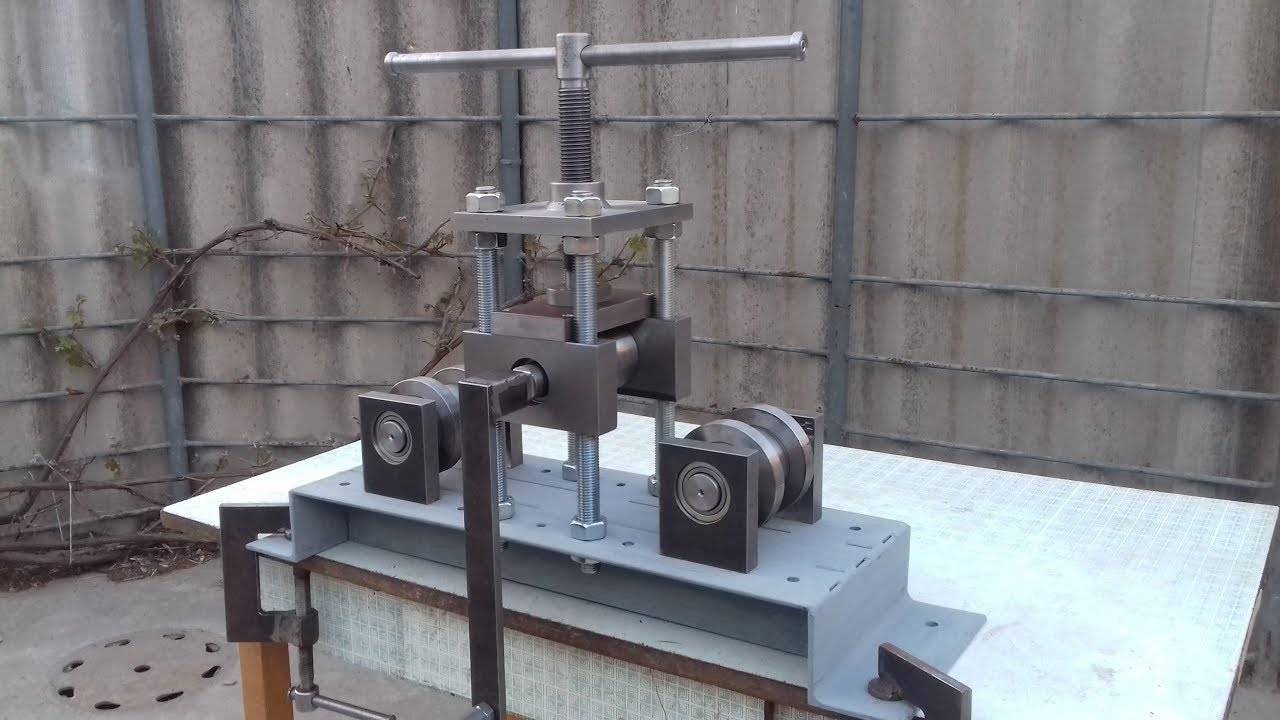
Важные технические моменты при изготовлении профилегиба.
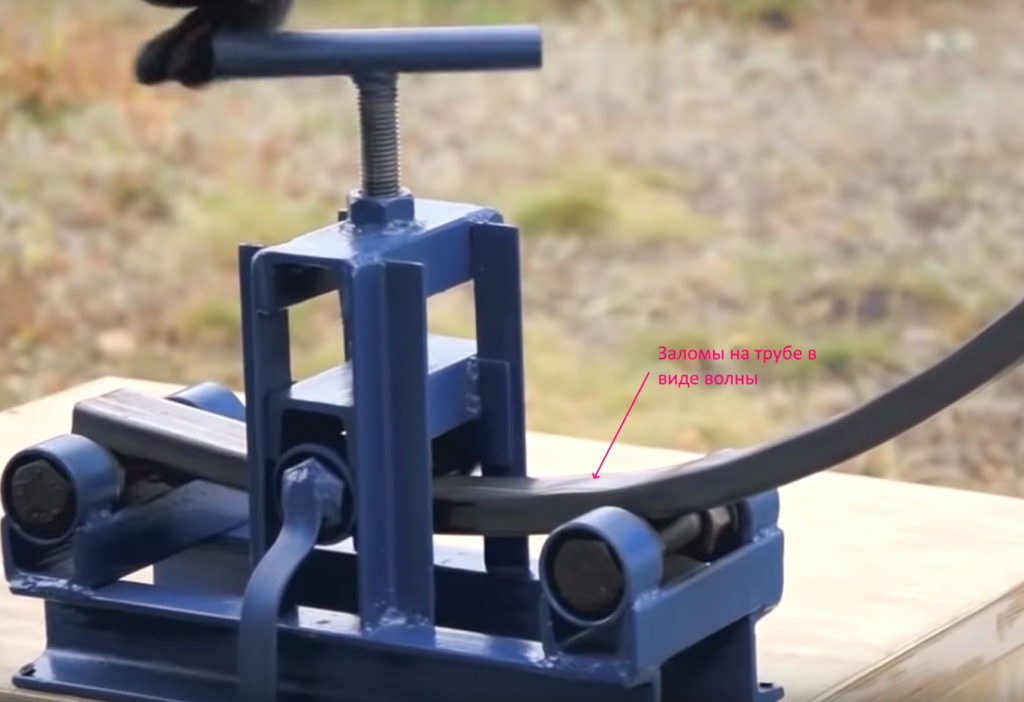
Гибка профильной трубы с заломами.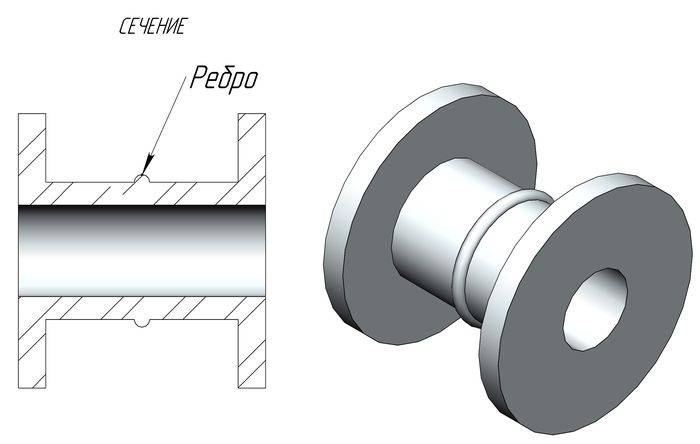
Ролик трубогиба с ребром по центру.
Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.

Профилегиб.
Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
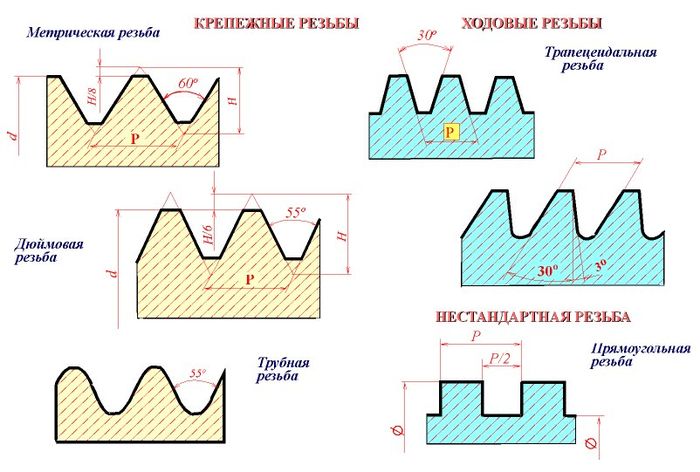
Виды резьбы.
Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.

Ролик трубогиба для гибки круглой трубы.
Арбалетные станки и их основные достоинства
Такого типа устройствами пользуются сантехники для сгибания труб малого диаметра. Стационарные устройства позволяют выполнять изгибание материалов большого диаметра и размера. Принцип работы основывается на упоре сгибаемого материала в двух неподвижных роликах. Деформация осуществляется шаблоном в виде пуансона, перемещающимся по подвижному штоку. Шаблон воздействует на центральную часть закругленного участка материала, осуществляя деформацию до необходимого угла.

Такой тип станка также не трудно изготовить в домашних условиях, а в качестве подвижного шаблона используется масляный домкрат. Приспособление подходит для деформирования не только круглых стальных материалов, но и профилированной трубы. Достоинство таких станков в том, что сделать их можно с подручных средств, а изгибание выполняется за счет прикладывания усилия от домкрата, то есть, исключена необходимость физического воздействия человеком.
Как устроен трубогиб
Металлопрокат, согнутый под определённым углом, необходим во многих конструкциях. В их числе:
- инженерные коммуникации в жилых домах: водопровод, канализация, вентиляция;
- ограждения по периметру участка;
- мебель домашняя и садовая;
- теплицы;
- беседки и навесы.
Сложные металлические конструкции требуют использования сгонов или трубогиба
Согнуть можно любой металлопрокат, главное – использовать правильный инструмент для этой цели. Придавать необходимую форму можно не только стальным конструкциям, сгибанию поддаются металлопластик, медь, алюминий.
Чтобы грамотно использовать инструмент, необходимо внимательно изучить советы профессионалов на видео. Трубогиб своими руками для профильной трубы может быть изготовлен в простом, ручном варианте или с использованием гидравлики.
Считается, что профильный материал труднее поддается сгибанию
Гидравлические устройства быстро и качественно согнут любые металлические детали.
Обычный, фронтальный трубогиб состоит из следующих элементов:
- трёх металлических валов;
- цепи привода;
- вращающейся оси;
- поворотного механизма;
- рамы из металлического профиля.
Схема ручного устройства
Иногда валы делают из дерева или пластика, но стоит принять во внимание, что подобные ролики справятся не с любой трубой. Если не рассчитать сопротивление материала, валы могут просто разрушиться
Лучшие варианты самодельных трубогибов для профиля







Преимущество трубогиба – расширенный диапазон действия. Да, целевое назначение – согнуть трубу. Но радиус может быть любым, но главное, он будет плавным. Гнуть можно профиль любого типоразмера, если чертежи трубогиба позволяет «пропускать» его через рабочий сдавливающий механизм. При этом следует различать, что есть ручные приспособления, станки, оснащенные механическим или электрическим приводом. Каждый тип имеет ряд особенностей. Отличается стоимость, затраты на сборку, что также имеет значение.
Ручной трубогиб
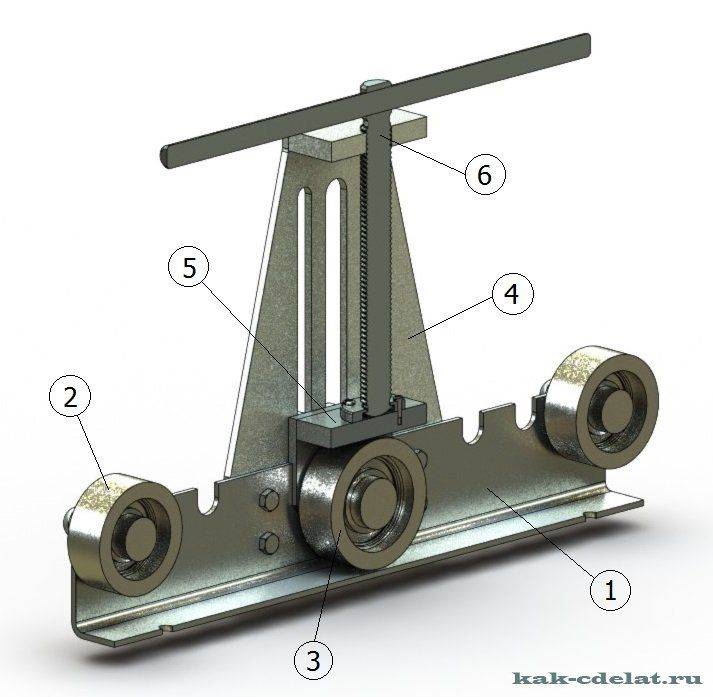
Смонтировать такой трубогиб своими руками проще всего. Количество механических узлов минимально. Чтобы разработать чертеж не нужно производить сложные расчеты. Единственный минус – такая установка подойдет для профильной трубы малого сечения. Зато для людей, у которых металлообработка – хобби, это устройство подойдет, как нельзя больше. А состоит оно из следующих узлов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- рукоятка подачи.
Принцип действия аналогичен тому, по которому работают прокатные станы. Все комплектующие изготавливают из стали высокой марки. Если использовать, скажем, деревянные, полимерные или пластиковые ролики, такой трубогиб профильных труб подойдет только для самого малого сечения. Чем надежней и прочнее устройство, тем толще может быть прокат.
Механизированное мощное устройство
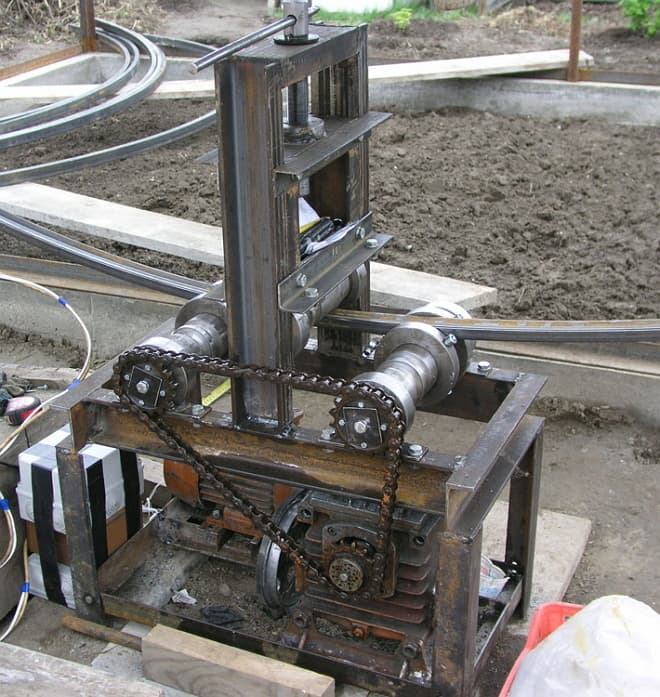
Чтобы работа шла быстрее, и можно было гнуть толстостенный профиль, придется сделать трубогиб с механическим приводом, который бы работал по принципу понижающего редуктора. Тогда при небольшом усилии на рычаг, можно добиться большого давления валиков. Это значительно ускорит и облегчит процесс. Еще один вариант – оснащение устройства электродвигателем в шестернями. Цепная передача неприхотлива, проста в обслуживании, надежна и долговечна. Комплектующими такого станка является:
- рама, сваренная из швеллеров или двутавров;
- два металлических прокатных ролика;
- три передаточных шестеренки;
- цепь металлическую;
- редуктор и электродвигатель 960 – 1500 об./мин.
Цепь – единственный элемент, который нуждается в периодическом обслуживании. ТО заключается в смазывании. Некоторые схемы и чертежи предусматривают натяжной механизм, которые не позволит звеньям спасть с шестеренок в результате растягивания и провисания.
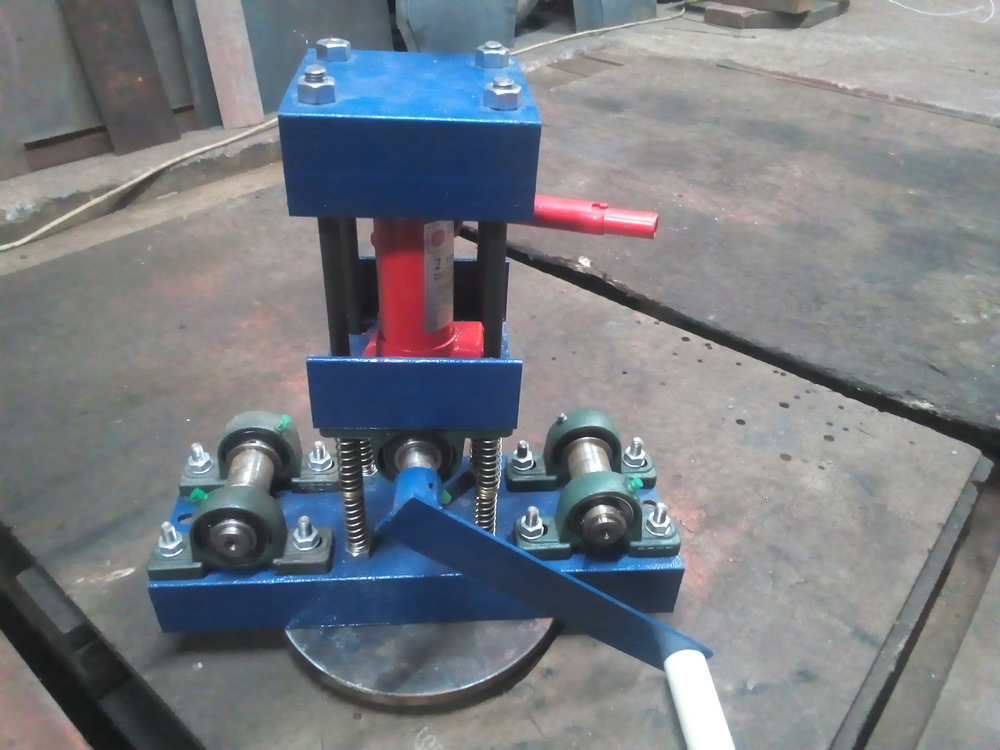
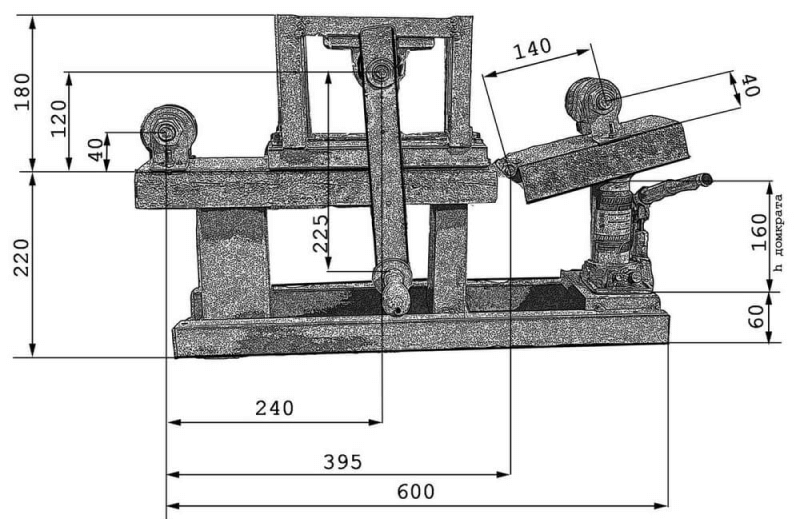
Гидравлический вариант трубогиба
Такой самодельный изгибочный станок отличается повышенной мощностью, что увеличивает диапазон возможностей. В качестве гидроцилиндра можно использовать обычный автомобильный домкрат, подобрав его по грузоподъемности и размерам. Причем при такой комплектации сгибают даже те трубы, которые не поддаются станку с электрическим приводом. Перечень деталей и узлов, необходимых для сборки, включает:
- три отрезка широкого швеллера;
- три отрезка узкого швеллера;
- петлевой замок;
- три ролика, установленных на подшипниковые узлы;
- рукоятка подачи с переходной втулкой;
- автомобильный домкрат.
Если в конструкциях, описанных ранее, регулировка производится при помощи ходового винта, то здесь есть плавающий швелерс роликом, который меняет положение за счет гидростойки. Собрать такое приспособление проще, чем те, о которых шла речь раньше. Собрав трубогиб для профильной трубы своими руками по чертежам, вы сможете прямо на даче изготовить, скажем, арки для парника или теплицы.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
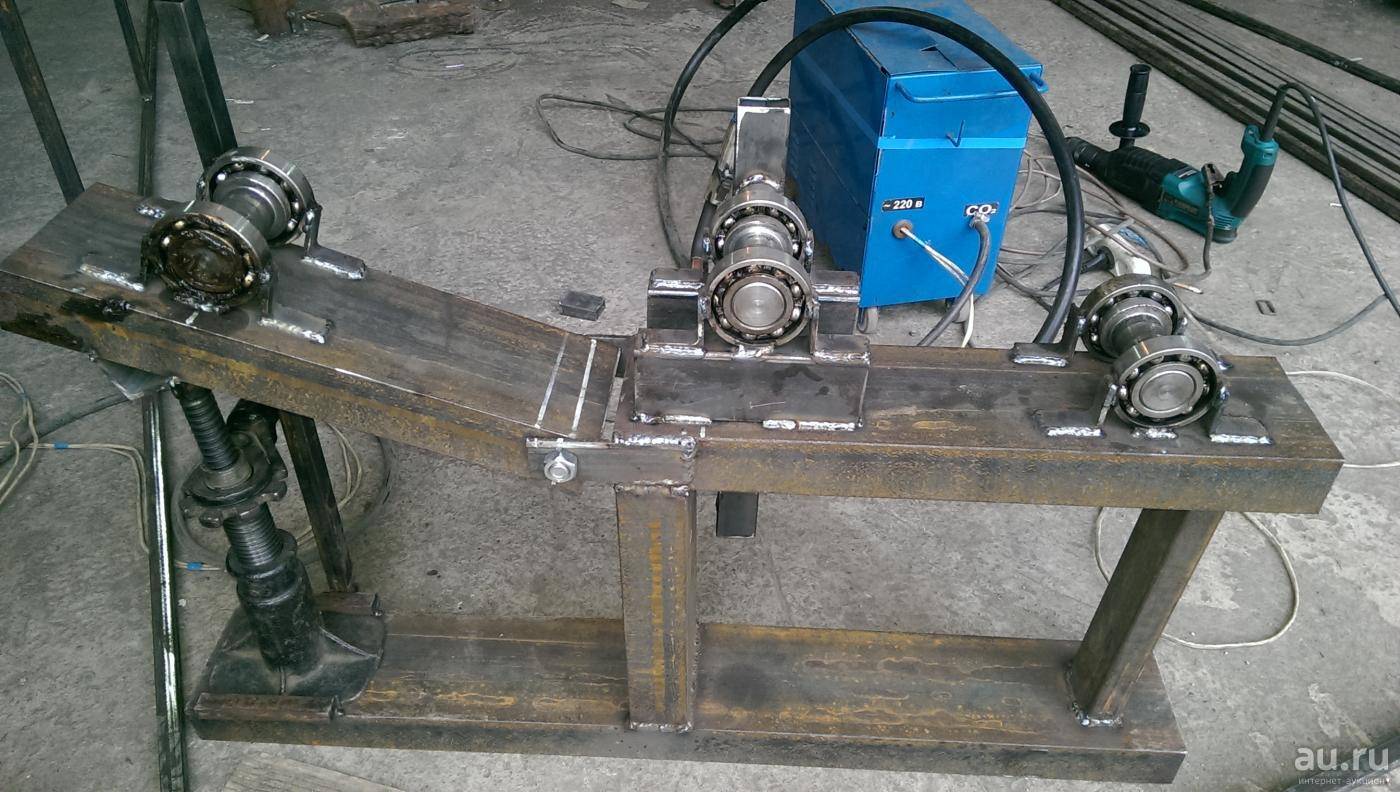
 Прокатный трубогиб с электроприводом
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Трубогибы для быстрого сооружения теплицы
Если нужно сделать теплицу в домашних условиях, то для этого вовсе не обязательно изготавливать самодельное приспособление для сгибания труб и профиля или вовсе покупать его. Есть простейший способ, как научиться изгибать металлические детали, чтобы в последующем изготовить из них теплицу. Перед рассмотрением этого способа надо отметить, что его недостаток в том, что требуется много времени для достижения результата.

Если учесть, что для этого практически ничего не понадобится, то этот недостаток можно считать неактуальным. Чтобы согнуть профиль или трубу в виде полумесяца для изготовления теплицы, понадобится сделать Т-образный трубогиб.
- Соединить две трубы — одна длинная, которая выступает в качестве рукоятки или держателя
- Вторая трубка короткая — 10-15 см. Диаметр этой трубки должен быть в 1,5-2 раза больше, чем изгибаемая заготовка
- Для увеличения прочности соединения двух трубок, рекомендуется их тщательно проварить сваркой, дополнительно воспользовавшись стальными уголками или пластинами

Этот метод требует приложения физических усилий, а еще он неудобен в реализации, но если нет других вариантов, то этот способ работает эффективно, и не требует изготовления специального станка.
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.
 Пример выточенных валиков
Пример выточенных валиков
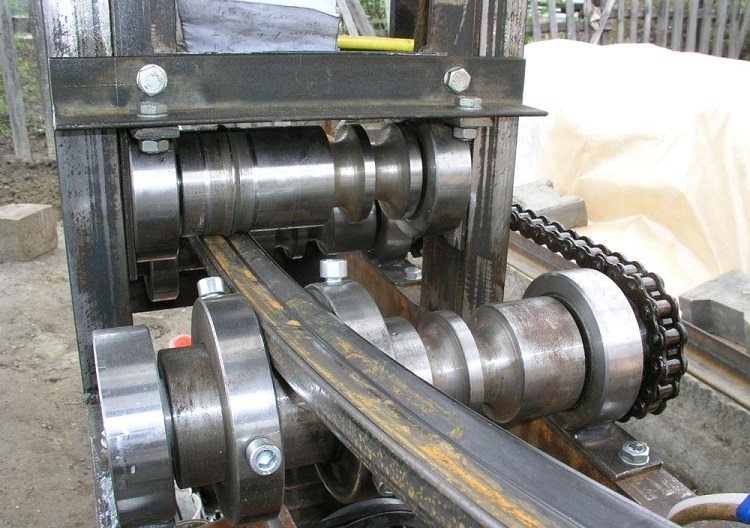
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.
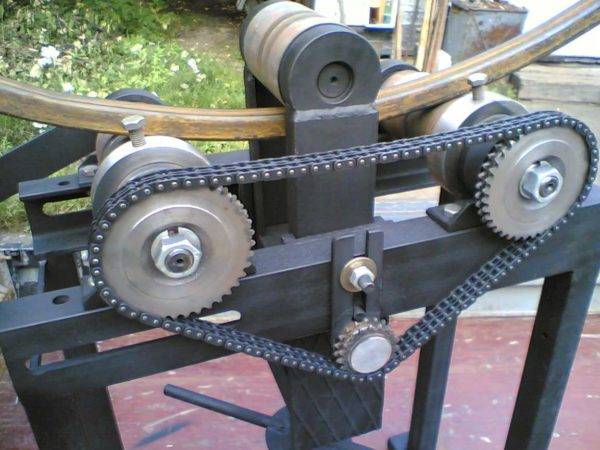 При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Полезные советы «первопроходцам»
Главная рекомендация, которую дают специалисты – работы нельзя форсировать. Качество превыше всего, и жертвовать им во имя экономии времени ни в коем случае нельзя. Есть еще целый ряд особенностей, которые необходимо учитывать при обработке профильных труб. Не нужно стараться сделать все за один «проход» профиля. Лучше пропустить его несколько раз, потихоньку прижимая гибочный ролик после каждого цикла. Это не только исключит опасность деформации трубки, но и увеличит срок службы станка.
В поперечном разрезе профиль валика должен совпадать с формой металлопроката. При полном совпадении изгиб будет идеальным. Поэтому имеет смысл сделать конструкцию со сменными роликами и запастись комплектом из различных типоразмеров. Заранее изготовьте шаблон в полную величину. Прикладывайте изделие после каждого прогиба. Это и будет контролем качества, и позволит вовремя завершить процедуру. А наличие отметок позволит приноровиться, и отказаться от постоянного шаблонного контролирования.
Как соорудить станок для изгиба труб и профиля в домашних условиях из лебедки
Вышеописанные способы имеют один существенный недостаток — они не позволяют согнуть материалы большого размера. Чтобы иметь возможность деформации профиля и труб большого диаметра, следует воспользоваться лебедкой. Принцип изготовления трубогиба с использованием лебедки имеет следующий вид:
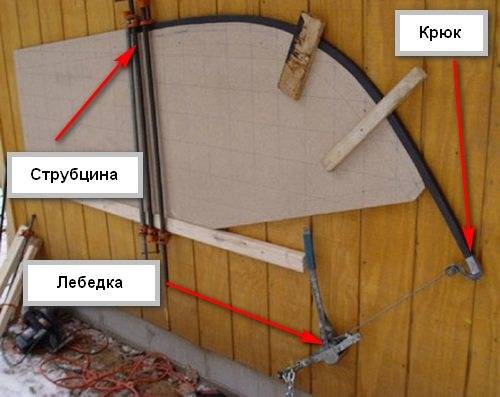
- Изначально подготавливается шаблон из ДСП, который должен иметь форму в виде радиуса изгиба металлопрофиля
- Для закрепления материала в одной точки используется упор. В качестве такового применяется доска, привинченная к основанию или струбцина
- К другому концу трубы крепится крюк от лебедки. Лебедка должна быть надежно зафиксирована к стене или бетонному основанию. Приводя в действие ручку лебедки, происходит деформация материала
Такой способ исключает необходимость прикладывания физических усилий, так как эта задача возложена на лебедку
При сооружении рассматриваемого устройства немаловажно соблюдать технику безопасности. Одна из больших опасностей в том, что крюк во время изгибания может сорваться
Чтобы этого не случилось, следует его как можно лучше зафиксировать.
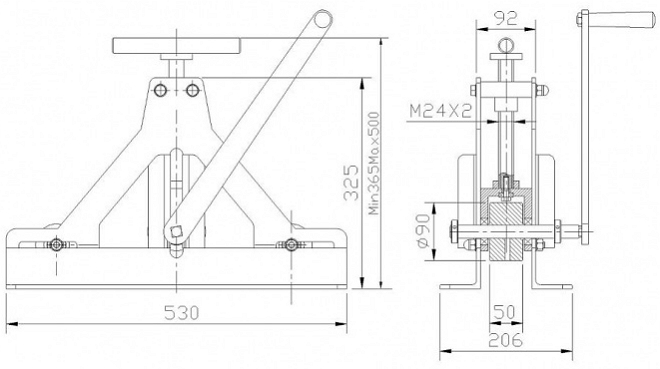
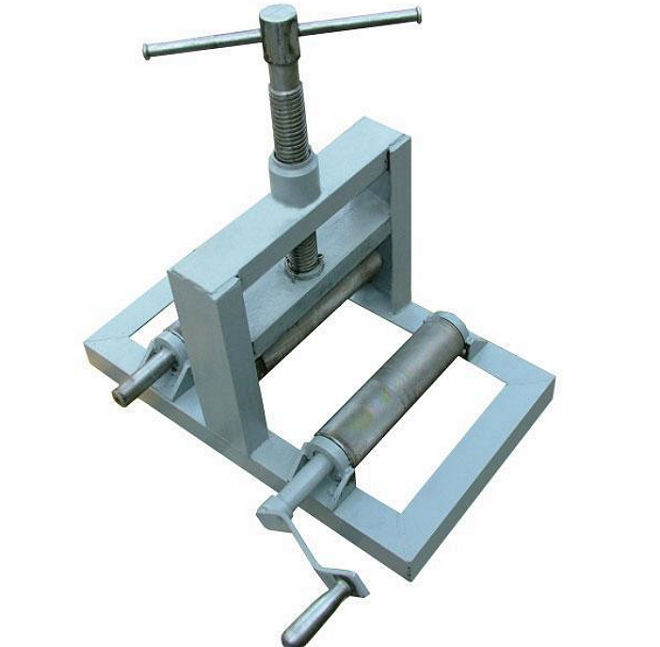
Виды трубогибов
С помощью ручного трубогиба можно сгибать кольца и дуги. Подобный аппарат весит относительно немного (порядка 65 кг), благодаря чему его можно транспортировать к месту работ при небольших металлоконструкциях (тех же теплицах, воротах, навесах). Вот основные характеристики материалов, которые могут обрабатываться ручным приспособлением: круглая труба с сечением 3 сантиметра, квадратная – 4х4 сантиметра, прут – 1,6 сантиметра, полоска – 4х1 сантиметр и, наконец, квадрат – 1,6х1,6 сантиметра.
Благодаря разного рода оправкам, диапазон обрабатываемых изделий может быть расширен, а трубогиб, в свою очередь, может быть превращен в профилегиб. Стоимость ручного инструмента такова, что его можно приобрести либо изготовить собственноручно даже для незначительных производств.
Что же касается электрических трубогибов, то их используют в промышленных масштабах при работе с изделиями различного сечения. Подобные агрегаты очень производительны, что обуславливается, в первую очередь, дополнительными функциями, среди которых вращение вальцов сразу в двух направлениях, применение ножных педалей, регулировка при помощи панели управления.
К возможностям электрических трубогибов можно отнести гибку дуг из квадратных (8х4 сантиметра) и круглых (3 сантиметра) труб. С целью соответствия конфигурации сечения и диаметру изделий приборы оборудуются специальными сменными оправками под каждый конкретный случай.
Более современным считается гидравлический ручной трубогиб, сила которого такова, что позволяет обрабатывать достаточно крупные изделия из стали. Именно такой вариант желательно использовать для водо- или газопроводов. У данного трубогиба привод оборудуется специальной гидравлической установкой, которая и отличает его от обычного прибора (труд оператора заметно облегчается).








Гидравлические приспособления могут быть сразу нескольких типов и могут применяться для различных труб и арматур. Так, переносной трубогиб (ТПГ) может применяться для цельных стальных труб, а также для круглого проката (речь идет о бульдозерном методе, когда трубы не заполняются песком или другими наполнителями). Существует также ручной агрегат (РГУ), с помощью которого изгибают водо- и газопроводные трубы, арматуру или, опять же, стальной прокат.
Прокатный станок для гибки труб своими силами
Станок для гибки разных профильных труб – довольно сложный аппарат. Изготовление такой машины потребует большого внимания и хороших навыков. Лучше, конечно, приобрести уже готовый товар, однако, если вы уверены в своих силах, то можно сделать подобный трубогиб своими руками.
Прокатные станки отличаются сложной конструкцией, но они незаменимы при больших объемах работ
Для начала нужно обзавестись всем необходимым, а именно:
- бетонная плита;
- колесики;
- лебедка;
- двигатель;
- домкрат;
- металлическая перемычка;
- мотор-редуктор.
Сначала готовится основание, выполненное из металлических деталей с помощью сварочного аппарата. После на нее устанавливаются 4 опорных элемента. Теперь можно проделывать отверстия для регулировки радиуса сгиба.
Затем монтируется домкрат. Для этого применяют болты и пластины.
Теперь устанавливаем остальные детали: лебедку и ролики ( как в более простой конструкции, рассмотренной выше), двигатель и редуктор, а также перемычку.
После этого остался последний этап — изготовление так называемого грибка. Для этого можно прибрести в любом строительном магазине трубу, изогнутую на 90 градусов. Устанавливается такая деталь сверху корпуса аппарата.
При необходимости станок для гибки профильных (квадратных, прямоугольных) труб можно сделать самостоятельно. Сложность конструкции и затраты на комплектующие к нему будут зависеть от назначения аппарата и его частоты его использования
Важно также и то, насколько правильно будут проведены работы по сборке. От точности действий зависит надежность и работоспособность аппарата в целом
https://youtube.com/watch?v=HxAPs0-rQpA
Простейший трубогиб из шаблона
Такой механизм подойдёт для труб малого диаметра. Шаблон изготавливают из досок, превышающих по толщине диаметр трубы. Край шаблона обрезается под углом, чтобы труба не выскальзывала. Доски скрепляют между собой и фиксируют на поверхности стола. На определённом расстоянии от шаблона прикрепляют упор. Трубу вставляют между упором и шаблоном и выгибают. Трубу нельзя гнуть от центра шаблона – она сломается. А если не сломается, то внешний вид не выдержит никакой критики.
 Трубогиб из шаблона
Трубогиб из шаблона
Подобным образом изготавливается трубогиб из бетонной плиты и прочных металлических штырей. В бетоне бурятся отверстия и вбиваются штыри на расстоянии не более 5 см, по краям вбивают штыри-упоры. Для фиксации изогнутой трубы, к её концам можно приварить перемычку, которую потом демонтируют.
Подобный шаблон можно выполнить из листа фанеры и крючков. Изменяя расположение крючков, можно менять радиус изгиба заготовки.
Выводы и полезные видео по теме
Итак, трубогиб самостоятельно сделать можно. Сложность конструкции – не определяющий фактор при выборе типа станка. Все решает мощность и производительность. Чтобы понять принцип действия, правильно сконструировать трубогибочную машину и научиться на ней работать, просмотрите видео. На нем вы увидите, как работают профессионалы, и не допустите ошибок. Практика доказала, что каждый желающий может пополнить комплектацию мастерской гибочным аппаратом, и для этого не нужно тратить деньги на покупку. Достаточно воспользоваться рекомендациями и собрать его самостоятельно.





