

Время-токовая характеристика (ВТХ)
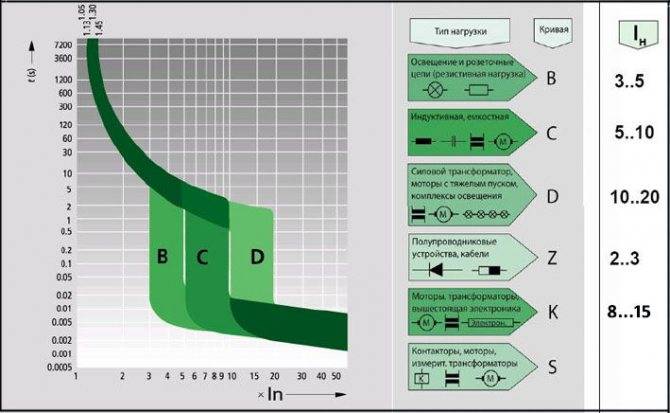
При помощи такого графического отображения можно получить наглядное представление, при каких условиях будет активирован механизм отключения питания цепи (см. рис. 2). На графике, в качестве вертикальной шкалы отображается время, необходимое для активации АВ. Горизонтальная шкала показывает соотношение I/In.
Рис. 2. Графическое отображение время токовых характеристик наиболее распространенных типов автоматов
Допустимое превышение штатного тока, определяет тип время-токовых характеристик для расцепителей в приборах, производящих автоматическое выключение. В соответствии с действующими нормативом (ГОСТ P 50345-99), каждому виду присваивается определенное обозначение (из латинских литер). Допустимое превышение определяется коэффициентом k=I/In, для каждого вида предусмотрены установленные стандартом значения (см. рис.3):
- «А» – максимум – троекратное превышение;
- «В» – от 3 до 5;
- «С» – в 5-10 раз больше штатного;
- «D» – 10-20 кратное превышение;
- «К» – от 8 до 14;
- «Z» – в 2-4 больше штатного.
Рисунок 3. Основные параметры активации для различных типов Заметим, что данный график полностью описывает условия активации соленоида и термоэлемента (см. рис.4).
Отображение на графике зон работы соленоида и термоэлемента
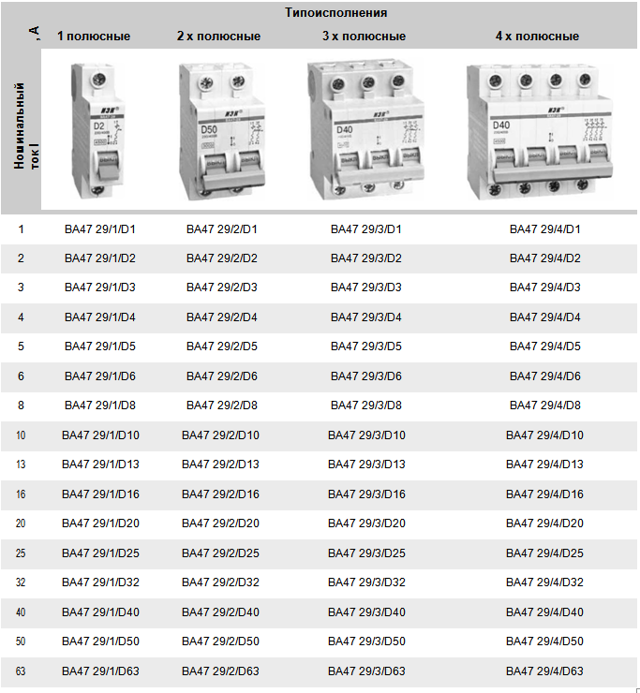
Перечень типовых время-токовых характеристик.
Определившись с маркировкой, перейдем к рассмотрению различных типов приборов, отвечающих определенному классу в зависимости от характеристик.
Таблица время токовых характеристик автоматических выключателей
Данный тип устанавливаются в цепях не подверженных кратковременным перегрузкам. В качестве примера можно привести схемы на полупроводниковых элементах, при выходе из строя которых, превышение тока незначительное. В быту такой тип не используется.
Характеристика «B»
Отличие данного вида от предыдущего заключается в токе срабатывания, он может превышать штатный от трех до пяти раз. При этом механизм соленоида гарантированно активируется при пятикратной нагрузке (время обесточивания – 0,015 сек.), термоэлемент – трехкратной (на отключение понадобиться не более 4-5 сек.).
Такие виды устройств нашли применение в сетях, для которых не характерны высокие пусковые токи, например, цепи освещения.
S201 производства компании ABB с время-токовой характеристикой B
Характеристика «C»
Это наиболее распространенный тип, его допустимая перегрузка выше, чем у двух предыдущих видов. При пятикратном превышении штатного режима срабатывает термоэлемент, это схема, отключающая электропитание в течение полутора секунд. Механизм соленоида активируется, когда перегрузка превысит норму в десять раз.
Данные АВ рассчитаны на защиту электроцепи, в которой может возникнуть умеренный пусковой ток, что характерно для бытовой сети, для которой характерна смешанная нагрузка. Покупая устройство для дома, рекомендуется остановить свой выбор на этом виде.
Трехполюсный автомат Legrand
Характеристика «D»
Применяются такие приспособления в цепях с большими пусковыми токами. Например, для защиты пусковых устройств асинхронных электродвигателей. На рисунке 9 показано два прибора этой группы (a и b).
Рисунок 9. а) ВА51-35; b) BA57-35; c) BA88-35
Характеристика «K»
У таких АВ активация механизма соленоида возможна при превышении токовой нагрузки в 8 раз, и гарантированно произойдет, когда будет двенадцати кратная перегрузка штатного режима (восемнадцати кратное для постоянного напряжения). Время отключения нагрузки не более 0,02 сек. Что касается термоэлемента, то его активация возможна при превышении 1,05 от штатного режима.
Характеристика «Z»
Данный тип отличается небольшим допустимым превышением штатного тока, минимальная граница – двух кратная от штатной, максимальная – четырех кратная. Параметры срабатывания термоэлемента, такие же, как и у АВ с характеристикой К.
Этот подвид применяется для подключения электронных приборов.
Характеристика «MA»
Отличительная особенность этой группы – не используется термоэлемент для отключения нагрузки. То есть прибор предохраняет только от КЗ, этого вполне достаточно, чтобы подключить электрический двигатель. На рисунке 9 показано такое приспособление (с).
Сравнение с механикой
С развитием технического прогресса автоматические КПП постепенно вытесняют устаревшую «механику». Такой переход позитивно сказывается на поведении двигателя и скорости машины. Водителю не нужно постоянно следить за положением ручки КПП, он может больше сконцентрироваться на других вещах при езде по городу. В отличие от «механики» в машинах с коробкой-автомат не нужно постоянно дергать ручку и следить з скоростью.
При сравнении двух видов КПП можно выделить следующие критерии:
- Удобство управления. Здесь выигрывает коробка-автомат, ведь она самостоятельно переключает передачи и следит за режимом. Водителю остается только вращать руль и регулировать скоростной режим с помощью педали газа.
- Экономичность. На данном этапе расход на МКПП ниже, чем в коробке-автомат, но с каждым годом эта разница все меньше. В среднем АКПП потребляет на 10-15% больше «механики». При этом многое зависит от объема двигателя.
- Индивидуальность вождения. На механической коробке передач водитель сам выбирает, когда ему переключать скорость и контролирует езду. В коробках-автомат это делает блок управления. Исключением являются некоторые трансмиссии, в которых можно менять скорость с помощью специальных лепестков.
- Цена обслуживания. Ремонт АКПП обходится дороже, что особенно актуально при необходимости замены какого-то элемента.
- Эксплуатация. В автомобилях с коробкой-автомат необходимо учитывать много особенностей. К примеру, с ними опасно буксовать и нельзя заводить с толкача. Также имеют место ограничения по эксплуатации прицепа.
В последние годы производители научились делать качественные коробки передач, которые редко ломаются. Если своевременно менять и соблюдать определенные требования эксплуатации, устройство долго выхаживает без ремонта.
Пломбировка вводного автоматического выключателя пластиковыми заглушками
Некоторые потребители, зная требования заказчиков, сразу выпускают автоматические выключатели с пластиковыми заглушками контактных клемм. Это значительно упрощает процесс пломбировки, нет необходимости отдельного отсека или пластикового бокса.
Пример пломбировки автомата с пластиковыми заглушками
Процесс установки очевидно прост:
- поставил автомат,
- подключил провода;
- Закрыл заглушками отверстия клемм и опломбировал.
Каждый производитель автоматов для конструкции своих моделей делает соответствующие пластиковые заглушки.
В комплекте к автомату ВА47-29 от IEK заглушки крепятся на пластиковой шине как листья на ветке
При необходимости установки они легко отламываются и устанавливаются в соответствующие прорези над отверстиями клемм выключателя.
Пример установки пластиковой заглушки автоматический выключатель ВА47-29 от IEK
После установки заглушки отверстие для зажимного болта клемм оказывается надежно закрытым, открутить винт для подсоединения проводов, не удалив заглушку невозможно.
Характерной ошибкой при пломбировании таким методом считается, когда считают что пластиковой заглушки достаточно для исключения несанкционированного подключения. Поврежденную заглушку при удалении можно заменить на другую, номерного знака эти модели не имеют.





Для надежности установленные заглушки в модульном блоке автоматов соединяются петлей из лески или проволоки и пломбируют любой пломбой подходящей конструкции данного вида.
Виды и принцип работы датчиков АКПП
Основной целью системы управления АКПП можно назвать определение оптимального момента, в который должно произойти переключение передачи. Для этого необходимо учесть множество параметров. Современные конструкции оснащены динамической программой управления, позволяющей подбирать соответствующий режим в зависимости от условий эксплуатации и текущего режима движения автомобиля, определяемых датчиками.
В автоматической коробке передач основными являются датчики скорости (определяющие частоту вращения на входном и на выходном валах КПП), датчики давления и температуры рабочей жидкости и датчик положения селектора (ингибитор). Каждый из них имеет свою конструкцию и предназначение. Также может использоваться информация и от других датчиков автомобиля.
Датчик положения селектора
Датчик положения рычага селектора
При изменении положения селектора выбора передач его новую позицию фиксирует специальный датчик положения селектора. Полученные данные передаются на электронный блок управления (зачастую он отдельный для АКПП, но при этом имеет связь с ЭБУ двигателя автомобиля), который запускает соответствующие программы. Это приводит гидравлическую систему в действие согласно выбранному режиму движения (“P(N)”, “D”, “R” или “M”). В инструкциях к автомобилям данный датчик часто обозначается как “ингибитор”. Как правило, датчик находится на валу селектора коробки передач, которая, в свою очередь, располагается под капотом автомобиля. Иногда для получения информации он соединен с приводом золотникового клапана выбора режимов движения в гидроблоке.
Датчик положения селектора АКПП можно назвать “многофункциональным”, поскольку сигнал с него также используется для включения огней заднего хода, а также для контроля работы привода стартера в режимах «P» и «N». Существует множество конструкций датчиков, определяющих положение рычага селектора. В основе классической схемы датчика используется потенциометр, который изменяет свое сопротивление в зависимости от положения рычага селектора. Конструктивно он представляет собой набор резистивных пластин, по которым перемещается подвижный элемент (ползунок), который связан с селектором. В зависимости от положения ползунка будет изменяться сопротивление датчика, а значит, и выходное напряжение. Все это находится в неразборном корпусе. При возникновении неисправностей датчик положения селектора можно прочистить, открыв путем высверливания заклепок. Однако настроить ингибитор для повторной работы достаточно сложно, поэтому проще просто заменить неисправный датчик.
Датчик температуры рабочей жидкости
Датчик температуры АКПП
Уровень температуры рабочей жидкости в коробке передач оказывает существенное влияние на работу фрикционных муфт. А потому для защиты от перегрева в системе предусмотрен датчик температуры АКПП. Он представляет собой терморезистор (термистор) и состоит из корпуса и чувствительного элемента. Последний изготавливается из полупроводника, который изменяет свое сопротивление при различных температурах. Сигнал с датчика передается блоку управления АКПП. Как правило, он представляет собой линейную зависимость напряжения от температуры. Показания датчика можно узнать только при помощи специального диагностического сканера.
Датчик температуры может устанавливаться в картере трансмиссии, но чаще всего он встроен в жгут проводов внутри АКПП. При превышении допустимой температуры работы ЭБУ может принудительно снизить мощность, вплоть до перехода коробки передач в аварийный режим.
Датчик давления
Для определения интенсивности циркуляции рабочей жидкости в автоматической коробке передач в системе может быть предусмотрен датчик давления. Их может быть несколько (для различных каналов). Измерение осуществляется путем преобразования давления рабочей жидкости в электрические сигналы, которые подаются в электронный блок управления КПП.
Датчики давления бывают двух типов:
- Дискретные – фиксируют отклонения режимов работы от заданной величины. При нормальном режиме работы контакты датчика соединены. Если давление в месте установки датчика ниже требуемого, контакты датчика размыкаются, а блок управления АКПП получает соответствующий сигнал и передает команду на повышение давления.
- Аналоговые – преобразуют уровень давления в электрический сигнал соответствующей величины. Чувствительные элементы таких датчиков способны изменять сопротивление в зависимости от степени деформации под действием давления.
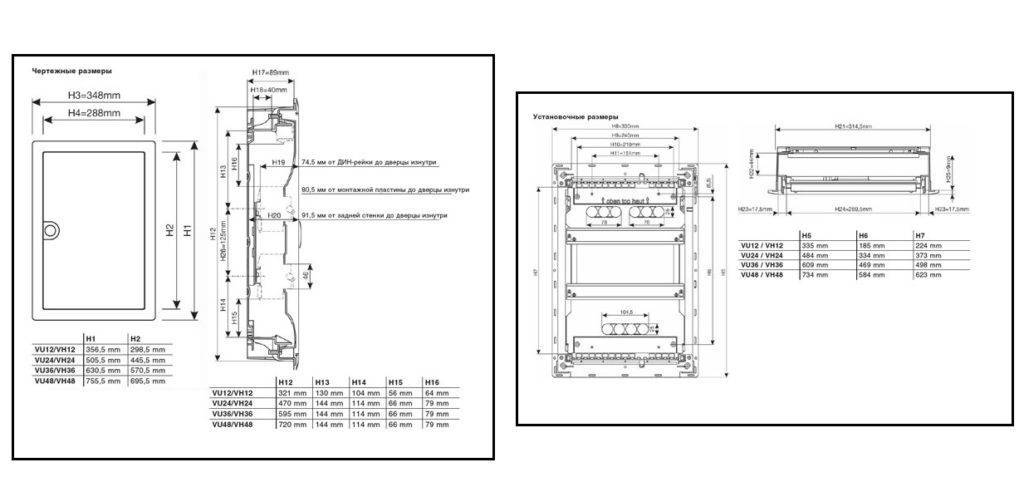
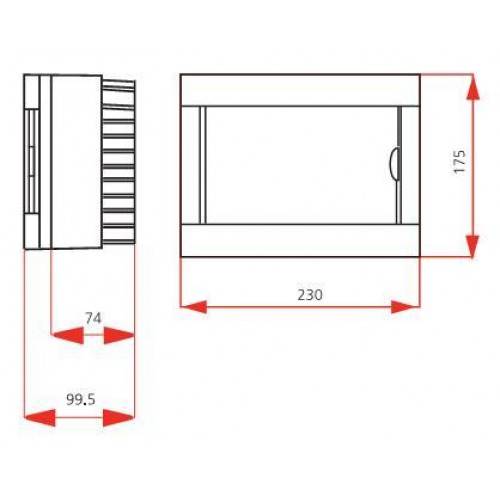
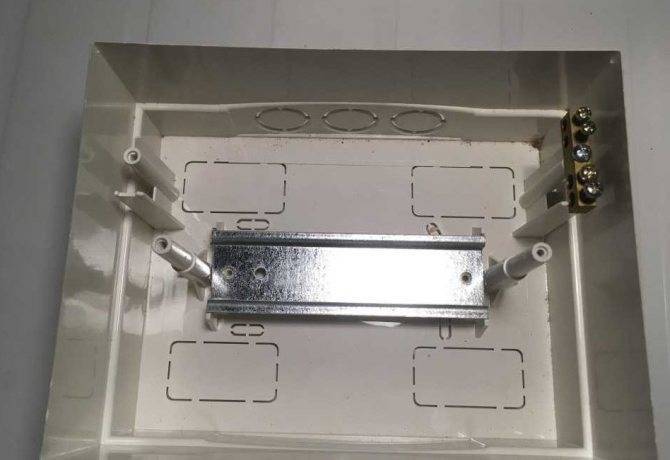
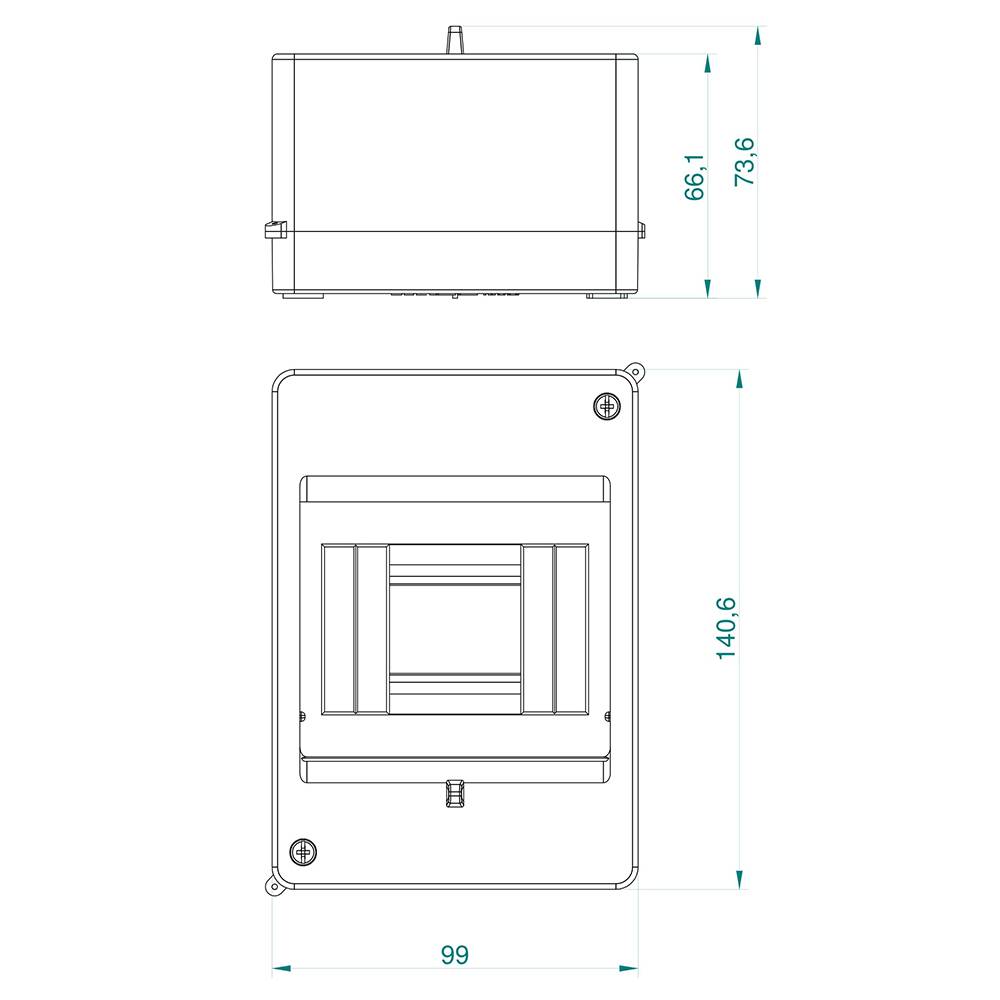
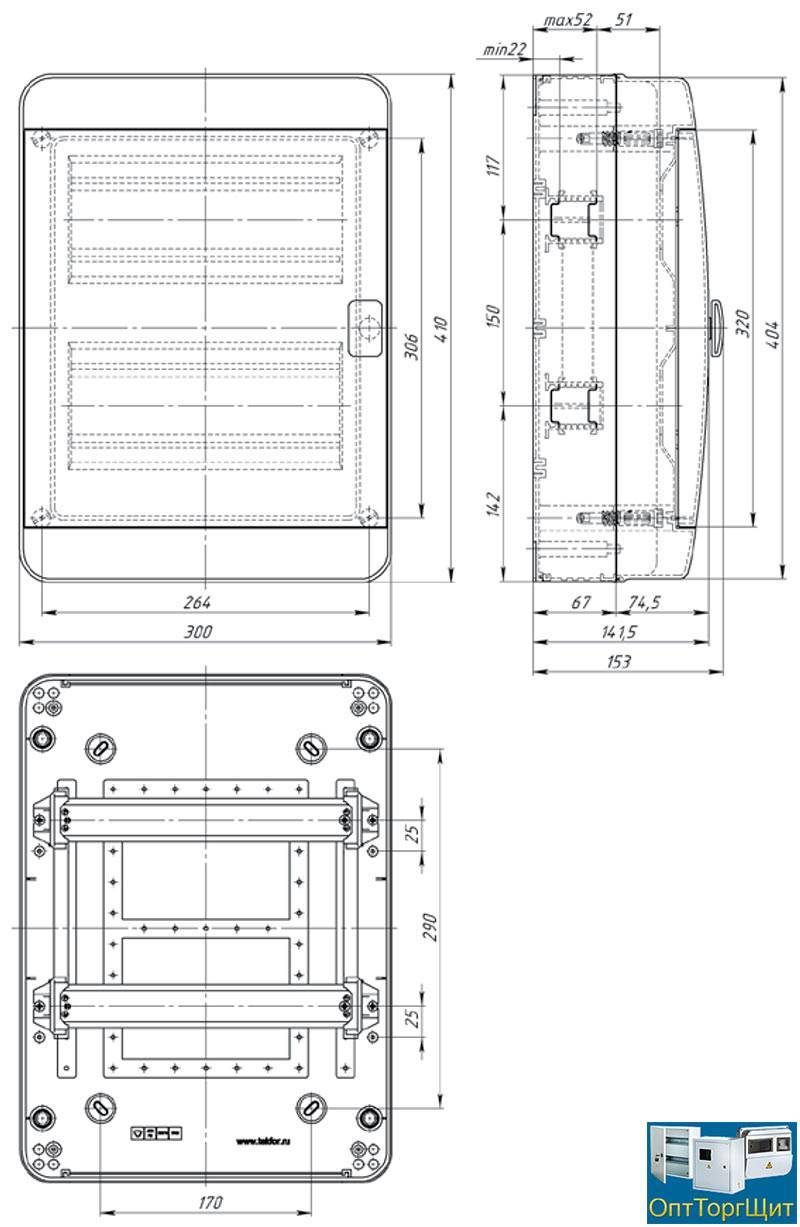
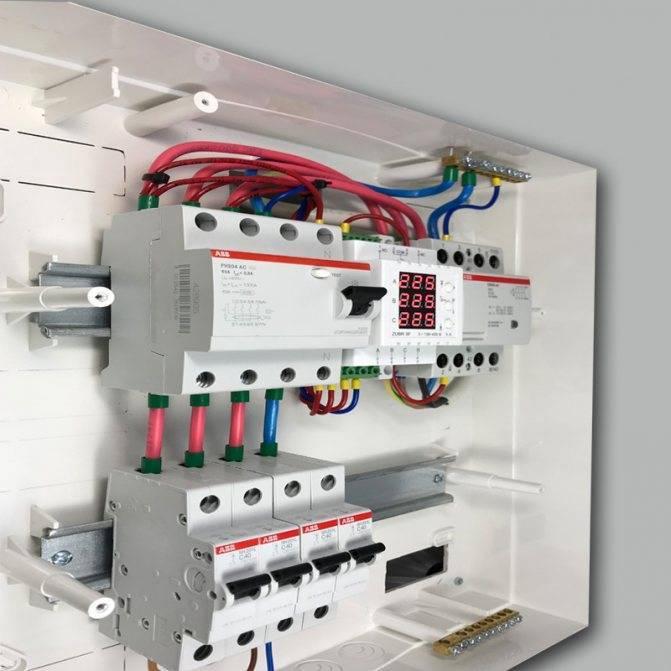
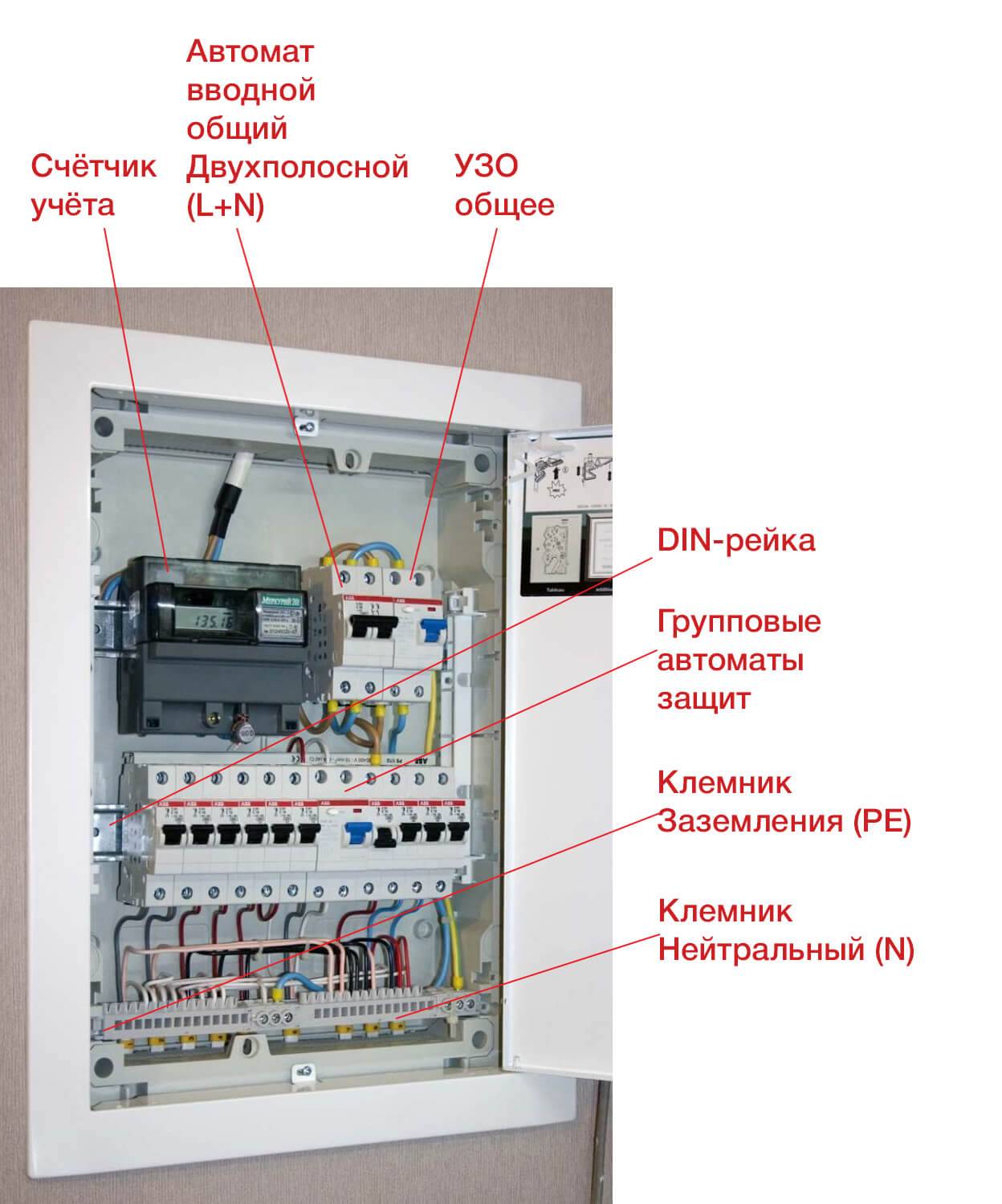
Конструкция электрощита
Распределительный электрощит
Самый простой и распространенный бокс для автоматов состоит из следующих частей:
- Передняя панель (крышка) – оборудована открывающейся прозрачной дверцей и выламываемыми секциями для установки определенного количества автоматов и других устройств. Крепится к основному корпусу при помощи 4 пластиковых винтов. В зависимости от модели дверца может быть оснащена как простым самозащелкивающимся нажимным фиксатором, так и замком с сердцевиной и комплектом ключей.
- Корпус – объемная основная часть бокса, внутри которой будут располагаться все автоматы, УЗО, счетчик.
- DIN рейка – металлическая планка для крепления в боксе автоматов и других устройств.
- 2 шины для подключения нулевой и заземляющей жил.
Типовая конструкция электрощитка
Также в комплект распределительных щитков входят специальные дюбеля для крепления коробки к стене, суппорт (защитный кожух, держатель) для нулевой и заземляющей шин.
Характеристики автоматических выключателей
Существует еще одна классификация автоматов – по их характеристикам. Этот показатель обозначает степень чувствительности защитного прибора к превышению величины номинального тока. Соответствующая маркировка покажет, насколько быстро в случае возрастания тока среагирует устройство. Одни типы АВ срабатывают моментально, в то время как другим на это понадобится определенное время.
Существует следующая маркировка устройств по их чувствительности:
- A. Выключатели этого типа наиболее чувствительны и на повышение нагрузки реагируют мгновенно. В бытовые сети их практически не устанавливают, защищая с их помощью цепи, в которые включено высокоточное оборудование.
- B. Эти автоматы срабатывают при возрастании тока с незначительной задержкой. Обычно они включаются в линии с дорогостоящими бытовыми приборами (жидкокристаллические телевизоры, компьютеры и другие).
- C. Такие аппараты – самые распространенные в бытовых сетях. Отключение их происходит не сразу после повышения силы тока, а через некоторое время, что дает возможность ее нормализации при незначительном перепаде.
- D. Чувствительность этих приборов к возрастанию тока самая низкая из всех перечисленных типов. Их чаще всего устанавливают в щитках на подходе линии к зданию. Они обеспечивают подстраховку квартирных автоматов, и если те по какой-то причине не срабатывают, отключают общую сеть.

Типы расцепителей
Расцепители являются основными рабочими компонентами АВ. Задача их состоит в том, чтобы при превышении допустимой величины тока разорвать цепь, тем самым прекратив подачу в нее электроэнергии. Существует два основных типа этих устройств, отличающихся друг от друга по принципу расцепления:
- Электромагнитные.
- Тепловые.
Расцепители электромагнитного типа обеспечивают практически моментальное срабатывание автоматического выключателя и обесточивание участка цепи при возникновении в нем сверхтока короткого замыкания.
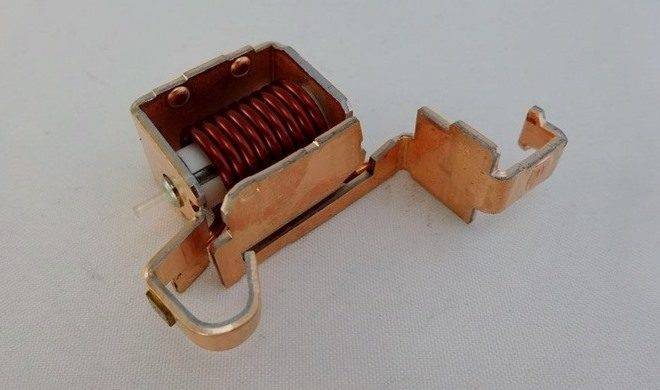
Они представляют собой катушку (соленоид) с сердечником, втягивающимся внутрь под воздействием тока большой величины и заставляющим срабатывать отключающий элемент.
Основная часть теплового расцепителя – биметаллическая пластина. Когда через автомат проходит ток, превышающий номинальную величину защитного устройства, пластина начинает нагреваться и, изгибаясь в сторону, касается отключающего элемента, который срабатывает и обесточивает цепь. Время на срабатывание теплового расцепителя зависит от величины проходящего по пластине тока перегрузки.
Некоторые современные устройства оснащаются в качестве дополнения минимальными (нулевыми) расцепителями. Они выполняют функцию выключения АВ, когда напряжение падает ниже предельного значения, соответствующего техническим данным устройства. Существуют также дистанционные расцепители, с помощью которых можно не только отключать, но и включать АВ, даже не подходя к распределительному щиту.
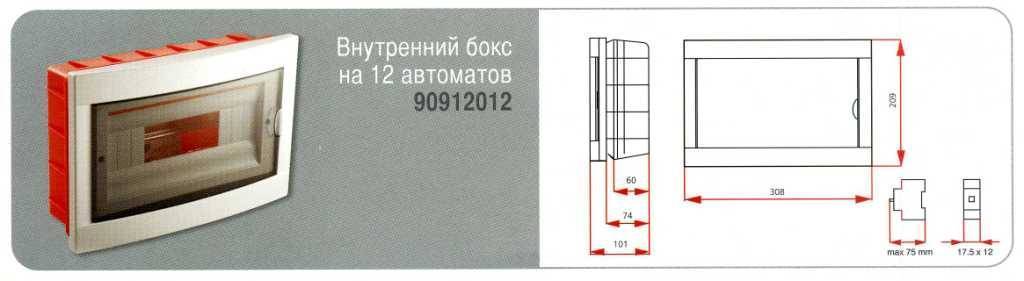
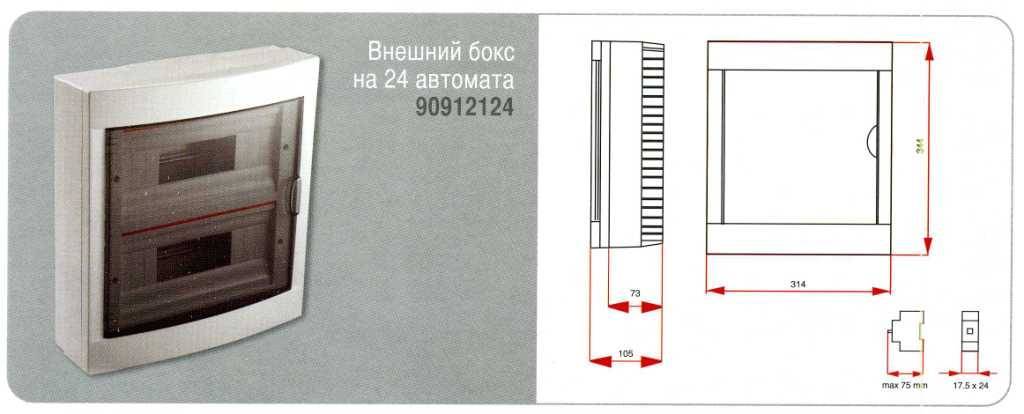
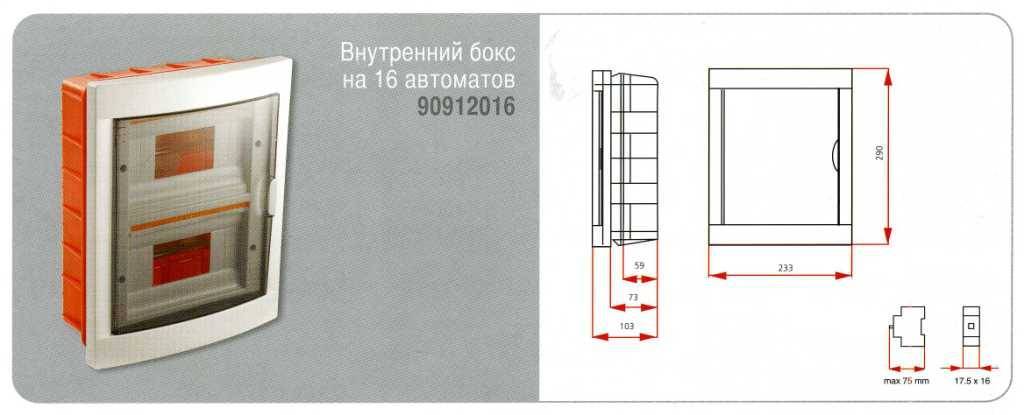
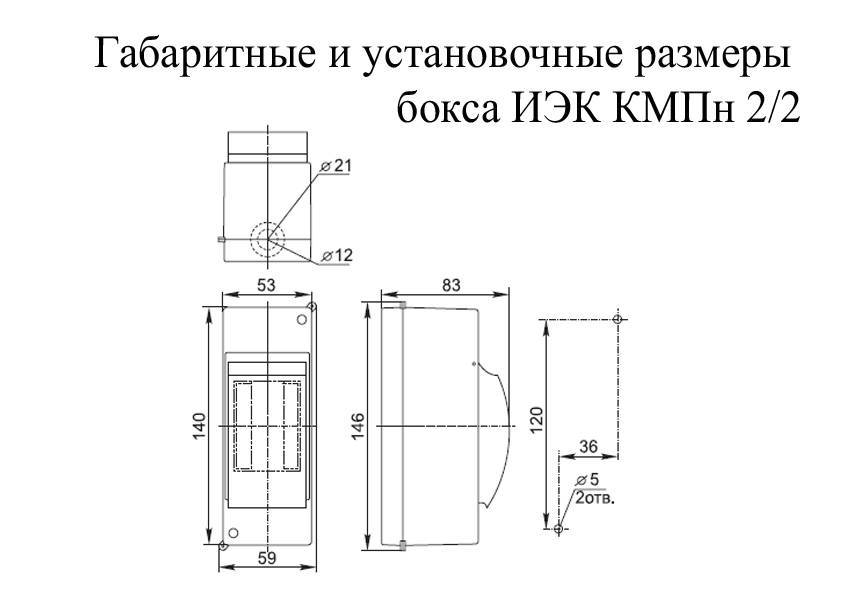
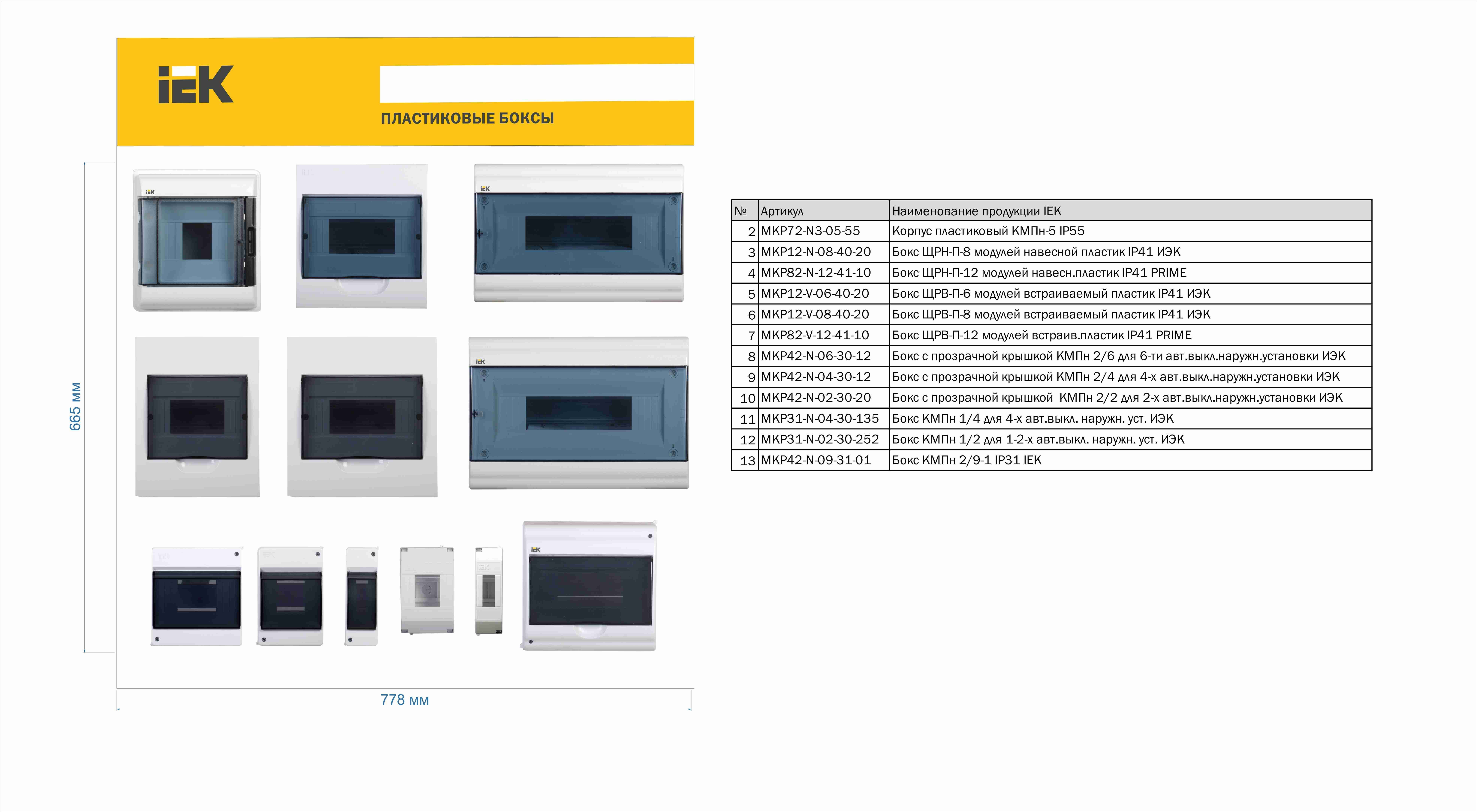
Технические характеристики боксов
При выборе бокса для автоматов необходимо руководствоваться его техническими характеристиками. От них зависит количество защитных устройств, которое получится поместить в каждый конкретный шкаф, в каких условиях его допустимо эксплуатировать, и насколько он безопасен с точки зрения поражения электрическим током.
Класс надежности изоляции
Глава 2 ГОСТ 12.2.007.0-75 определяет 5 классов электротехнических изделий по способу защиты человека от поражения электрическим током. Электрические ящики под автоматы относятся к I и II классам. Их свойства таковы:
- класс I — электрические аппараты, оснащенные рабочей изоляцией и элементом для заземления;
- класс II — аппараты, оснащенные двойной или усиленной изоляцией, но без элементов для заземления.
Материал боксов для автоматов
Материал корпуса ящика для автоматов главным образом определяет условия его эксплуатации и безопасность использования. С этой точки зрения, в продаже есть 2 типа изделий:
- Пластиковые боксы. Обычно это небольшие квартирные щиты. Они производятся из жаростойкого АБС пластика, способного выдерживать нагрев до температуры 650 °С. Такой материал плохо поддерживает горение, не гниет от влаги и прост в механической обработке. Эти факторы способствуют тому, что специалисты отдают предпочтение пластиковым коробкам.
- Металлические боксы. Для этих изделий характерен I класс защиты от поражения электрическим током. Металлические модели покрывают полимерным покрытием, защищающим их от пагубного воздействия влаги и химически агрессивной среды. Металлические ящики под автоматы в обязательном порядке заземляются. Они проще переносят удары. Поэтому их устанавливают в местах, где возможны механические повреждения извне.
Бокс для автоматов с заземляющей шиной
Количество рядов под автоматы
Другая важная характеристика бокса — это количество рядов под автоматы. Автоматические выключатели устанавливаются на DIN-рейки. Каждая рейка — это горизонтальный ряд, на котором в последующем расположится линейка автоматов. Чем шире этот ряд, тем больше защитных устройств получится разместить в щитке.
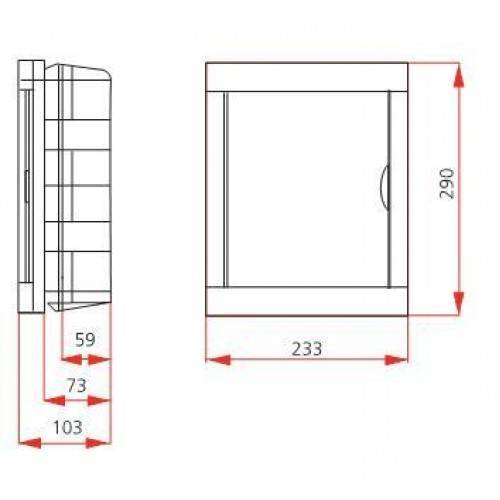


В одном электрическом щите может быть несколько рядов. На каждом из них, в зависимости от модели щита, можно разместить от 2 до 180 стандартных автоматов с шириной 17,5 мм.

Допустимые напряжения
Характеристики электрических щитов указываются в технической документации. При выборе данного изделия необходимо учитывать его максимальное рабочее напряжение.
В обычном квартирном боксе имеется напряжение 220 В переменного тока. В общем этажном ящике оно достигает 380 В. В электрических шкафчиках промышленного оборудования напряжение способно достигать 600 В постоянного тока.
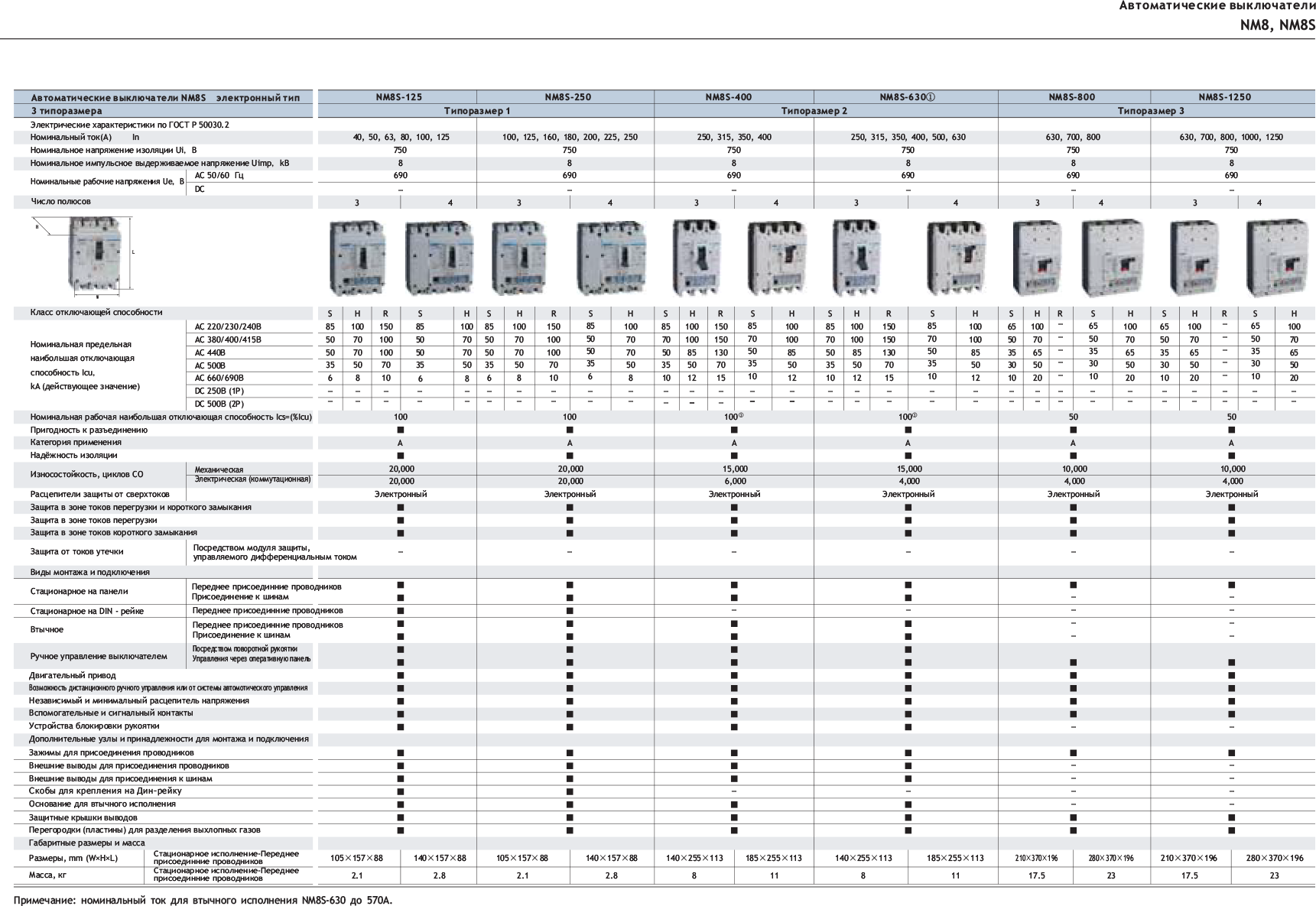
Автоматические выключатели и их характеристики
Основными характеристиками автоматических выключателей являются
Номинальное напряжение изоляции (Ui)
Это величина напряжения, относительно которого выбирается напряжение при испытании электрической прочности изоляции, которое обычно превышает 2 Ui, и определяется длина пути тока утечки через изолятор.
Номинальное выдерживаемое импульсное напряжение (Uimp)
Параметр представляет собой величину импульса напряжения (определенной формы и полярности) в кВ, который рассматриваемое оборудование может выдержать в условиях испытаний без повреждения.
Обычно для промышленных автоматических выключателей Uimp = 8 кВ, для бытовых автоматических выключателей Uimp = 6 кВ.
Характеристика автоматов В, С, D:
зависимость времени отключения от тока.
Буквы B, C и D обозначают характеристику автоматов, которая называется «тип мгновенного расцепления» и установлена в ГОСТ Р 50345-99] (МЭК 60898-95) «Аппаратура малогабаритная электрическая. автоматические выключатели для защиты от сверхтоков бытового и аналогичного назначения».
Конкретный тип мгновенного расцепления устанавливает диапазон токов мгновенного расцепления, протекание которых в главной цепи выключателя может вызвать его расцепление без выдержки времени.
тип В: 3In — 5In;
тип С: 5 In -10 In
тип D:10 In — 20 In
В случае если в главной цепи выключателя протекает электрический ток, величина которого соответствует нижней границе диапазона токов мгновенного расцепления 3In, 5In и 10 In, то он должен расцепиться за промежуток времени:
тип мгновенного расцепления B — более 0,1 с, но менее 45 или 90 с,
тип C — 15 или 30с
тип D — 4 или 8с.
При протекании в главной цепи электрического тока, равного верхней границе диапазона токов мгновенного расцепления (5In, 10In и 50In), автоматический выключатель должен расцепиться за промежуток времени менее 0,1 с.
В том случае, если значение электрического тока, протекающего в главной цепи, находится между нижней и верхней границами диапазона токов мгновенного расцепления, автоматический выключатель может расцепиться либо с незначительной выдержкой времени (несколько секунд), либо без выдержки времени (менее 0,1 с).
Фактическое время срабатывания автомата определяется его индивидуальной времятоковой характеристикой.
Исходя из вышенаписанного автоматы предназначены:
типа В — для защиты потребителей с преимущественно активной нагрузкой (печь, обогреватель, ЛН),
типа С — двигателей,
типа D — двигателей в повторно-кратковременном (частые пуски) режиме работы.
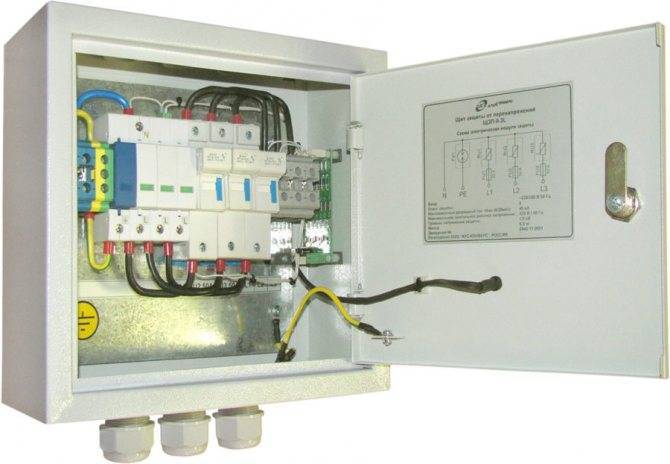
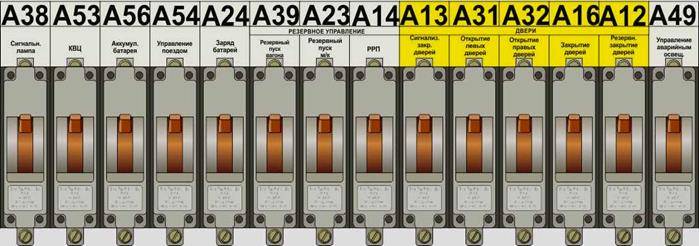
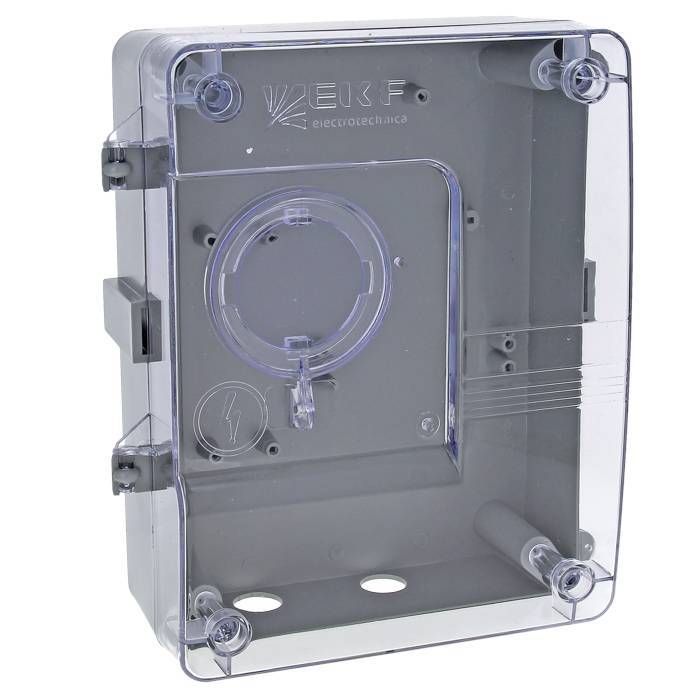
Выключатель вводной автоматический
Автоматические выключатели, являются устройствами, которые устанавливаются перед электросчетчиком на вводе электроэнергии на различные объекты, такие как квартиры, частные дома, гаражи и постройки.
Существует несколько видов вводных автоматов:
- Однополюсной;
- Двухполюсной;
- Трехполюсной;
- Четырехполюсной.
Выключатель автоматический вводный – техническое определение изделия, вводным автоматом его называют в народе. Данное название, так же говорит о том, что автомат в электрической схеме объекта, расположен ближе остальных к источнику электроэнергии.

В отличие от остальных автоматических устройств, у данного изделия есть одна отличительная особенность – повышенный номинальный рабочий ток. Наиболее часто применяются двух и четырехполюсные автоматы.




Вводные автоматы выбирают по нескольким параметрам, главный из которых – максимальное значение тока короткого замыкания (КЗ). Так же при выборе вводных выключателей учитывают количество задействованных фаз в работе, и мощность потребляемая объектом.
Для жилых, и объектов с небольшой потребляемой мощностью, устанавливают одно или двухфазные автоматические выключатели. Но, так как принудительный должны разрываться фаза и ноль, чаще используют двухфазные автоматы.
Тех и четырехфазные, используются в качестве защитного устройства для подключения различных агрегатов, двигателей и оборудования. Для автоматического разрыва, как фазы, так и нейтрали используют четырехфазные автоматы.
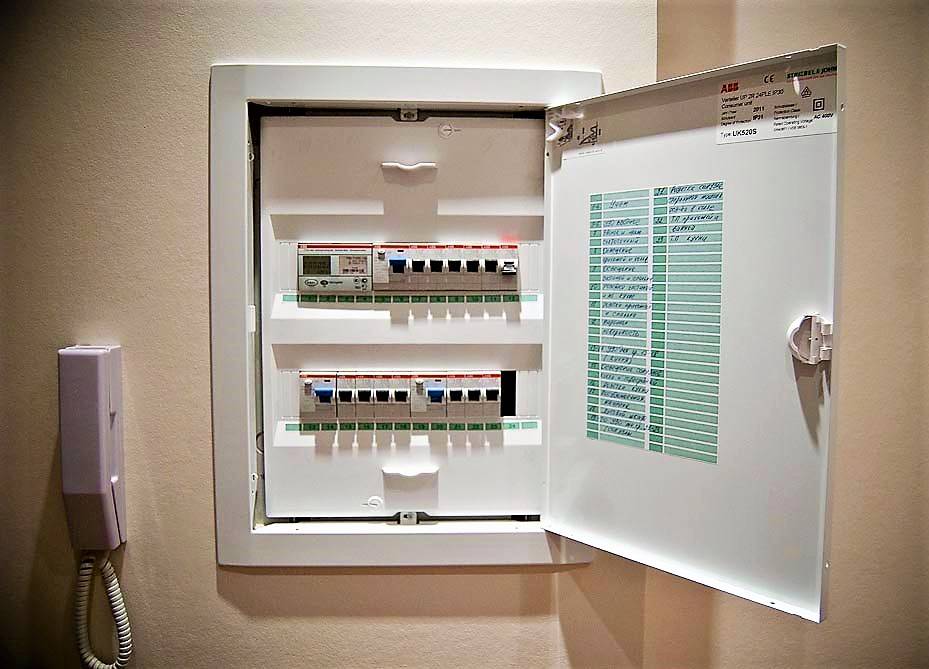
Советы мастеров по выбору и сборке
Электрощиток лучше приобретать с «запасом» на дополнительные модули
При установке и монтаже внутри бокса различных устройств полезными будут следующие советы мастеров и опытных электриков:
- Выбранная коробка для автоматических выключателей должна иметь «запас» по количеству модулей, чтобы в будущем при подключении нового оборудования не приходилось покупать другой бокс.
- Бокс для вводного автомата со специальной пломбировкой можно установить внутри просторного щитка, располагая его обязательно перед счетчиком, а не после него. Это позволит обесточить измерительный прибор и снять его для ремонта или поверки. Снятие пломбы и повторную опломбировку счетчика выполняют контролеры энергоснабжающей компании.
Преимущества и недостатки
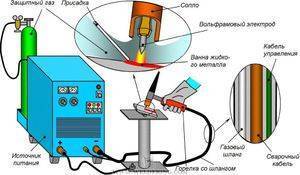
Если сравнивать рабочий процесс, проходящий с использованием автомата, и сварку, осуществляемую ручным методом, то у первого можно выделить ряд следующих преимуществ:
- Высокая производительность труда. С помощью сварочного автомата можно не только соединять металлические конструкции значительной толщины, но и создавать небольшие швы, когда приходится выполнять однотипные работы большого объема. В обоих случаях это оборудование обеспечивает значительное повышение производительности труда, чего невозможно добиться при сварке ручным способом, поскольку здесь не приходится тратить время на замену сгоревших электродов.
- Исключение возможности влияния человеческого фактора. Поскольку человек практически не принимает участия в сварочном процессе, это позволяет создавать ровный по всей длине и однородный по толщине шов. При ручной же сварке всегда остается риск того, что рука дрогнет. С автоматом же этого никогда не произойдёт, поскольку он поддерживает стабильные параметры сварочного процесса в течение всего времени его проведения. На качество работы не может повлиять состояние оператора (не только психологическое, но и физическое).
- Возможность проведения работ в труднодоступных местах. Каждому человеку присущи определенные габариты, поэтому для комфортного проведения сварочных работ он нуждается в определённой площади. В случае со сварочным автоматом появляется возможность выполнения сварки в условиях, где человек не только не испытывает неудобства, но и при всём желании не смог бы испортить качество соединения.
- Автоматическая регулировка. Отличительной чертой современных сварочных автоматов является способность настраивать подачу проволоки в случае увеличения или уменьшения длины дуги, а также восстанавливать работу после технических сбоев без последствий для качества шва. Сварка, проводимая с помощью автоматического устройства, гарантирует высокое качество выполняемого шва, которое не подвержено воздействию никаких внешних изменений окружающей среды.
- Экономичность. При проведении работ с помощью автомата обеспечивается снижение расхода используемых материалов, поскольку автомат изначально настроен на их поступление в таком количестве, чтобы качественно выполнять соединение деталей, не допуская их расхода на бесполезный угар или разбрызгивание.
Что же касается недостатков, которые имеет технология соединения деталей с использованием автоматических устройств, то главным является возникновение дополнительных временных затрат на подготовку к рабочему процессу. Прежде чем приступить к работе, необходимо настроить оборудование для сварки: установить стационарно с настройкой подачи свариваемых элементов либо проложить рельсовый путь. А также эта технология не позволяет изменять качество шва во время рабочего процесса, поскольку все характеристики контролируются автоматическим устройством без возможности их корректировки.
 Сварочный автомат стал новой ступенью развития оборудования, используемого для проведения сварочных работ. Основное их достоинство заключается в том, что они позволили практически полностью автоматизировать рабочий процесс, сведя к минимуму участие в нём человека.
Сварочный автомат стал новой ступенью развития оборудования, используемого для проведения сварочных работ. Основное их достоинство заключается в том, что они позволили практически полностью автоматизировать рабочий процесс, сведя к минимуму участие в нём человека.
Эти устройства позволяют поддерживать на протяжении всего времени стабильные показатели сварки, что является залогом получения качественного соединения деталей. Оборудование не подвержено воздействию факторов внешней среды, что может в любой момент произойти с человеком, который способен совершить грубую ошибку. А это в итоге может крайне негативно повлиять на качество создаваемого сварочного шва.





