

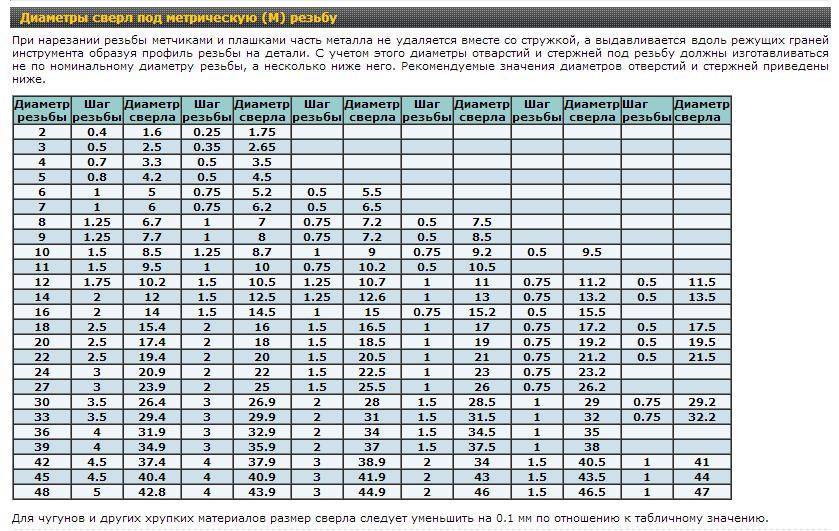
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
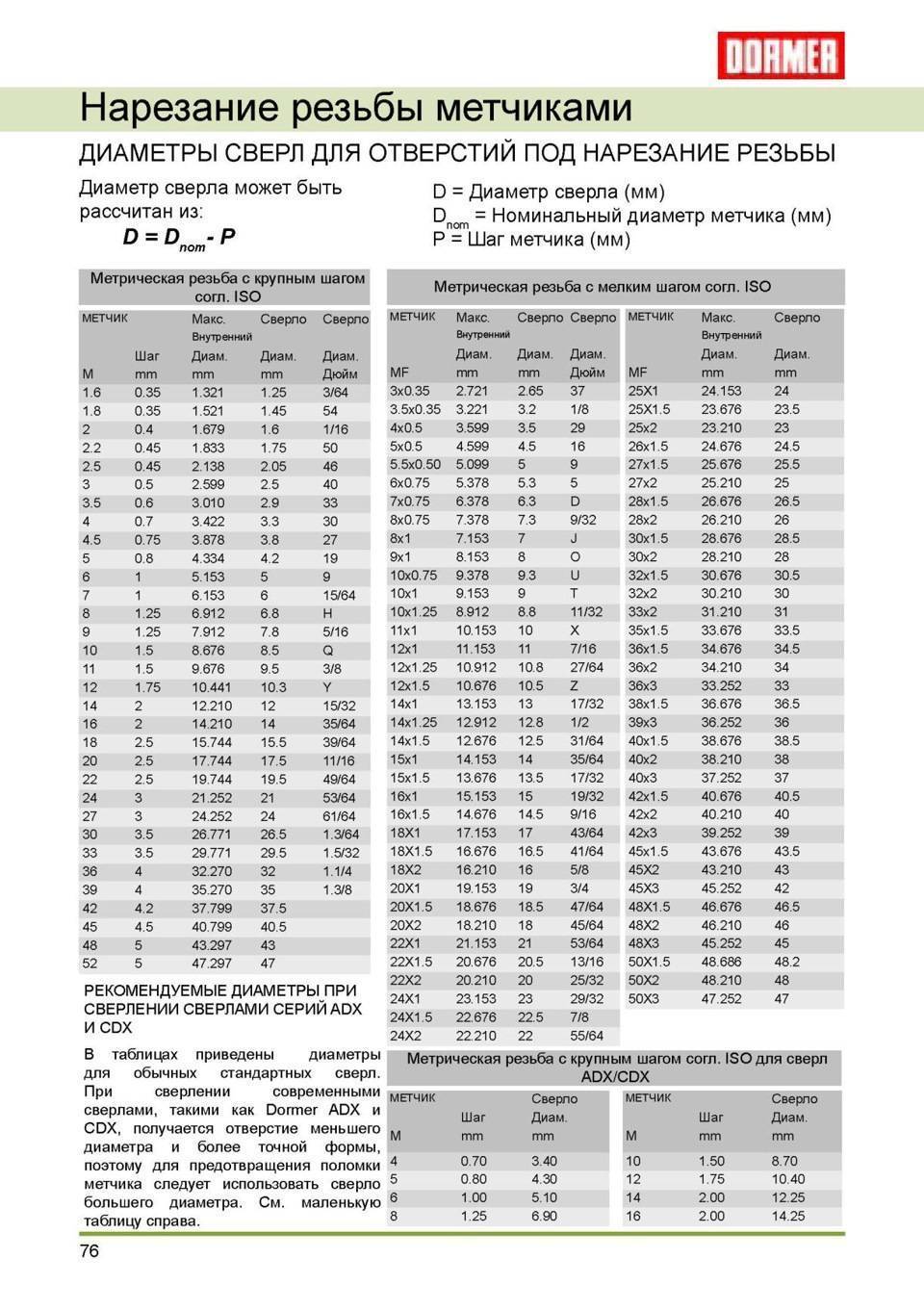
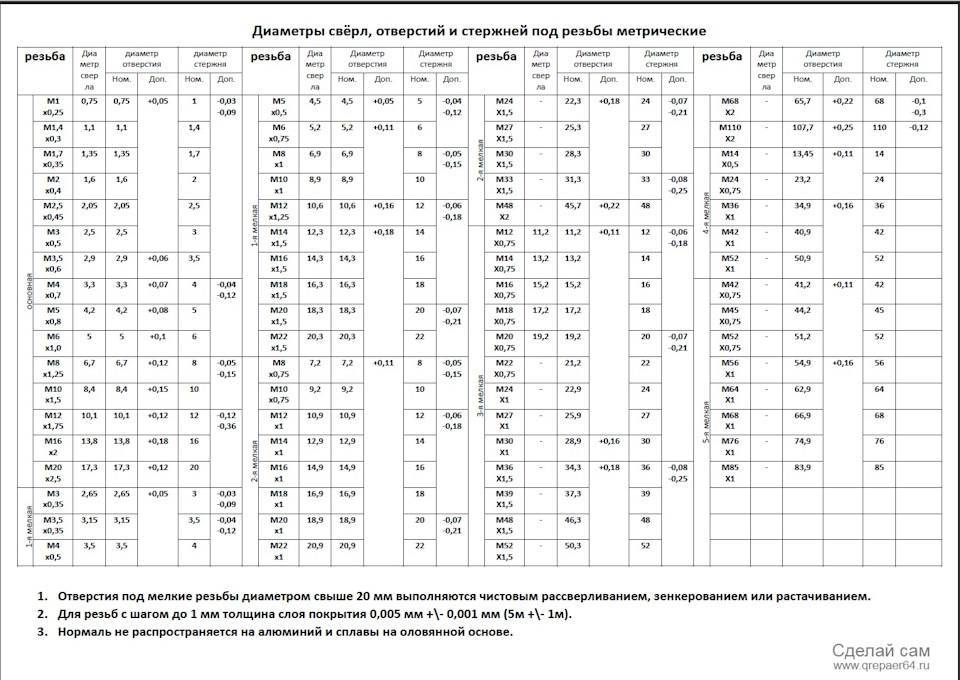
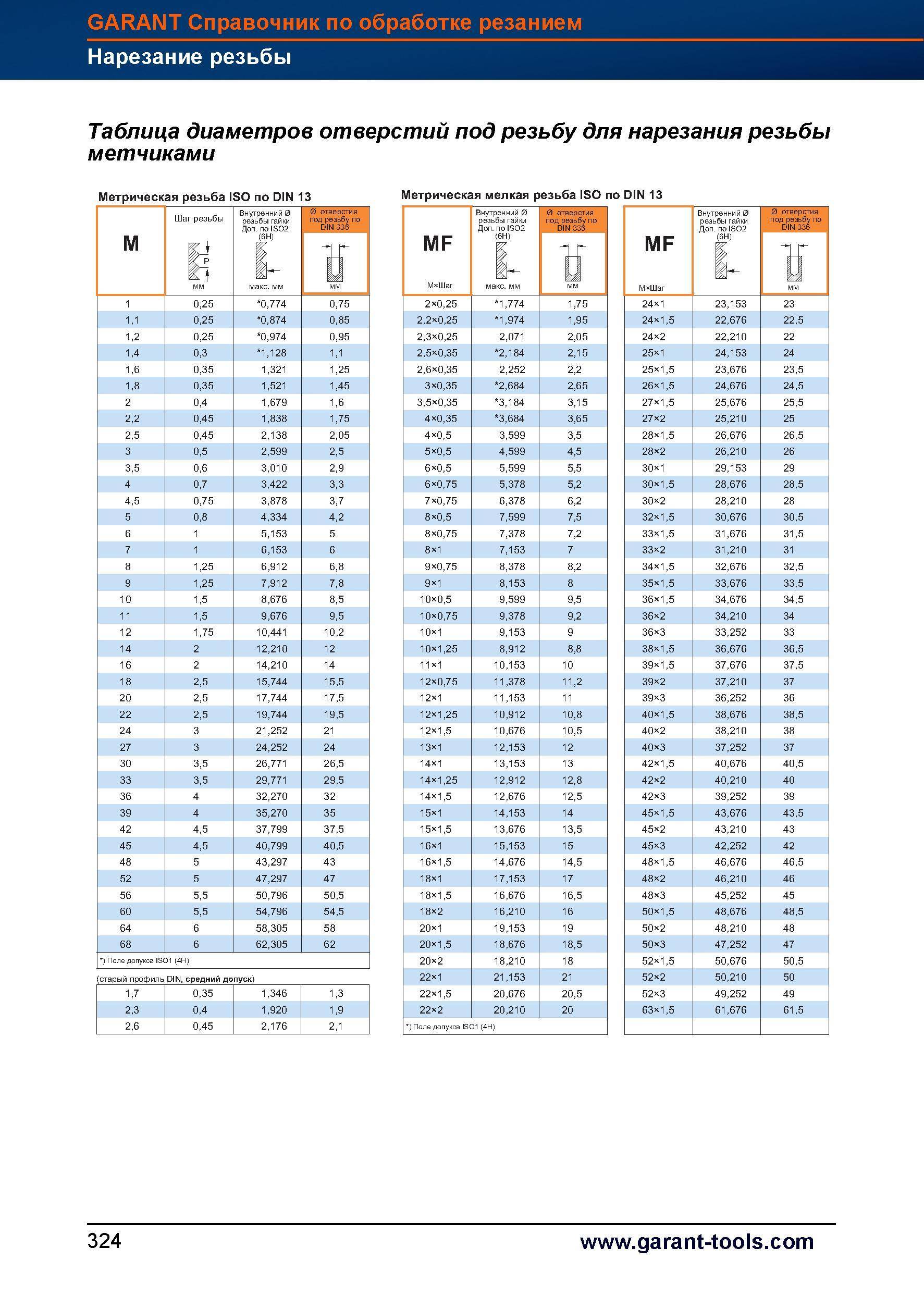
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Как правильно подобрать сверло под резьбу − рекомендации и возможные проблемы
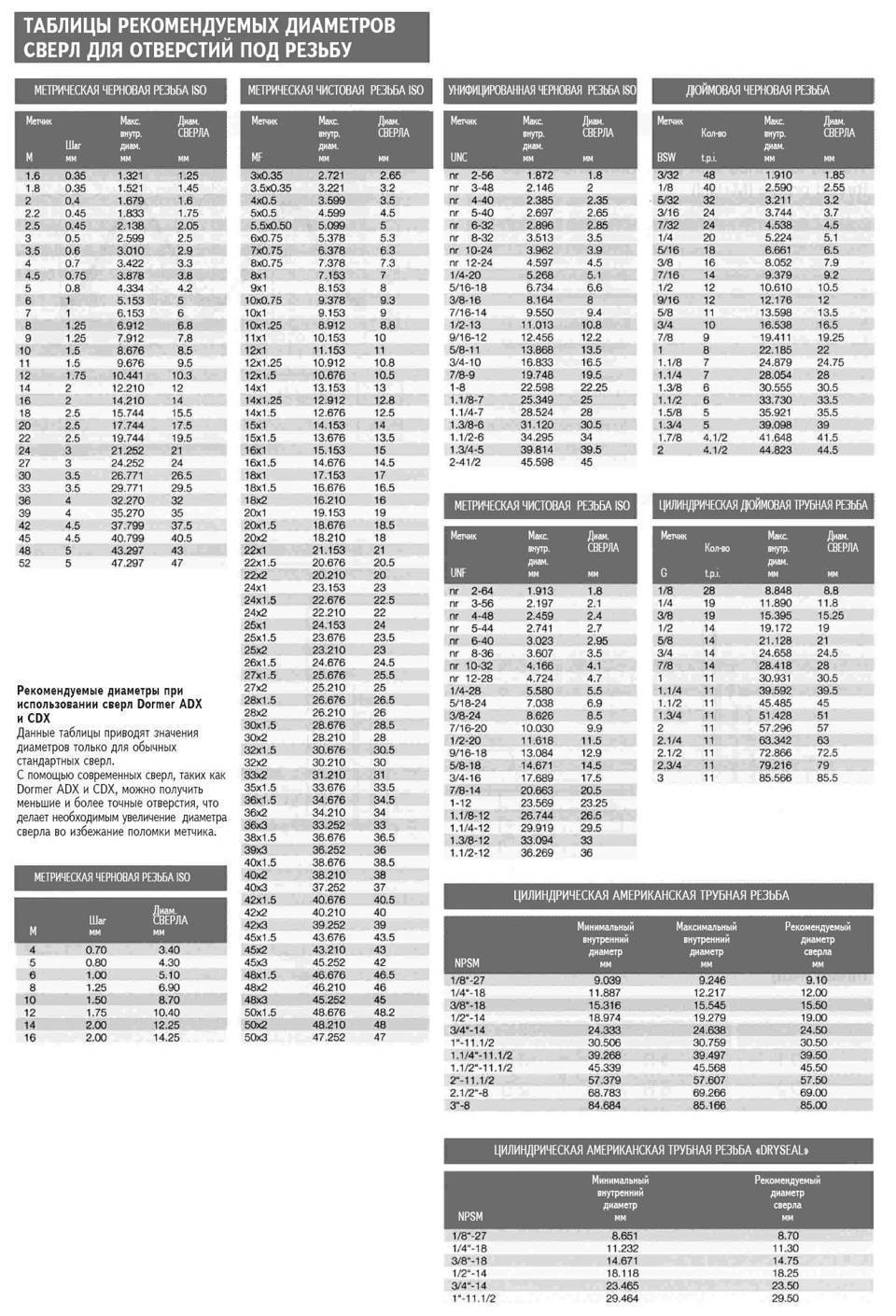
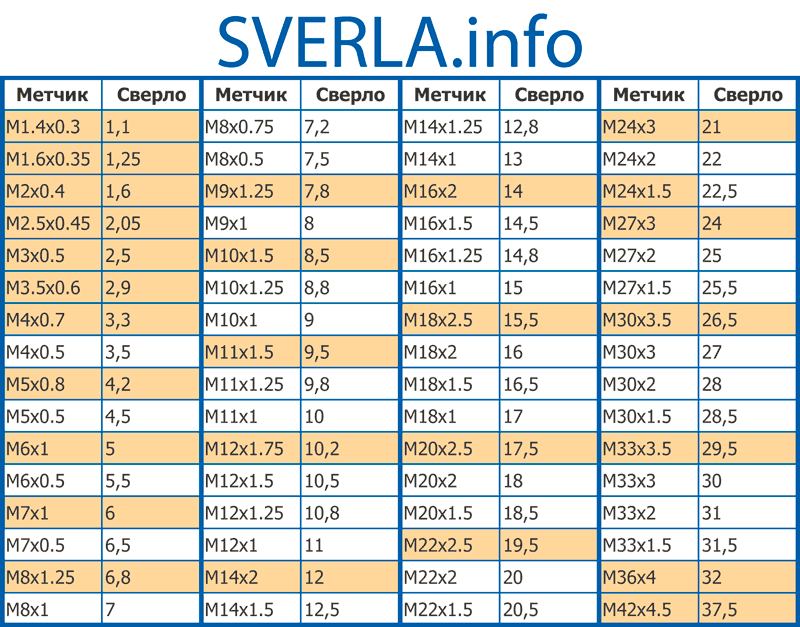
В статье вы найдете таблицы с диаметрами отверстий под популярную резьбу – для метрических, трубных метчиков, UNC/UNF, трапецеидальных метчиков, а также для бесстружечных метчиков-раскатников. Информация представлена для основного шага и мелкого.
Также затронем основные нюансы, которые могут возникнуть при подборе подходящего инструмента для чернового отверстия.
Особенности выбора диаметра сверла под метчик:
- Выбирайте сверло, подходящее под обрабатываемый материал. Как правило, для большинства резьбонарезных операций достаточно инструмента из быстрорежущей стали с добавлением кобальта. Для твердых, сложных материалов рекомендуем использовать твердосплавные сверла.
- Предварительное отверстие нужно дополнительно обработать зенковкой, сделать фаску. Это нужно для лучшего центрирования метчика, а также для дальнейшего лучшего захода в резьбу болтов, шпилек и т.д.
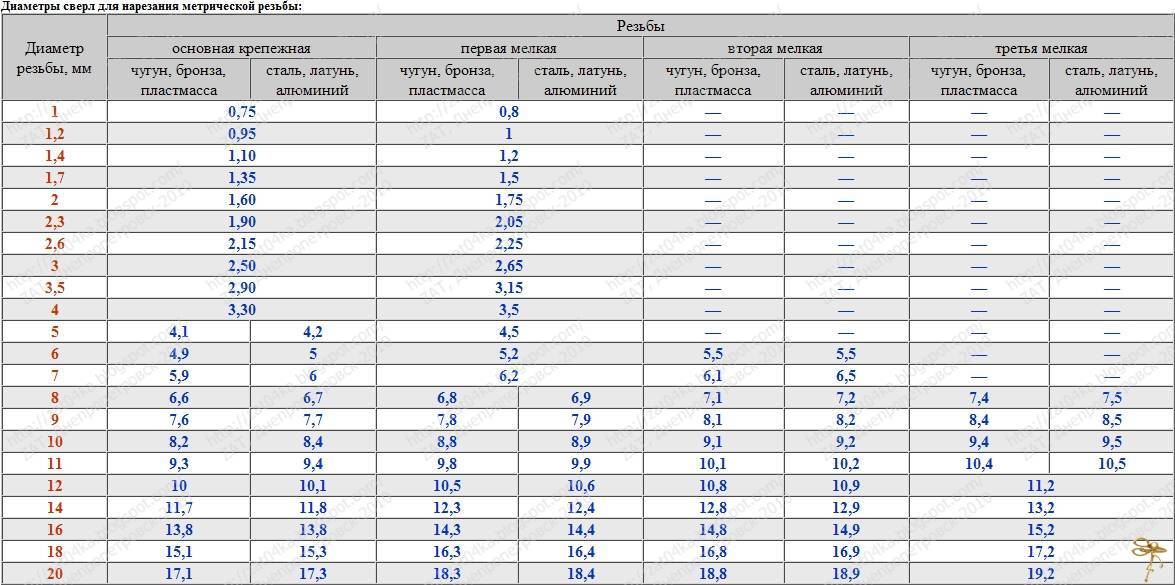
- Учитывайте свойства обрабатываемого материала. У хрупких и твердых металлов и у мягких и вязких значения диаметр отверстия будет отличаться. Например, D сверла под резьбу М8 в мягких материалах будет 6.8 мм, а для твердых металлов рекомендуется уже брать инструмент D 6.7 мм. К этой статье мы прикрепили документы с ГОСТ по отверстиям для резьбы. Там указаны размеры отверстий разной точности, а также предельные отклонения диаметров. Кроме того, приведены особенности и диаметры отверстий для резьбонарезания в мягких и вязких материалах. Если у Вас повышенные требования к получаемой резьбе, то стоит внимательно изучить прилагаемые документы. Если же не предъявляются повышенные требования по точности и качеству, то можно воспользоваться рекомендуемыми ниже таблицами.
- Для хрупких металлов (чугун) размеры черновых отверстий нужно уменьшить на одну десятую миллиметра от рекомендованных.
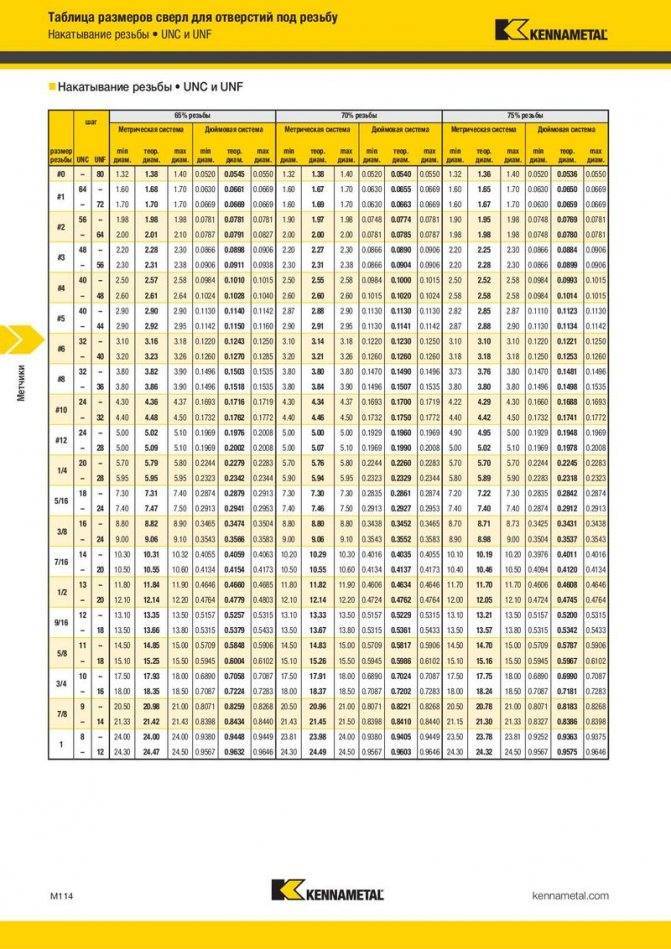
- Диаметры отверстий под обычные метчики и раскатники отличаются, даже если это один и тот же размер и шаг резьбы (таблицу для бесстружечных метчиков вы найдете ниже в статье).
- Все рекомендации отражены в ГОСТах, в специальных таблицах, придерживаясь которых можно получить качественную резьбу и свести к минимуму поломку метчиков.
Как нарезать резьбу. Нарезание внутренней и наружной резьбы

Резьбовые соединения отличаются простотой, надежностью, дают возможность регулировать затяжку, а также разбирать и собирать детали и механизмы. Они получили самое широкое применение в различных механизмах, устройствах, приспособлениях.
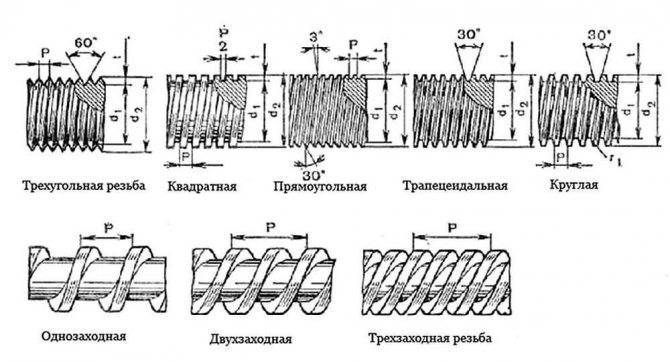
Резьба бывает наружная (винт) и внутренняя (гайка). Различают резьбу цилиндрическую треугольную (пилообразную), коническую треугольную, прямоугольную, трапециевидную, упорную, круглую. Наиболее широкое применение получила цилиндрическая треугольная или, как ее еще называют, крепежная резьба рисунок №1.
Рисунок №1 – Элементы резьбы на болте
1 — глубина;
2 — вершина; 3 — шаг;
4 —впадина;
5 — наружный диаметр;
6— внутренний диаметр.
Нарезание внутренней резьбы:
Прежде всего, нужно правильно подобрать сверло для высверливания отверстия.
Следует знать, что если просверлить под резьбу отверстие диаметром, точно соответствующим внутреннему диаметру резьбы, то металл, выдавливаемый при нарезании, будет давить на зубья метчика, отчего резьба может получиться с рваными нитками, возможна поломка метчика.
При сверлении отверстия слишком большого диаметра глубина резьбы получится неполной, а соединение непрочным.При сверлении глухого отверстия под резьбу его глубину нужно делать несколько больше нарезаемой части, в противном случае резьба получится неполной по длине.
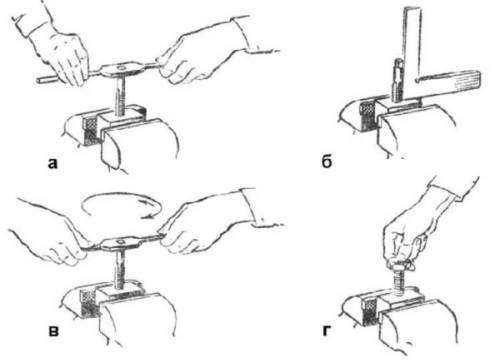
Нарезание резьбы проводят в такой последовательности: намечают кернером место сверления; закрепляют деталь в тисках; высверливают отверстие; вставляют в отверстие метчик (рисунок 2) строго вертикально (по угольнику); надевают на метчик вороток, прижимают его левой рукой к метчику, а правой поворачивают вправо до тех пор, пока метчик не врежется на несколько ниток в металл и не займет устойчивое положение; берут вороток за рукоятки двумя руками и вращают с перехватом рук через каждые 1-2 оборота. Нарезание резьбы значительно облегчается, если метчиком делать 1-2 рабочих оборота вправо и 1-2 оборота влево; закончив нарезание, метчик вывертывают из отверстия, затем еще раз прогоняют по полученной резьбе.
Рисунок №2 – Нарезание внутренней резьбы метчиком:
а —установка метчика в отверстие;
б — наре¬зание резьбы.
Правила работы метчиками:
При нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, бронза и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки от стружки; нарезать резьбу нужно полным набором метчиков — черновым, средним и чистовым.
Средний и чистовой метчики вводят в отверстие без воротка и только после того, как метчик пойдет правильно по резьбе, на головку надевают вороток и продолжают нарезание резьбы;в процессе нарезания нужно с помощью угольника тщательно следить за тем, чтобы не было перекоса метчика; место нарезания резьбы следует смазывать маслом.
Нарезание наружной резьбы:
В домашних условиях выполняется плашками вручную.Диаметр стержня под наружную резьбу должен быть на 0,3— 0,4 мм меньше наружного диаметра нарезаемой резьбы. Отклонения от этого правила не допускаются.
Нарезание наружной резьбы круглой плашкой производится в таком порядке:на верхнем конце стержня снимают фаску, которая обеспечивает врезание плашки в металл;
Стержень зажимают в тисках вертикально так, чтобы выступающий его конец был на 20—25 мм больше длины нарезаемой часта (рисунок №3); на стержень накладывают закрепленную в вороток плашку и с небольшим нажимом вращают так, чтобы плашка врезалась примерно на 1—2 нитки без перекоса. После этого стержень смазывают маслом и плавно вращают вороток на 1—2 оборота вправо и 1/2 оборота влево.
Нарезание резьбы раздвижными призматическими плашками (рисунок №3) выполняют следующим образом: запиливают на конце стержня фаску; устанавливают в клупп плашки; зажимают в тисках стержень; надевают на стержень клупп и плотно сдвигают гайки зажимным винтом; смазывают плашки и стержень маслом; клупп поворачивают на 1 — 1,5 оборота по часовой стрелке, затем на 1-4, 1-2 оборота обратно и так до конца резьбы; нарезав резьбу, клупп свинчивают к концу стержня, поджимают плашки винтом и проходят резьбу вторично; проверяют резьбу гайкой соответствующего диаметра; по окончании работы плашки вынимают из клуппа, очищают от стружки, протирают и смазывают маслом; протирают клупп.
Рисунок №3 – Нарезание резьбы при помощи плашки
а — Нарезание резьбы круглой плашкойб — Нарезание резьбы призматическими плашками
P.S.: Я постарался наглядно показать и описать не хитрые советы. Надеюсь, что хоть что-то вам пригодятся. Но это далеко не всё что возможно выдумать, так что дерзайте, и штудируйте сайт https://bip-mip.com/
Разновидности и сферы применения метчиков
По способу привода разграничивают на:
Ручные – они имеют хвостик квадратного сечения, который вставляется в – вороток. Есть две ручки, за которые удобно поворачивать изделие
Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра.
Машинные – применяются на металлорежущих станках
Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного результата.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем более тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в рабочий участок, который и отвечает за точную нарезку.
Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки
Поэтому их очень важно затачивать или своевременно менять набор по мере износа.
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их рабочий участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.

Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:

- льняное масло для стали и латуни;
- скипидар для меди;
- керосин — для алюминия.
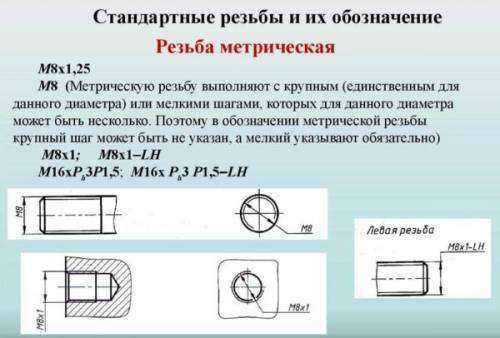
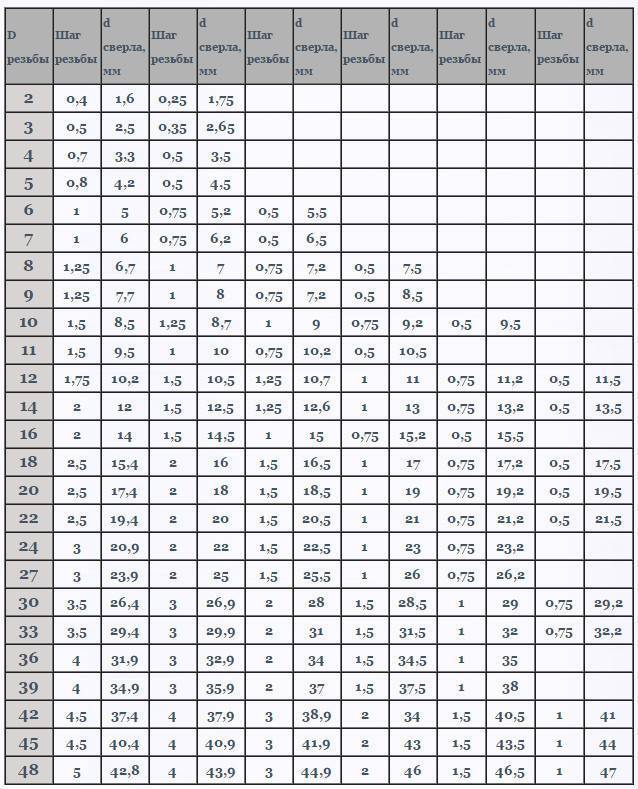
Параметры метрической резьбы
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Инструменты для выполнения внутренней резьбы
набор метчиков
Чтобы сделать внутреннюю нарезку, необходим метчик — винтообразный инструмент с острыми канавками. Стержень может иметь форму конуса либо цилиндра. Канавки идут вдоль и разбивают резьбу на участки, именуемые гребенками. Именно края гребенок и являются рабочими поверхностями.
Единичные метчики тоже встречаются в продаже, их чаще используют для исправления сорванной резьбы. Для нарезки новой покупают комплект. Поэтому обычно продаются метчики парами: для черновой и для чистовой работы. Первый прорезает неглубокую канавку, второй зачищает и углубляет ее. Существуют и трехпроходные инструменты. Тонкие, до 3 миллиметров метчики продаются по два, более широкие — по три. Трехпроходные метчики вставляются в воротки. Устройство воротков различно, но размер их должен совпадать с размером резака.
В наборе инструменты различают по рискам, нанесенным на хвостовом конце. Если присмотреться внимательно, можно заметить отличия формы:
- первый метчик с сильно обрезанными верхушками зубьев, внешний диаметр чуть меньше других инструментов в наборе;
- второй метчик с более коротким заборным сегментом, более длинными гребнями. Его диаметр чуть больше, нежели у первого;
- третий метчик обладает полными гребнями зубцов, а его диаметр должен совпадать с размерами будущей резьбы.
Метчики делятся на трубные (отмечаются маркировкой «G») для нарезки резьбы внутри трубы и метрические — более распространенные.
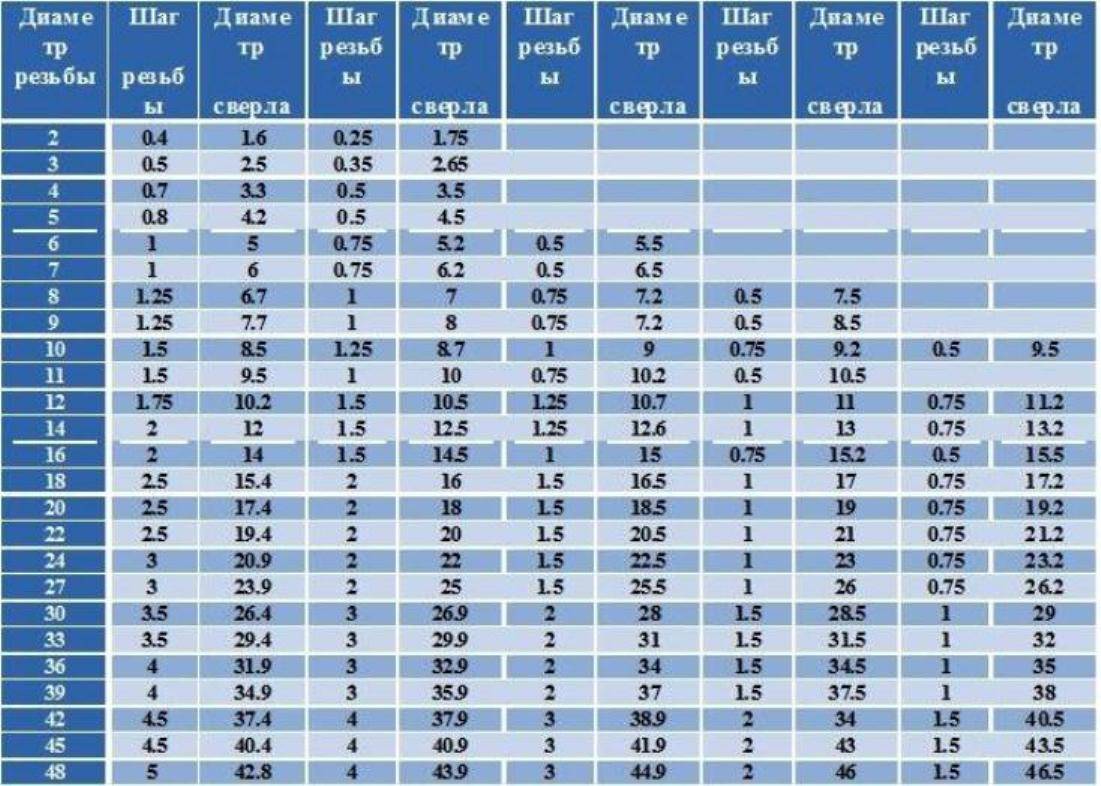
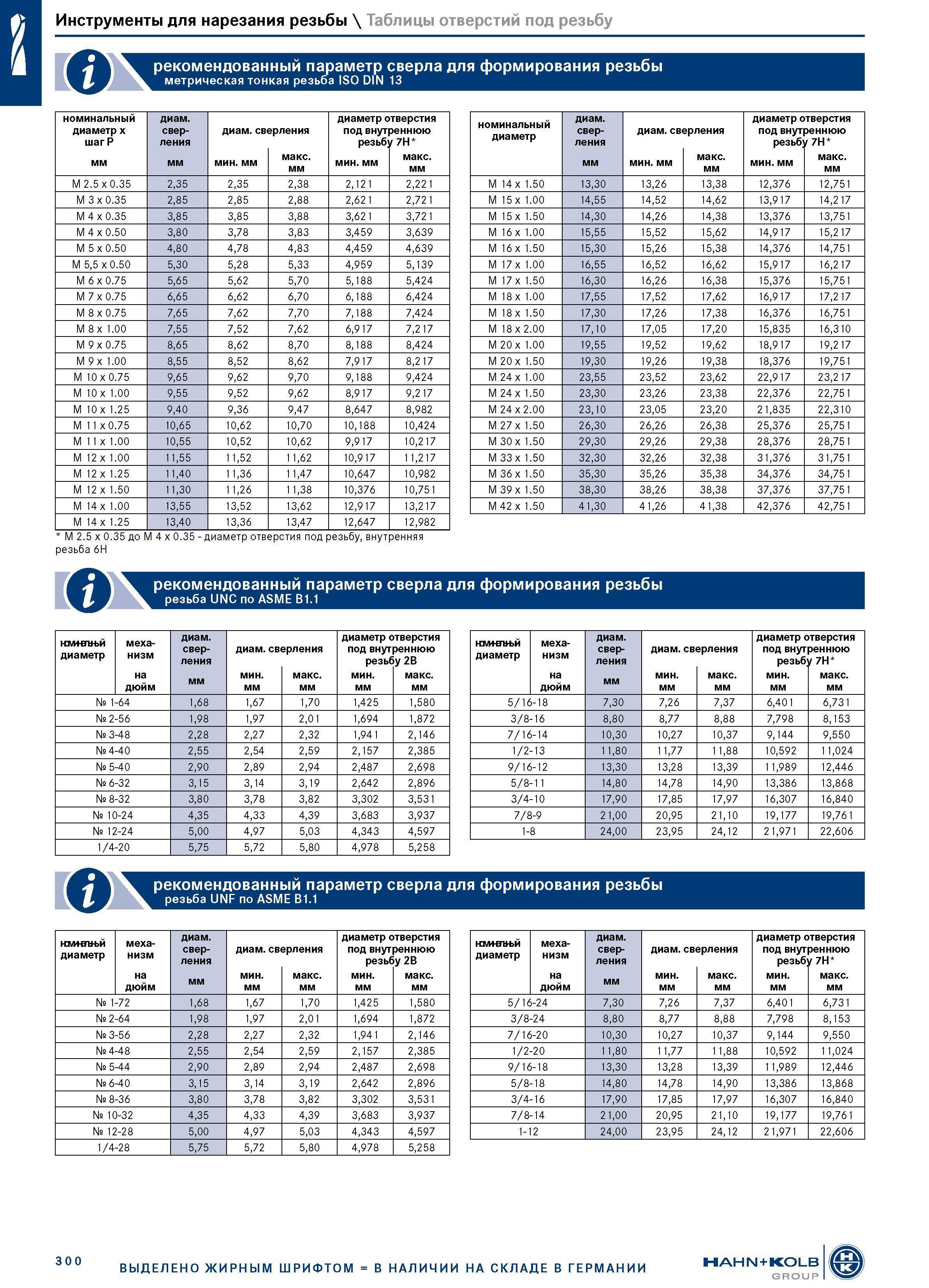
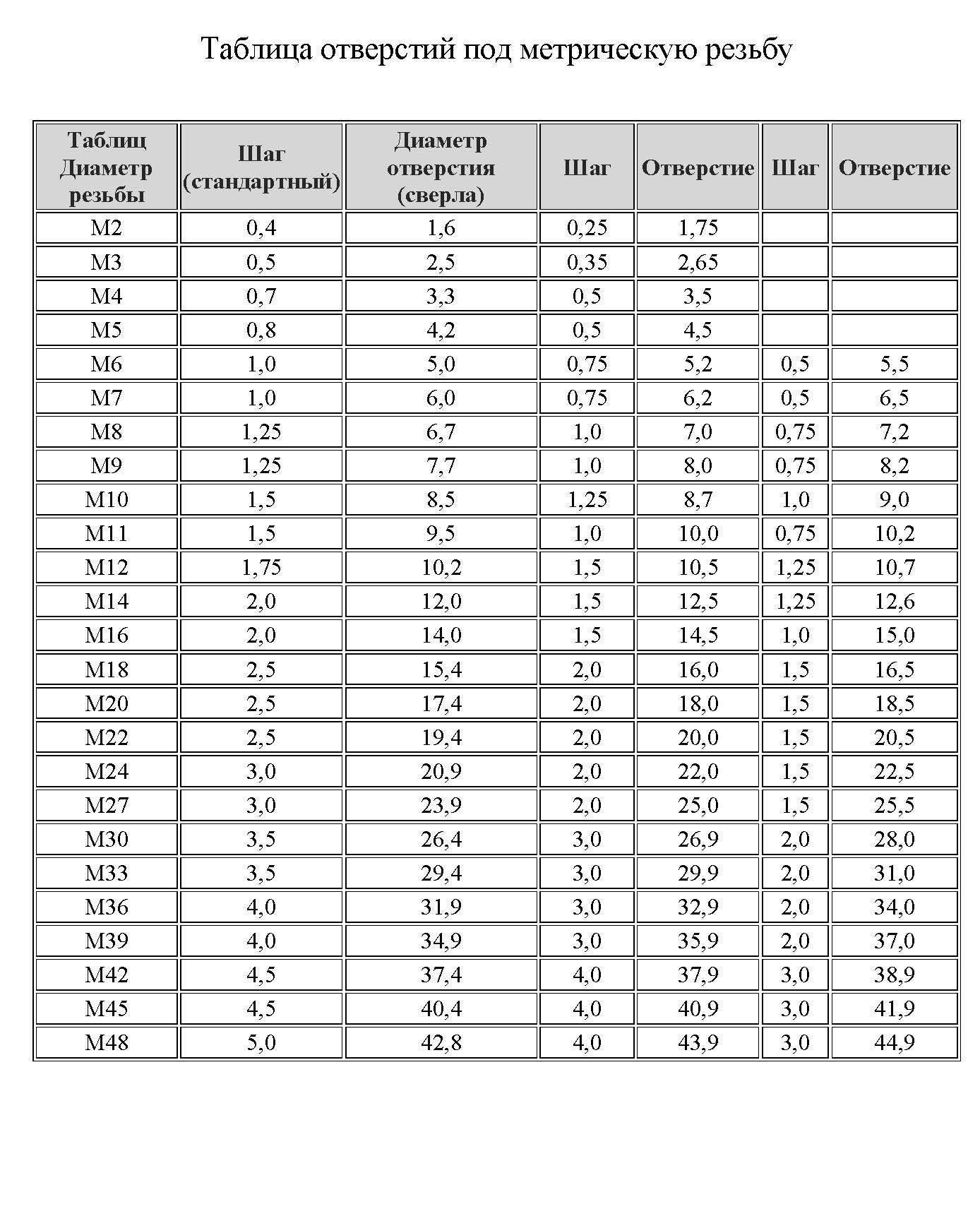
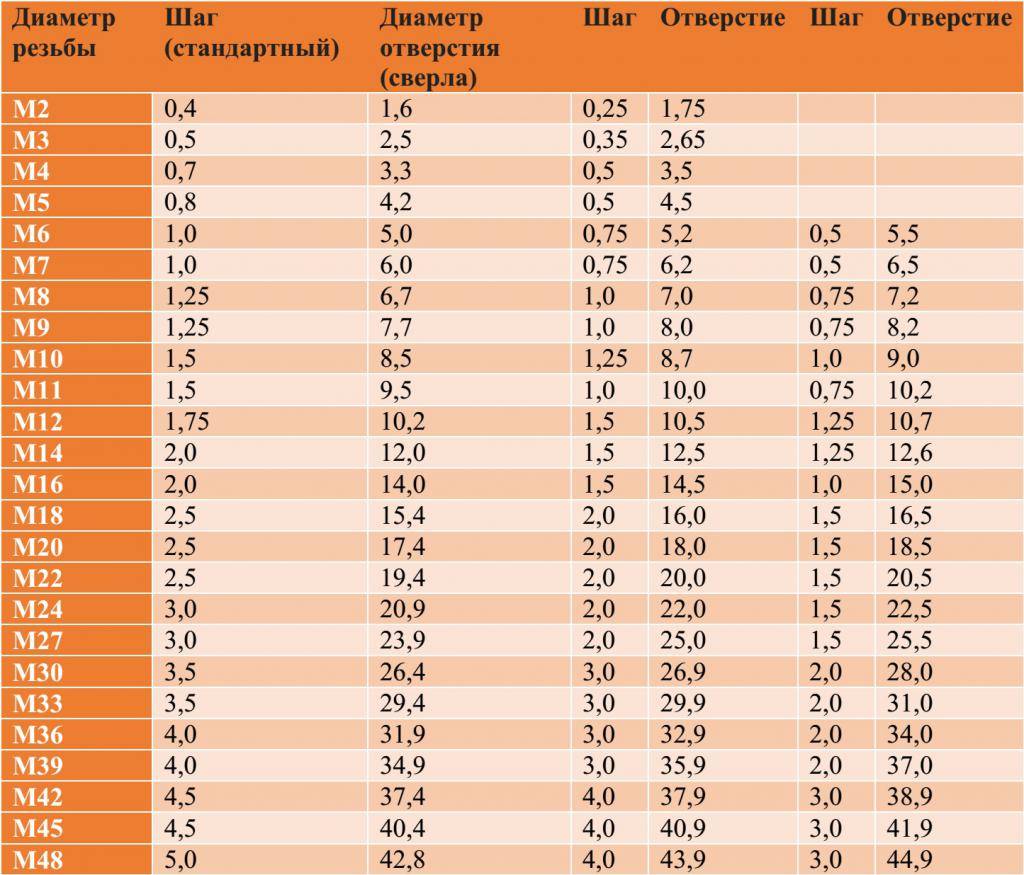
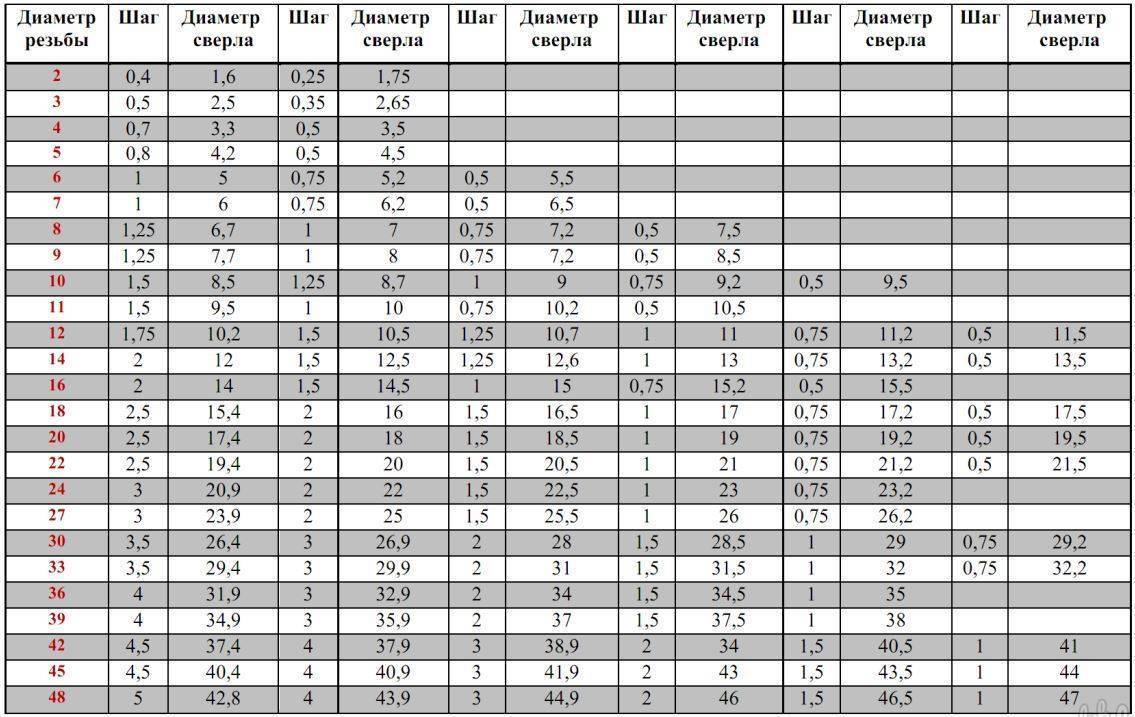
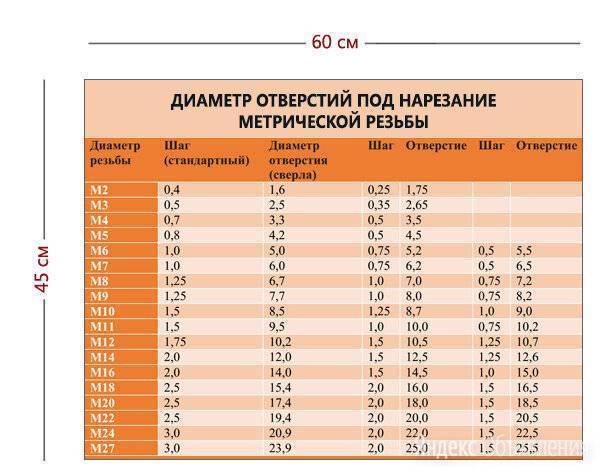
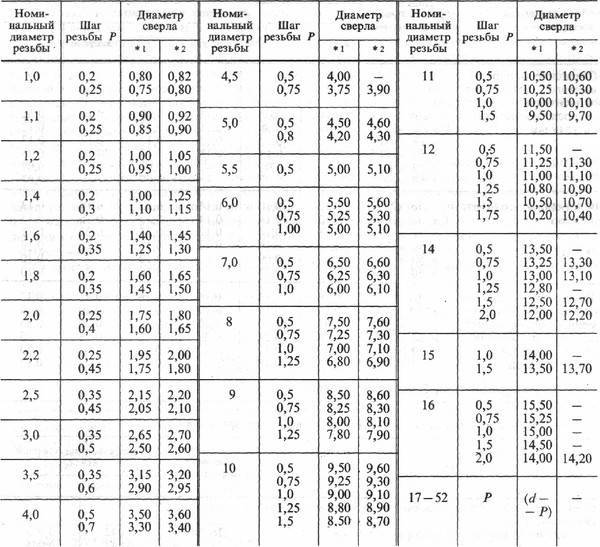
Таблицы выбора диаметра сверла под резьбу
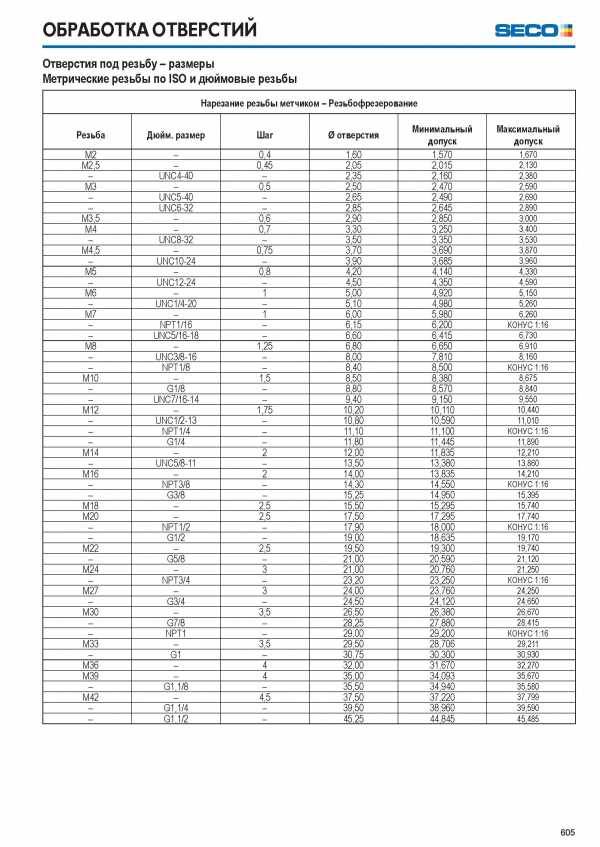
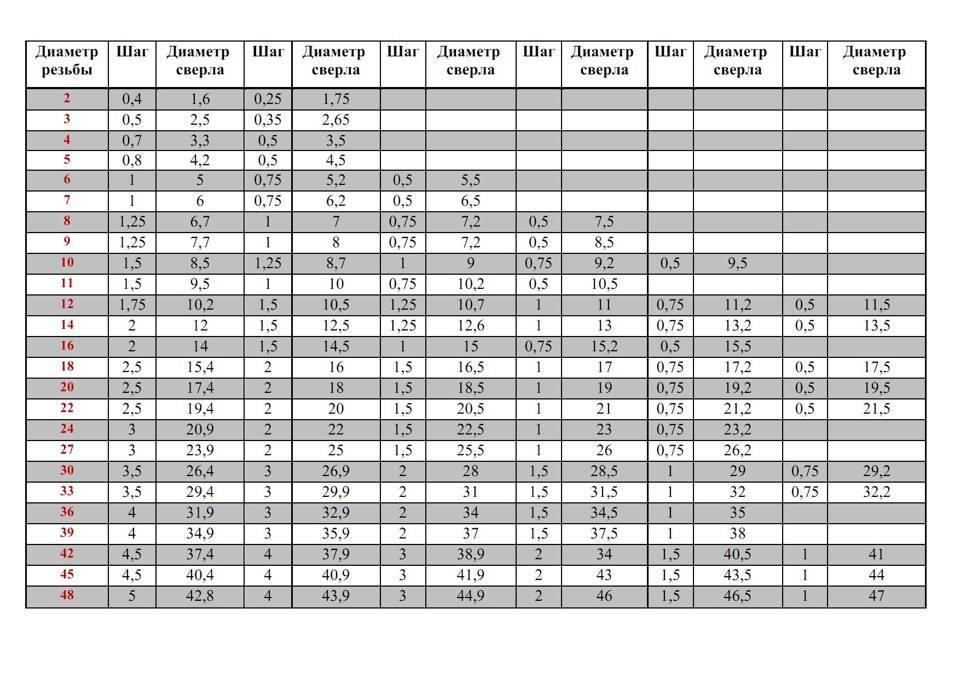
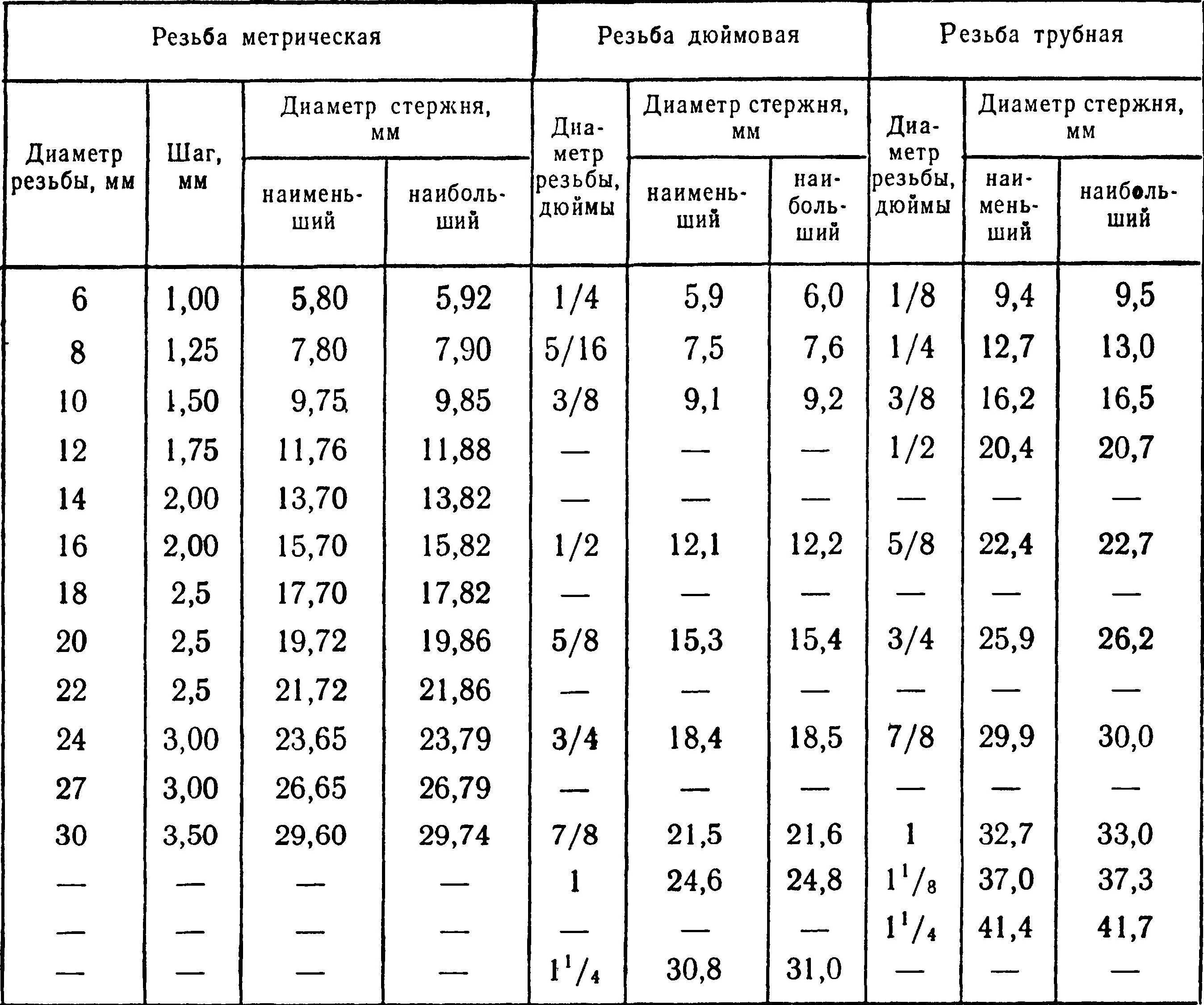
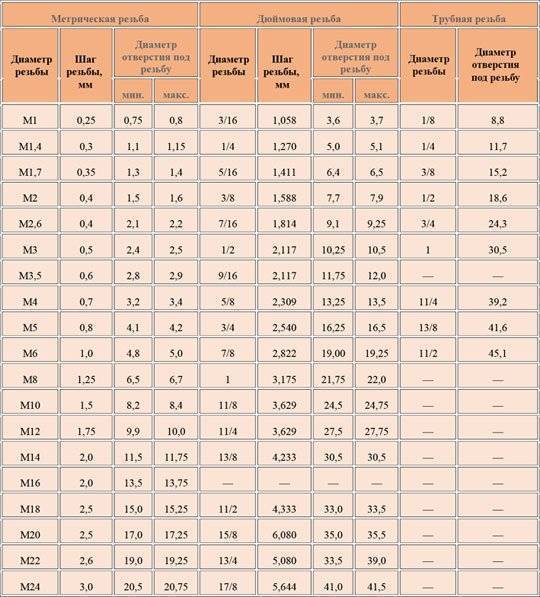
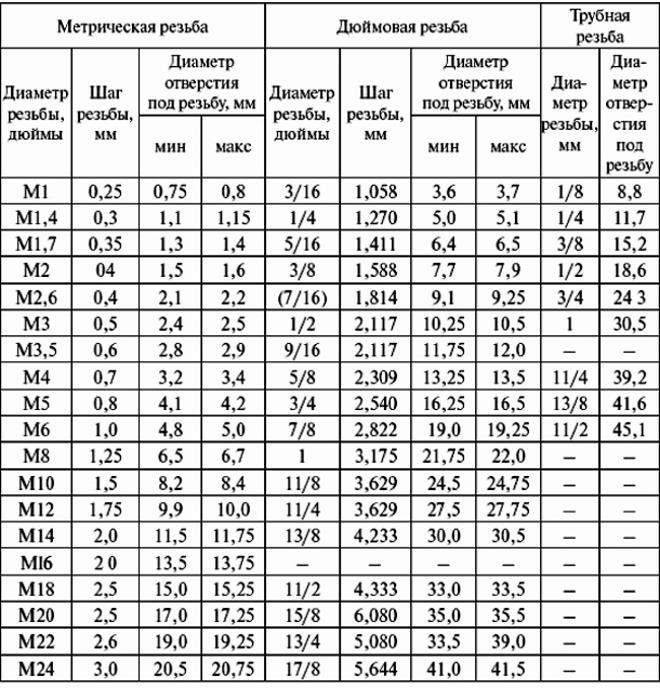
При выполнении внутренней резьбы под нее предварительно сверлится отверстие. Оно не равно диаметру резьбы, так как при нарезании часть материала не удаляется в виде стружки, а выдавливается, увеличивая размер выступов. Потому перед нанесением необходимо выбрать диаметр сверла под резьбу. Это можно сделать по таблицам. Они есть для каждого типа резьбы, но приведем наиболее популярные — метрическую, дюймовую, трубную.
| Метрическая резьба | Дюймовая резьба | Трубная резьба | |||||
| Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Диаметр отверстия под резьбу, мм |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1,4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3,5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | — | — |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | — | — |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | — | — |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | — | — |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | — | — |
| M16 | 2,0 | 13,5 | — | — | — | — | — |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | — | — |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | — | — |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | — | — |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | — | — |
Основные параметры
Любая резьба характеризуется двумя параметрами:
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.

Типы резьбы и ее основные характеристики
Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.
Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.
Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.
Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.
Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.
Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.
Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
Как нарезать правильно
Нарезка может осуществляться фактически на любом металле. Но не рекомендуется делать это на каленом железе, так как после термической обработки оно приобретает низкую устойчивость к напряжениям, повышенную хрупкость, поэтому материал будет крошиться. Для правильного процесса следует точно выбрать окружность прутка и маркировку приспособления, а также подготовить тиски и зажимы. Возможно, потребуется таблица подбора диаметра сверла под резьбу метчика. Следует придерживаться правил:

- действия должны быть медленные, приводить инструмент в движение без рывков;
- обязательно проверяйте каждый болт или гайку, при необходимости – делайте шлифовку;
- если это требуется, можно совершить небольшой предварительный нагрев элемента;
- чтобы вороток не заклинил, необходимо периодически обламывать стружку – делать вращательные движения в обратную сторону.

Подготовка
Очистите поверхность от загрязнений – песка и земли, ржавчины, следов масла и прочих веществ. Высушите заготовку. Теперь на часть, где будет находиться нитка, нанесите смазку. Как подобрать по таблице для нарезки резьбы метчиками и сверлами смазывающую субстанцию, ознакомьтесь ниже:
| Материал | Покупная эмульсия | Мыльная вода | Льняное масло | Скипидар | Керосин | Машинное, минеральное масло, сало |
|---|---|---|---|---|---|---|
| Сталь | + | + | + | — | — | Не подходит, так как имеет повышенную вязкость, стружка будет прилипать к изделию. |
| Латунь | + | + | + | — | — | |
| Медь | + | + | — | + | — | |
| Алюминий | + | + | — | — | + | |
| Чугун | С ними лучше работать «на сухую», они хорошо поддаются обработке. | |||||
| Бронза |
Процесс нарезки наружной
Труба или прут зажимаются тисками в вертикальном положении. Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно
С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой
Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые отверстия вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Технология нарезки внутренней
Метод аналогичный. Сперва крепко и надежно устанавливаем элемент в тисках, затем делаем в нем отверстие с помощью сверла по металлу. После этого обрабатываем полученные края, смазываем элемент и приступаем к введению двухпроходного чернового метчика. Вкручивания также происходят медленно и постепенно, с обратным движением. Затем процедуру нужно повторить с итоговым приспособлением. Посмотрим видео на эту тему:
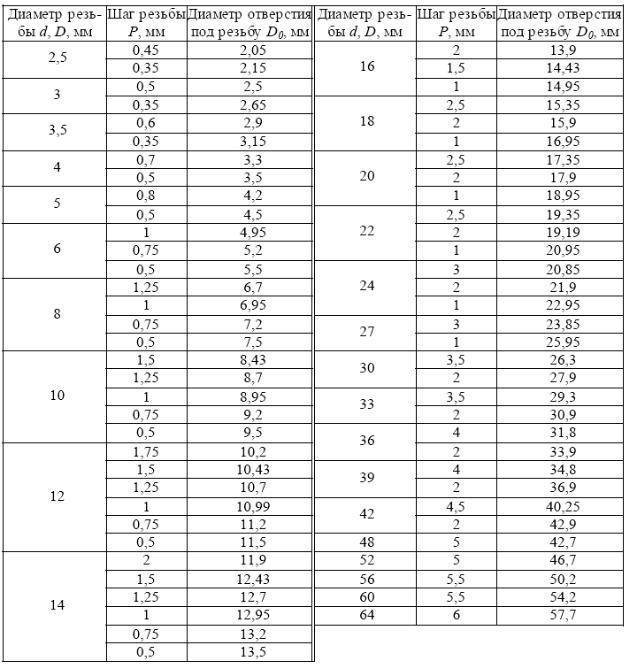
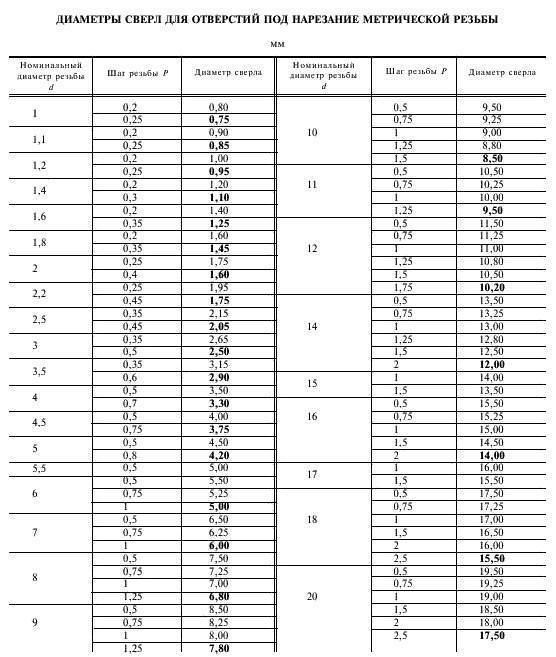
После теоретических данных перейдем к точным сведениям и размерам по ГОСТ.
Процесс нарезания
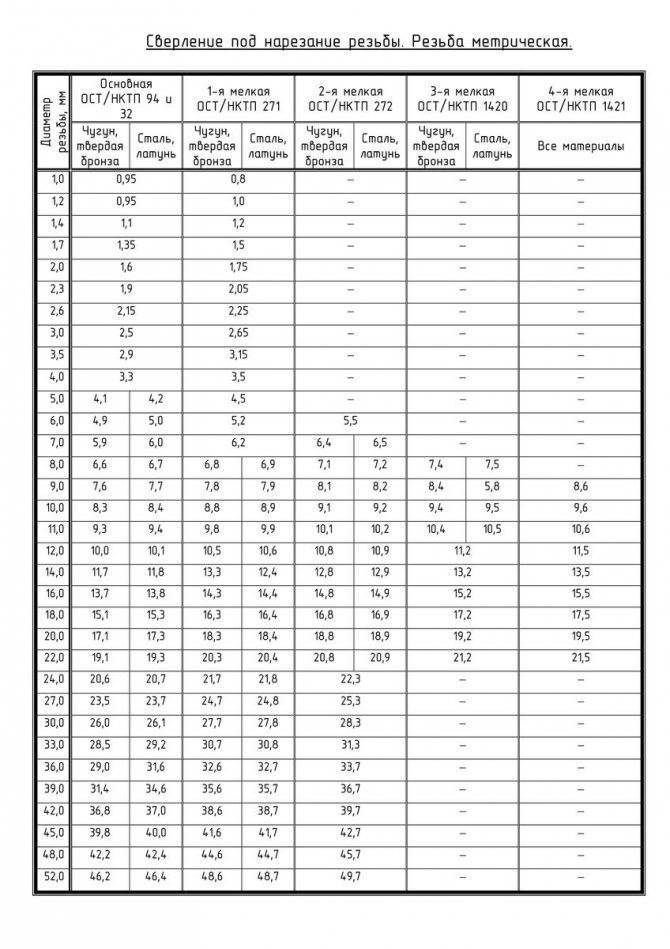
диаметры отверстий для резьбы в зависимости от вида металла
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
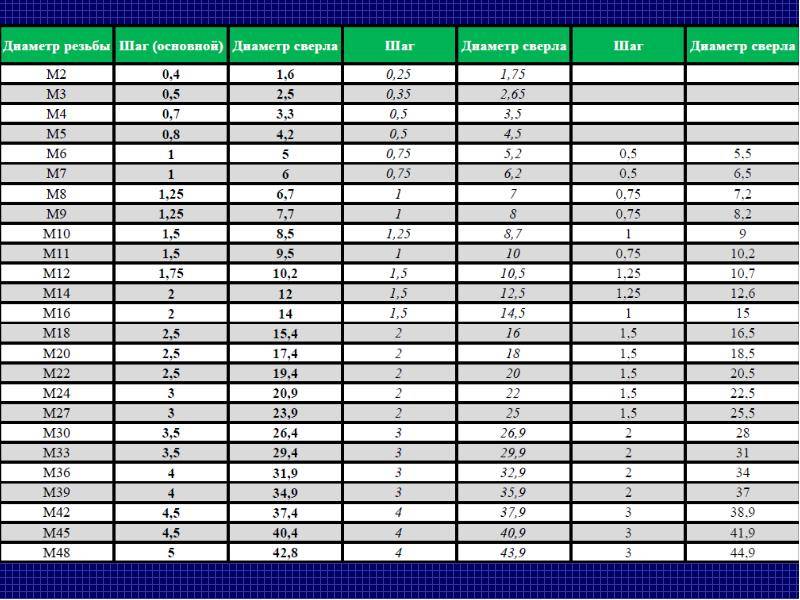
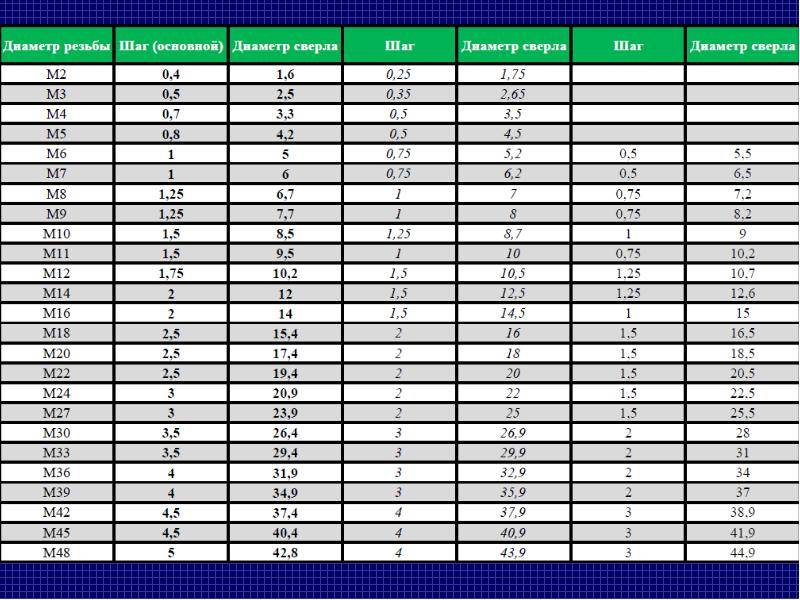
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 1\8″ | 2,095 | 0,74 | 1,058 |
| 1\4″ | 6,35 | 4,72 | 1,27 |
| 3\16″ | 4,762 | 3,47 | 1,058 |
| 5\16″ | 7,938 | 6,13 | 1,411 |
| 7\16″ | 11,112 | 8,79 | 1,814 |
| 3\8″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Особенности инструмента
Изначально применялся 3-4-гранный стержень, на поверхности которого выпиливались специальные зубчики. Конец заготовки обтачивался на пологий конус. Внутренняя резьба нарезалась за счет зубчатых перемычек в процессе завинчивания устройства в корпус либо отверстие гайки. Естественно, данное приспособление сложно было назвать идеальным, так как передний угол режущих зубьев был отрицательным, а заднего не было вовсе! Тем не менее, из года в год конструкция метчика становилась все более совершенной, достигнув своего рационального вида.
Несмотря на имеющееся разнообразие, современные метчики для нарезания резьбы сохранили определенные конструктивные особенности:
- Калибрующая часть – предназначена для снижения силы трения, характеризуется обратным занижением, равным 0,1 миллиметра, и цилиндрической формой. Для меньшего трения от вершины зуба на расстоянии одной трети от ширины пера затылуются калибрующие зубья. При этом для резьбы с 12-30-мм диаметром занижение достигает порядка 1/10 мм;
- Канавки для поступления смазочной охлаждающей жидкости и вывода образовавшейся стружки. В большинстве случаев в конструкции их предусматривается от 2 до 6;
- Заборная область изготавливается конической, что позволяет существенно облегчить процесс врезания в материал заготовки режущих зубьев. Исходя из вида метчика (чистовой, промежуточный или черновой) угол наклона может меняться в районе 3-20 градусов;
- Направление канавок, которые могут быть как с левой спиралью или правой, так и прямолинейные. Последние используются в обычных универсальных метчиках. Инструменты с право направленной винтовой линией канавки чаще применяются для создания глухих отверстий. В этом случае стружка отводится назад, иначе, оказавшись под прессом, она способна сломать приспособление. Левые углубления канавок предназначены для создания резьбы на проход, отводя стружку перед метчиком, избегая таким образом порчи резьбы;
Сами впадины тоже могут различаться на радиусные задние с прямолинейной передней, однорадиусные и прямолинейные сзади и спереди.
Подготовительные процедуры
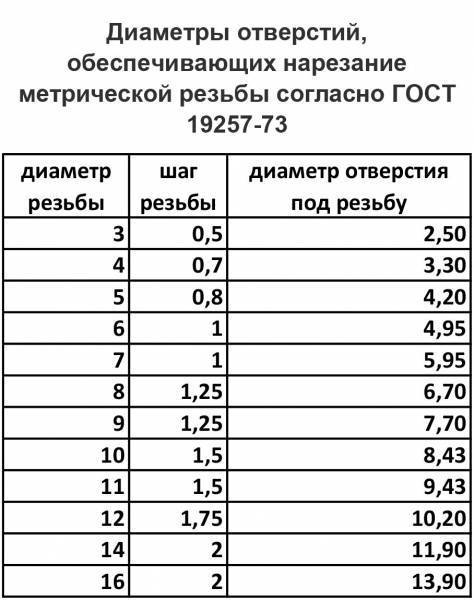
Начало любой работы – выбор материала и инструмента. Заготовка должна иметь отверстие. Хуже всего подвергаются обработке те, которые получены путем литья или штамповки. Лучше – если было применено давление или выплавление. Но в любом случае самые подходящие условия создаются при свежей металлообработке с помощью сверления или зенкерования.
Сверло и его сечение подбирают в соответствии с необходимым результатом по нормативному документу – ГОСТ 19257 – 73. Это российский стандарт, но он соответствует международным нормам. Оно должно быть новым или иметь хорошую заточку. В рабочем инструменте (или в патроне станка) его необходимо крепко закрепить, чтоб не было биений или шатаний.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия
Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия
Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Виды метчиков и их назначение
Назначение метчиков разнится, поэтому под каждый вид работ нужен свой инструмент. Расскажем об основных разновидностях.
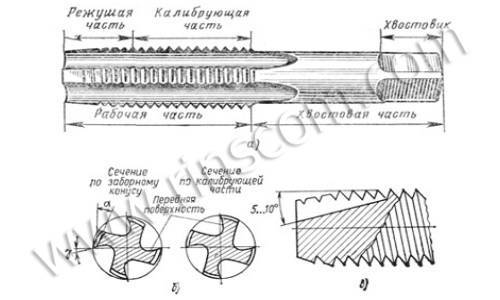
Изображение № 2: Устройство метчика
Ручные/машинные. Выбирайте вариант, который предназначен для соответствующего вида работ
При этом обращайте внимание на устройство изделия (винтовое, прямое, с укороченными канавками). Гаечные
Одиночный инструмент для сквозной резьбы прямой формы
Гаечные. Одиночный инструмент для сквозной резьбы прямой формы
Он длиннее машинно-ручного и имеет острый заход, аналогично первому номеру комплектного метчика.
С вырезанной ниткой. Инструмент подходит для обработки листов и нарезания отверстий в пластинчатом металле.
Слесарные. Предназначены для ручной нарезки отверстий. Поставляются в комплектах, состоящих из трех инструментов (чернового, чистового, среднего). Работу начинают с чернового, корректируют отверстие средним и шлифуют чистовым элементом.
Конические. Подходят для выполнения резьбы на сквозных отверстиях. Заборная часть изделий имеет неполную, а калибрующая — полную резьбу.
Плошечные. Подходят для изготовления предварительной резьбы. Имеют заборные конусы больших размеров.
Маточные. Используются для зачистки резьбы. Основное отличие от других видов — наличие спирали с правой стороны.
Бесканавочные. Подходят для длительных работ с высокой производительностью. Изделие имеет короткое основание приемного конуса без продольных канавок, что уменьшает вероятность поломок.
Специальные. Изделия имеют узкую специализацию. К подобному типу относят насадные, корабельные и тандем-метчики.
Основные параметры
Любая резьба характеризуется двумя параметрами:
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.
Типы резьбы и ее основные характеристики
Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.
Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.
Заключение по теме
Резьбовое соединение деталей – это один из самых надежных способов сборки отдельных элементов в единую конструкцию.
При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Можно выделить несколько видов:
- Наружную;
- Внутреннюю.
Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
- Однозаходовые;
- Многозаходовые;
По направлению движения направляющего типы:
- Левые;
- Правые.
По существующей системе размеров также существуют:
- Трубные;
- Метрические;
- Дюймовые.
Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол – 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений. Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
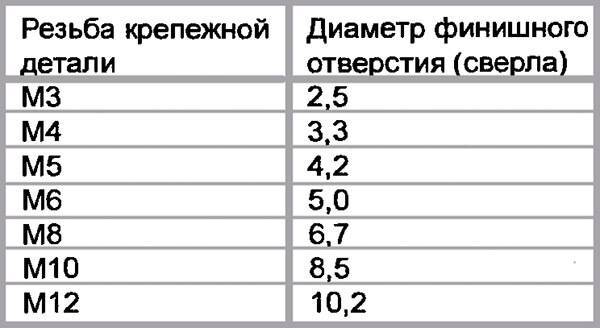
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.





