

Виды шарошек
На рынке присутствует широкий ассортимент борфрез, которые отличаются размерами или своей конфигурацией. Такое многообразие позволяет выбрать нужное приспособление в зависимости от цели использования и структуры обрабатываемого материала.
Цилиндрические шарошки бывают с гладким, зубчатым или сферическим торцом. Они используются для увеличения отверстий под определенным углом. Ими удобно также затачивать инструмент, например, отвертки.
 Формы рабочих головок шарошек
Формы рабочих головок шарошек
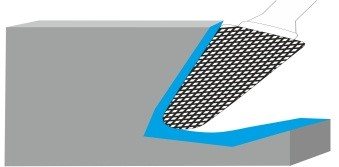
Сферическая насадка позволяет отшлифовать сварной шов изнутри с углом в 90 градусов и меньше. С ее помощью можно также зачистить небольшие дефекты металла на детали или убрать подтеки краски, особенно при ограниченном доступе к поверхности.
Овальная форма шарошки по металлу представляет нечто среднее между цилиндрической и сферической. Она предназначена для зачистки торца заготовки и внутренних полостей определенной формы.
Параболическая головка борфрезы бывает скругленной или заостренной. Скругленная головка удобна при формировании канавок или зачистки углублений. Ее пользуются, когда надо прочистить, например, маслопровод. Острая парабола зачищает кромки шестеренок от заусениц, а также внутренние сварные швы в узких местах.
Шарошка для дрели в форме язычка пламени наиболее универсальна, так как соединяет в себе преимущества параболы и бочкообразного овала. Она эффективна при обработке самых сложных поверхностей.
Зенкер — особый борфрез по металлу, применяющийся в обработке цилиндрического или конического отверстия. Он незаменим для формирования внутренней резьбы или снятия ровной фаски с кромки конусного отверстия.
Правила использования шарошек для дрели
Ручной метод использования этих головок не позволяет обеспечить идеальное качество поверхности, которая остаётся неровной. Вдобавок к этому это негативным образом сказывается на самом инструменте, у которого зазубриваются края и в результате сокращается его эксплуатационный ресурс.
Появление ЧПУ позволило улучшить определённые характеристики. В первую очередь производители теперь могут выбирать желаемую частоту и глубину канавок, их концентричность, а также угол наклона. Все это позволило и увеличить срок службы насадки. Итогом этого стала возможность обеспечить более эффективный результат обработки.
Негативным моментом ручной обработки является повышенный износ рабочей части шарошки
Для увеличения срока службы инструмента важно в точности следовать правилам его эксплуатации
В первую очередь необходимо уделять внимание следующим моментам:
Важно добиваться наиболее полного взаимодействия между борфрезой и рабочей заготовкой. За счёт этого можно улучшить качество обработки
Однако во время подобной операции важно не допускать контактирования заготовки с хвостовиком инструмента, поскольку из-за этого может произойти перегрев, а это чревато разрушением припоя. Необходимо избегать значительного давления на борфрезы. Если нагрузка на головку будет значительной, то это уменьшит скорость обработки. Ввиду повышенного давления инструмент начнёт перегреваться и в результате сократится срок его службы. По мере необходимости нужно менять изношенные шарошки. Если головка достаточно износилась, то оператор вынужден оказывать всё большее давление на обрабатываемое изделие. И чаще всего это заканчивается повреждением не только самой насадки, но и пневмомашины. Необходимо регулярно обрабатывать инструмент специальной смазкой, которая поможет избежать перегрузок и улучшит скольжение насадки. Для обеспечения лучшей работы желательно периодически опускать насадку в специальную смазку, в качестве которой обычно выступает синтетическое вещество или жидкий воск.
В процессе использования шарошки важно обеспечить высокую скорость обработки, что не только продлит срок службы инструмента, но и поможет избежать необязательных расходов. При работе в скоростном режиме уменьшается риск появления неровностей и заусенец на обрабатываемом изделии
Вдобавок к этому появляется возможность для свободной обработки пазов и углов рабочего металла. Также это позволяет свести к минимуму вероятность заклинивания борфрез. При выборе скорости рекомендуется ориентироваться на следующий показатель – 450–950 метров в минуту.
Этот параметр считается оптимальным для обеспечения эффективной работы пневмомашины. Точное значение определяют с учётом диаметра используемой насадки
Помимо этого, важно периодически проводить обслуживание воздухоподающих систем рабочего места. Если рабочая скорость будет грамотно подобрана, то это обеспечит качественный результат и ускорит обработку
Для работы с металлическими изделиями важно правильно подобрать инструмент для обработки, включая и используемые насадки. Именно поэтому рекомендуется и специалистам, и любителям применять такой тип инструмента, как шарошки для дрели
Помимо того, что они способны упростить подобную работу, появляется возможность и сократить время, необходимое на обработку рабочего металла.
Однако в любом случае необходимо первым делом подобрать подходящий тип насадки, где следует учитывать прочность материала, который планируется обрабатывать. Это главный параметр, который способен значительно повлиять не только на эффективность обработки металлического изделия, но и на срок службы инструмента.
Классификация насадок
Существует большое количество разновидностей оснастки для работы с мини-дрелью. Широкий ассортимент на рынке позволяет подобрать насадки по дереву и многим другим материалам, с которыми способно работать гравировальное оборудование. Также отдельные мастера делают их самостоятельно.
Конструктивно насадки (боры) состоят из двух частей;
- хвостовой, зажимаемой в патроне инструмента(диаметр от 0,8 до 8 мм);
- рабочей, которой обрабатываются материалы.
Оснастка классифицируется по двум основным критериям:
- по виду материала, из которого они изготовлены;
- по области использования (назначению).
По типу обрабатываемого материала
По материалу фрезы для гравера бывают следующих типов.
- Из твердых сплавов (твердосплавные) с маленькими и крупными рабочими частями. Насечка на них бывает разного типа. Предназначены для первоначальной либо промежуточной обработки разных по твердости заготовок.
- Стальные с алмазным напылением, применяемые для проведения основных рабочих операций с различными материалами.
- Держатели дисков, которые можно оснастить войлочными, отрезными, резиновыми кругами в зависимости от свойств обрабатываемой детали и характера выполняемых работ.
- Резиновые с добавлением корунда, используемые при обработке металлических заготовок.
- Абразивные, которые используются для выполнения работ по камню, металлу, стеклу, керамике.
- Войлочные, предназначенные для полировки деревянных поверхностей.
Твердосплавная оснастка является качественной, долговечной и относится к ряду дорогих расходных материалов для дремелей. Форма наконечников определяет особенности ее применения. С помощью таких боров-пик хорошо обрабатывать кость, пластик, делать трассировку (обозначать контуры рисунка). Алмазные насадки тоже отличаются качественностью, даже если комплект, в состав которого они входят, относится к разряду дешевых расходников.
На рынке можно встретить набор борфрез, все элементы которого промаркированы каким-либо цветом – он указывает уровень заточки. Помеченные черным – это наиболее производительные боры, а острота зеленых или синих уже похуже. Промаркированные желтым цветом насадки – это оптимальный выбор при выполнении финишной обработки заготовок.
По назначению
Пользоваться гравером с насадками можно не только для гравировки, но и для выполнения других рабочих операций. Разделение расходников, используемых при эксплуатации прямошлифовальных машин, представлено в таблице ниже.
| Выполняемые работы | Применяемые насадки |
| гравирование | подходят рассмотренные выше разновидности |
| сверление | выполняется с помощью стальных или твердосплавных сверл |
| полирование | круги из фетра, хлопка, войлока, наждачной бумаги, кожи, а также специальные приспособления (держатели), которые можно самостоятельно обматывать (например, фетром) |
| шлифование | шлифовальные камни (различной формы и из разного материала) и круги (из наждачной бумаги), кольца алмазные, резиновые цилиндры |
| шпунтование | боры с шарообразной рабочей частью |
| резка | отрезные диски |
| фрезерование | фрезы |
| очистка поверхностей (например, от ржавчины, окалины) | проволочные (стальные), нитяные, тканевые щетки |
| конечная обработка отверстий или полостей | алмазные шарошки |
| создание пазов | конусообразные боры |
Расходники из каждой группы могут использоваться при обработке различных материалов. При этом оснастка для фрезеровки применяется в основном профессионалами.
Материал и конструкция
Борфреза представляет собой составной инструмент: к цилиндрическому хвостовику, изготавливаемому из среднеуглеродистых легированных сталей типа 30ХГСА, пайкой присоединяется рабочая часть. Она может быть:
- Из инструментальной углеродистой стали (У10А, У12А), часто предназначенные для дрели. Стойкость такого инструмента невелика, поэтому его используют при обработке относительно мягких материалов. Например, такой борфрезой на гравере можно оформлять рисунки кафельной плитки, либо керамической чашки. Второй вариант – редкость подобных работ в домашнем хозяйстве, из-за чего приобретать дорогую шарошку нецелесообразно.
- Из быстрорежущей стали типа Р6М5. Инструмент обойдётся дороже, зато и возможности его применения существенно расширяются. Высокая красностойкость быстрорежущих сталей позволяет эффективно обрабатывать практически все марки углеродистых и среднелегированных сталей. При этом тепловая деформация рабочей части незначительна, что позитивно сказывается на точности работ.
- Твердосплавные борфрезы, рабочая часть которых выполнена из металлокерамики типа ВК25 или ВК30 (встречаются также из безвольфрамовых твёрдых сплавов или минералокерамики). Таким инструментом можно шлифовать высокопрочные жаростойкие и нержавеющие стали, а также чугун.
- Особостойкие борфрезы с алмазным напылением рабочих кромок. Представляют собой профессиональный инструмент, и используются при массовом выполнении подобного рода операций. Отличаются максимальной стоимостью.

Рассматриваемую оснастку можно применять на любом оборудовании, которое оснащено вращающейся рабочей головкой, а патрон способен надёжно закрепить хвостовик борфрезы (диаметр хвостовой части чаще всего стандартный: 6 или 8 мм, хотя гравировальные шарошки отличаются более миниатюрными размерами). Среди такого оборудования – высокооборотистая электродрель, а также скоростной шлифовальный или сверлильный станок.
Единственное условие заключается в том, что борфреза является не силовым, а динамическим инструментом, и адаптирована под применение со скоростью вращения шпинделя не ниже 60000…65000 мин-1.

Особенности и назначение
Конструкция борфрезы предназначена для выполнения процесса фрезеровки декоративных элементов. С ее помощью удаляется часть слоя древесины требуемой глубины. Несмотря многолетнее применение, приспособления постоянно модернизируются с целью повышения качества и точности обработки. Однако сама основа конструкции практически не изменилась. Она по-прежнему состоит из двух деталей:
- хвостовика для крепления стандартных размеров,
- режущей части.
Главная особенность борфрезы – это не силовая, а динамическая оснастка, поэтому применяется с инструментом, обеспечивающим ее вращение.

В арсенале граверов и профессиональных резчиков по дереву для обеспечения поступательного движения головки приспособления по желаемой траектории служит дремель – специальная бормашинка. В бытовых условиях с ее функциями отлично справляется шуроповерт или электродрель.

Фрезу по дереву можно использовать при необходимости для:
- обработки кромочной части при совмещении нескольких заготовок за счет пазов.
- врезки фурнитуры к предметам мебели,
- изготовления декоративных элементов объемных и сложных конфигураций.
Использовать насадки можно в операциях:
- сверления,
- полировки,
- шлифования,
- шпунтования,
- очистки поверхностей,
- создания пазов
- конечной обработки отверстия или полости.

Самые популярные виды шарошек
Ввиду того, что некоторые виды борфрез несколько похожи между собой, то и применяться они могут для выполнения почти идентичных (за малым исключением) задач. В итоге к самым популярным группам возможно отнести:
- Типы «А» и «В» — между собой они отличаются только тем, что у второй модели зубцы имеются еще и на торце, кроме поверхности. Такая конструкция позволяет проводить аккуратное применение по выглаживанию радиальных пазов и кромок, ликвидации заусенец, проведению гравировочной реставрации, шлифовки торцевых и глухих отверстий, а также полировку внутренних контуров.
- Типы «D» и «Е» — эти небольшие универсальные насадки шаровидной формы предназначены для работы с неглубоким округлыми выемками и пазами, хорошо подойдут для шлифовки углублений с неправильной формой, они способны запросто снимать фаску и заусенцы. Овальный тип также окажется полезным для формирования смягченных радиусов и закругленных углов, пригодится при зачистке торца с внутренней стороны в округлых отверстиях, отлично проявит себя при шлифовке угловых/сварных швов.
- Типы «F», «G», «Н» — конструкция данных борфрез прямо ориентирована на шлифовку угловых сварных швов. Их форма допускает снятие сварки с любого места, оставляя после себя гладко вычищенную поверхность. Форма гиперболоида с шаровидным концом практически не оставляет шансов для образования на детали лишних заусенцев.
- Типы «J», «K», «L», «М» — их традиционно применяют для уборки фаски и зенкования малых отверстий под углами от 60 до 90 градусов. Также, они хорошо покажут себя при гравировке и точечной шлифовке краев. Во время работы отлично держат плоскость и равномерно убирают слои.
- Тип «N» — шарошка с трапециевидной кромкой специально предназначена для обработки внутреннего края детали, который достать иным видом борфрезы попросту невозможно. Легко и точно снимает заусенцы и полирует внутренние пазы, угловые окончания, скрытые выборки и конические выемки.
Классификация борфрез по типу режущей головки
По конструктивному решению борфрезы бывают разными. В зависимости от стоящих технологических задач, выбирается и форма режущей части инструмента. Правильно выбранный тип борфрезы значительно облегчает работу, делает геометрию точной, а результат близким к идеальному.
Тип А – борфрезы цилиндрические. Универсальные. Идеальны для плоскостей, заусенцев и отверстных выборок.
Тип В – борфрезы цилиндрические с торцом. В отличие от борфрез типа А имеют и торец с сечением. Универсальны, отлично обрабатывают поверхности и делают выборки.
Тип С – борфрезы сфероцилиндрические. Для поверхностей и радиусов. Закруглённый торец – рациональное решение для плавных изгибов.
Тип D – борфрезы сферические. Отлично обрабатывают внутренние отверстия, посадочные места под подшипник и контуры.
Тип Е – борфрезы овальные. Они идеальны для закруглённых углов и плавных траекторий.
Тип F – борфрезы гиперболические со сферическим торцом. Проверенное решение для формованных деталей с мягким контуром.
Тип G – борфрезы гиперболические с точечным торцом. Для снятия фаски, формирования точного угла, гравировки.
Тип H – борфрезы пламевидные. Идеально для обработки формованных изогнутых деталей.
Тип J – борфрезы конические 60%. Лучший вариант для зенкования под заданным углом.
Тип К – борфрезы конические 90%. Для кромок, фасок, зенкования.
Тип L – борфрезы сфероконические. Для сложных мест.

Тип М – борфрезы конические. Для труднодоступных мест, тонких задач и точечных рассверловок.

Виды инструмента и особенности его конструкции
Шарошки производятся в различном конструктивном исполнении, а для их изготовления, как уже говорилось выше, могут использоваться разные материалы.
По строению борфрезы могут быть:
- одноконусной конструкции;
- двухконусными;
- трехконусными.
Разнообразными могут быть и формы головки такого инструмента. Так, встречаются шарошки с головкой конусной, цилиндрической, шаровидной, овальной или полуовальной формы. Выбор того или иного типа инструмента зависит как от характера технологических задач, так и от геометрических параметров изделия, которое предстоит обрабатывать.
Формы рабочих головок шарошек
Различаются шарошки и по материалу изготовления. В зависимости от данного параметра это могут быть:
- инструменты, изготовленные из углеродистой стали;
- алмазные шарошки, на рабочую часть которых нанесено напыление алмазной крошки;
- абразивные шарошки, которые также могут выполняться с напылением на рабочую часть или полностью изготавливаться из абразивного материала;
- твердосплавные шарошки, на металлический хвостовик которых напаяна рабочая головка из твердого сплава.
Борфрезы из углеродистой стали
Шарошки, для изготовления которых применяется углеродистая сталь, чаще всех остальных используются для работы в комплекте с электрической дрелью или шуруповертом. Это могут быть как шарошки по дереву для дрели, так и инструмент, предназначенный для обработки металлических изделий. Одним из главных достоинств такой борфрезы является ее невысокая цена.
Зубья шарошек из углеродистой стали сильно изнашиваются при работе с твердыми металлами
Используя этот металлический инструмент, даже в бытовых условиях можно выполнять обработку углублений сложной конфигурации, устранять на изделиях острые края, создавать ровные и аккуратные отверстия и увеличивать диаметр уже имеющихся.
Шарошки с алмазным напылением
Шарошки алмазные, которые также могут использоваться в комплекте с ручным электроинструментом, – это уже профессиональный инструмент. С его помощью можно выполнять тонкую шлифовку и расточку отверстий. Такие инструменты демонстрируют свою эффективность не только при обработке хрупких материалов, таких как стекло или керамика, но и при выполнении работ с высокопрочными материалами, где металлические шарошки просто бессильны.
Профессиональные насадки с алмазным напылением
Алмазная шарошка – это именно тот инструмент, которым оснащаются гравировальные установки, позволяющие обрабатывать мельчайшие детали, наносить на поверхность изделий различные узоры и надписи. Обработанная при помощи алмазной шарошки поверхность отличается минимальной степенью шероховатости.
Абразивные шарошки
С точки зрения применения шарошка абразивная, изготовленная методом напыления, мало чем отличается от инструмента алмазного типа. За счет высокой твердости своей рабочей части шарошка абразивная может успешно применяться для обработки таких материалов, как металл, пластик, керамика и стекло, бетон, искусственный и натуральный камень, кирпич и др. Как и инструменты двух предыдущих категорий, шарошка абразивная может выполняться в любых формах и размерах, а также использоваться в комплекте с дрелью и шуруповертом.
Корундовые шарошки
Рабочая часть, которой оснащена шарошка абразивная, изготавливается методом напыления или целиком выполняется из абразивного материала, в качестве которого чаще всего используют электрокорунд. Шарошечное долото из абразива отличается низкой стоимостью, но и служит значительно меньше, чем даже металлический инструмент.
Шарошки с головкой из твердого сплава
Шарошки, рабочая часть которых выполнена из твердого сплава, используются преимущественно в производственных условиях. Твердосплавные шарошки, которыми оснащаются мощные и высокооборотистые электроинструменты, применяются для обработки материалов, отличающихся высокой твердостью, – чугуна, жаропрочной и нержавеющей стали, титановых сплавов и др.
Шарошки по металлу с твердосплавной головкой
Шарошки именно данного типа являются оптимальным выбором в тех случаях, когда необходимо качественно обработать сварные швы. Твердосплавные инструменты, рабочая часть которых также может иметь различную конфигурацию, отличаются исключительно длительным сроком эксплуатации.
Что следует учитывать при выборе шарошек
Чтобы обеспечить высокую эффективность использования шарошек, следует учитывать целый ряд параметров:
- характер технологических операций, которые предстоит выполнить;
- характеристики материала изготовления обрабатываемого изделия;
- геометрические параметры обрабатываемой детали.

Примеры применения шарошек различного типа
Важным параметром борфрезы также является тип нарезки ее режущих зубьев. По данному признаку эти инструменты делятся на следующие типы:
- с тонкой нарезкой режущих зубьев;
- с универсальной нарезкой;
- с ультратонкой нарезкой;
- для работы по алюминию.
Основные типы зубьев шарошек
Для обработки изделий из цветных металлов оптимально подходят твердосплавные шарошки: для того чтобы эффективно обрабатывать мягкие металлы, требуется инструмент с укрепленной заточкой. Справиться с твердыми материалами так, чтобы после обработки получилась ровная и гладкая поверхность, способны шарошка абразивная и инструмент с алмазным напылением. Следует отметить и высокую производительность обработки с помощью таких шарошек.
Повысить эффективность и производительность обработки металла позволяет использование шарошек, рабочая головка которых имеет двойную заточку. Шарошки, рабочие головки которых выполнены с ультратонкой нарезкой, – это, по сути, шлифовальный инструмент, формирующий идеально ровную и гладкую поверхность.
Специалисты рекомендуют сразу приобретать набор шарошек. Имея под рукой такой набор, в который, как правило, включены шарошки разных форм и размеров, изготовленные из различных материалов, вы всегда будете иметь возможность оптимально подобрать инструмент, предназначенный для решения определенных технологических задач.
Выбор шарошек для дрели
Ещё до того как приступить к обработке изделия борфрезами, следует правильно подобрать эту насадку
Главным параметром, на который следует обращать внимание — головка должна применяться для работы с тем типом металла, для которого она и предназначена. Поэтому, если вы планируете обрабатывать изделия из металлов мягкого типа, то рекомендуется применять головку укреплённый заточки
Подобная насадка не только обеспечит высокое качество обработки, но и сократит время на выполнение этой операции.
В том случае, когда приходится работать с изделиями, выполненными из закалённых материалов, рекомендуется выбирать головку для дрели, представляющую класс насадок с алмазной заточкой. У подобных насадок имеется немало достоинств, главными из которых является высокая устойчивость к износу и удобство в использовании.
Используя эту головку, вы получаете гарантию того, что по окончании работы материал приобретёт гладкую и равномерную поверхность.
Довольно часто специалисты выбирают головки для дрели с двойной заточкой, что связано с их высокой эффективностью и способностью хорошо снимать металлическую поверхность. Иногда приходится обрабатывать материал, который поверхность которого должна по окончании операции остаться чистой
В этом случае вам следует обратить внимание на головку с заточкой улучшенного типа
Технология изготовления борфрез
Изготовление борфрез ведется в два этапа.
- Изготовление хвостовика для борфрезы.
- Пруток разрезается.
- Один его конец заправляется на шлифовально-обдирочном станке.
- Пруток правится на правильно-калибровочном станке.
- Конец подрезается, центрируется и отрезается.
- Подрезается второй конец.
- Протачивается конус и снимается фаска.
- На конусе фрезеруется канавка.
- Производство борфрезы.
- К хвостовику припаивается заготовка.
- Удаляются остатки флюса.
- Хвостовик протачивается по наружному диаметру.
- Снимается фаска и подрезается шейка.
- Происходят закалка и отпуск.
- Хвостовик шлифуется по диаметру.
- Рабочая часть шлифуется по наружному диаметру.
- Обрабатывается профиль головки.
- Шлифуются шейка рабочей части и торец хвостовой части.
- Шлифуются зубья борфрезы.
- Изделие промывается.
- Наносится маркировка.
Трудности выбора
Профессионалы советуют покупать шарошки сразу полными комплектами – в наборе будет присутствовать множество моделей для выполнения самых разных задач. Однако, данный подход является далеко не лучшим, если использование прибора будет нечастым и для бытовых целей. В любом случае, при покупке борфрезы необходимо учесть следующие нюансы:
- Будущие технологические задачи – именно под них нужно выбирать нужные модели из соответствующих классифицирующих групп;
- Материал обрабатываемых объектов – этот параметр будет тесно взаимосвязан с материалом изготовления самой шарошки, т.е., чем прочнее материал рабочего объекта, тем прочнее должен быть материал изготовления оснастки;
- Диаметр обрабатываемых пазов и выемок – это специализированная характеристика, касающаяся особой группы шарошек (типы с «Н» до «N»);
- Формат предстоящей работы – если она большей частью будет черновой, то можно выбрать грубые модели из среднего или бюджетного сегмента. Для более точной и аккуратной финишной работы понадобятся изделия премиум-класса.
Отдельно стоит упомянуть о брендах производителей. Естественно, фирмы с хорошей репутацией заботятся о качестве своего товара, что существенно влияет на величину его цены. Специалисты же считают, что разумным решением для исключения риска переплаты станет покупка изделий от отечественного производителя.





