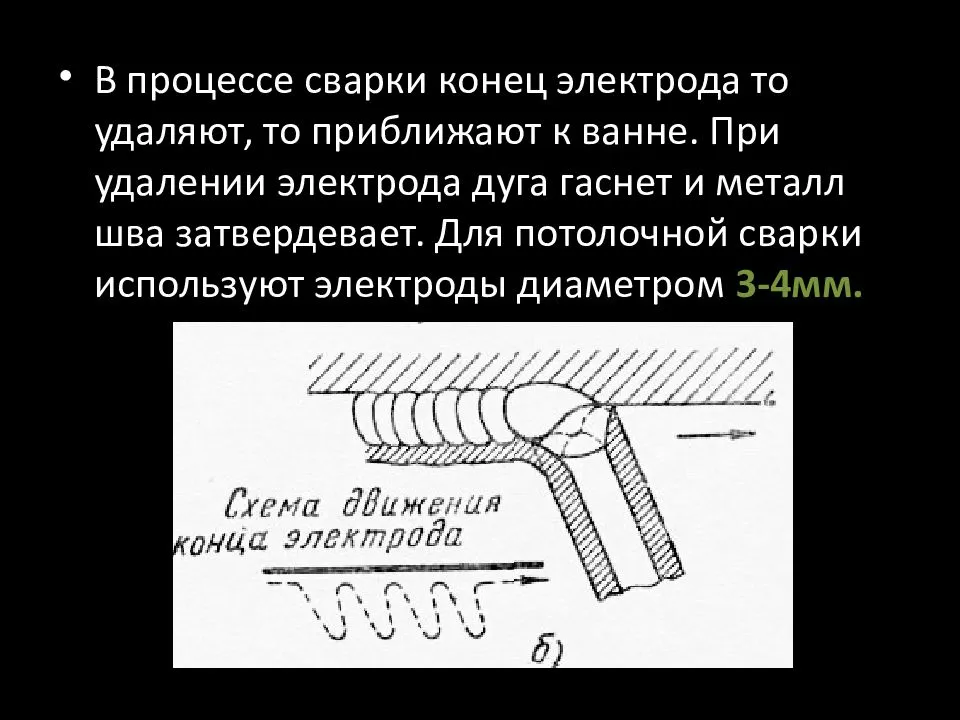
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
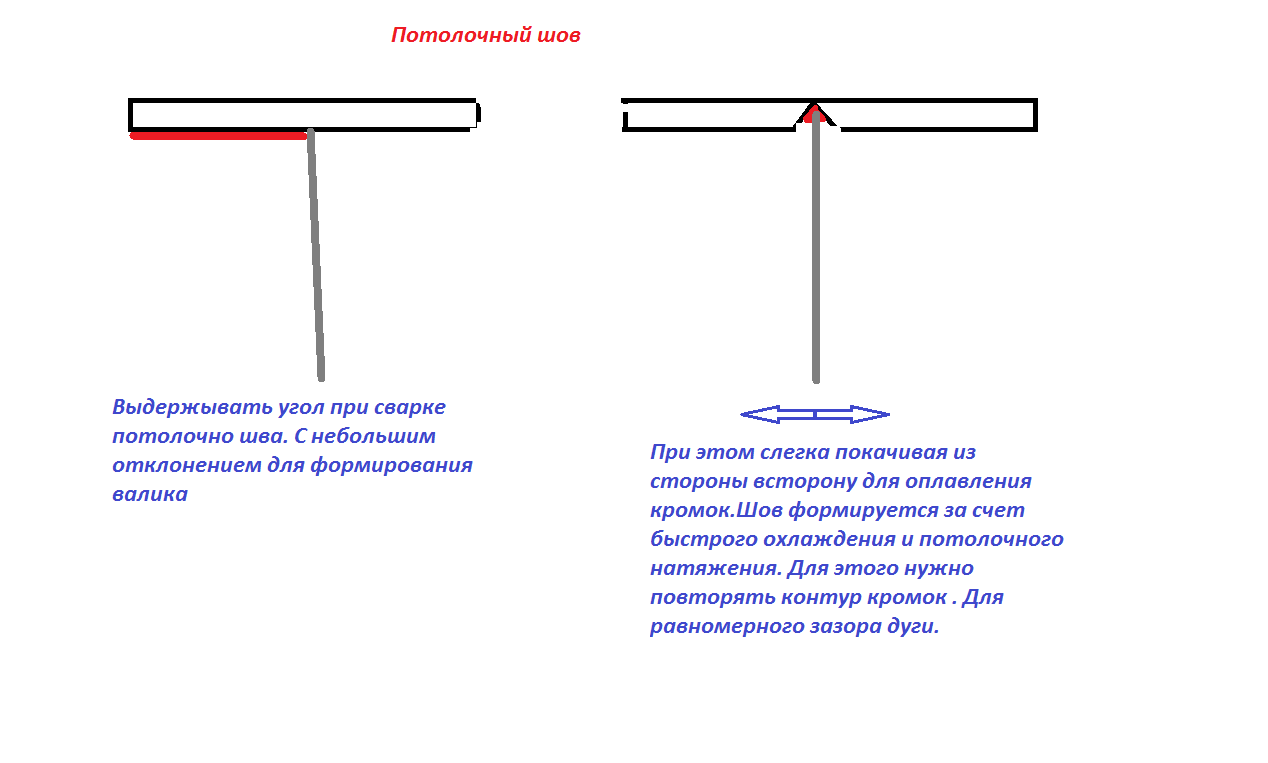
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
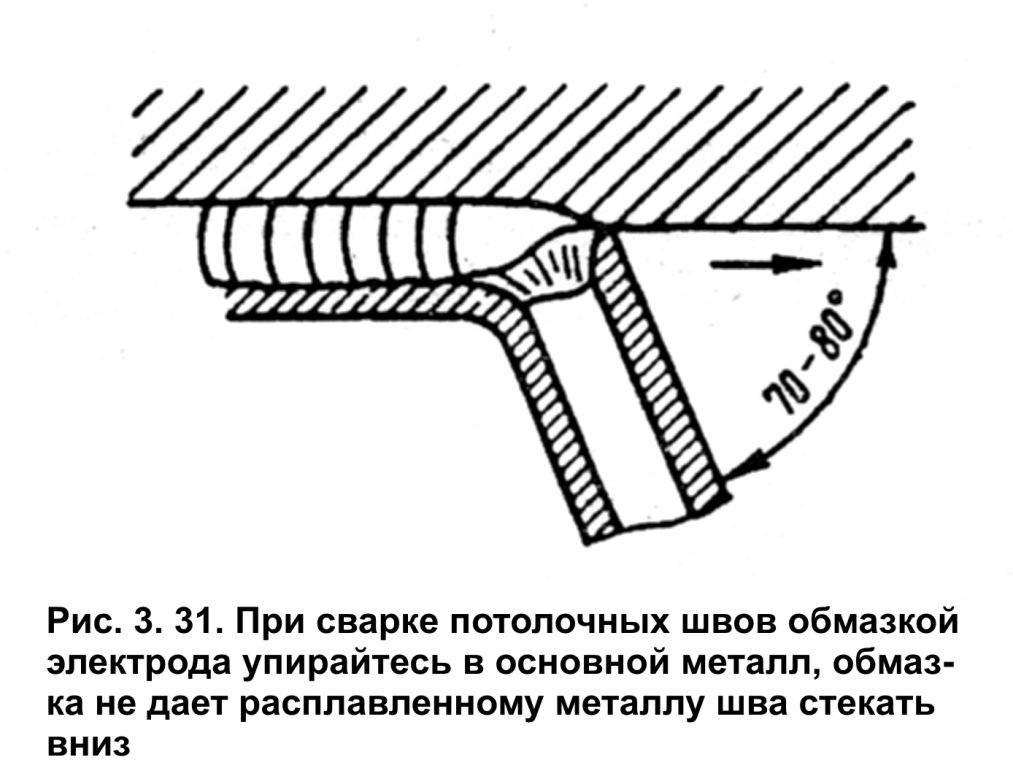
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
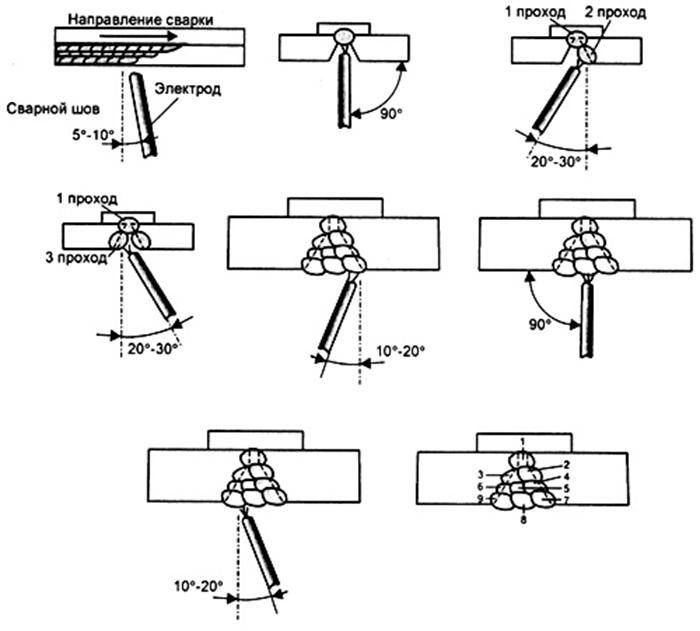
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
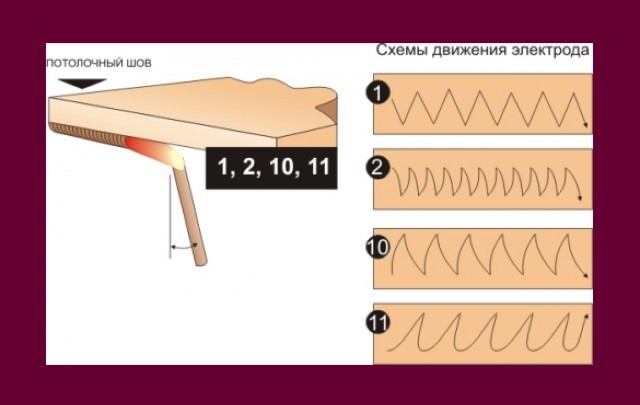
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
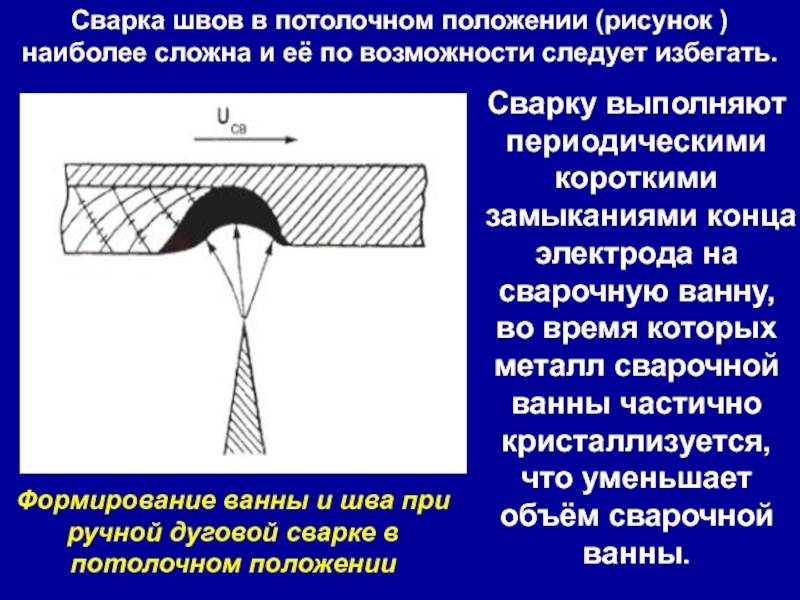
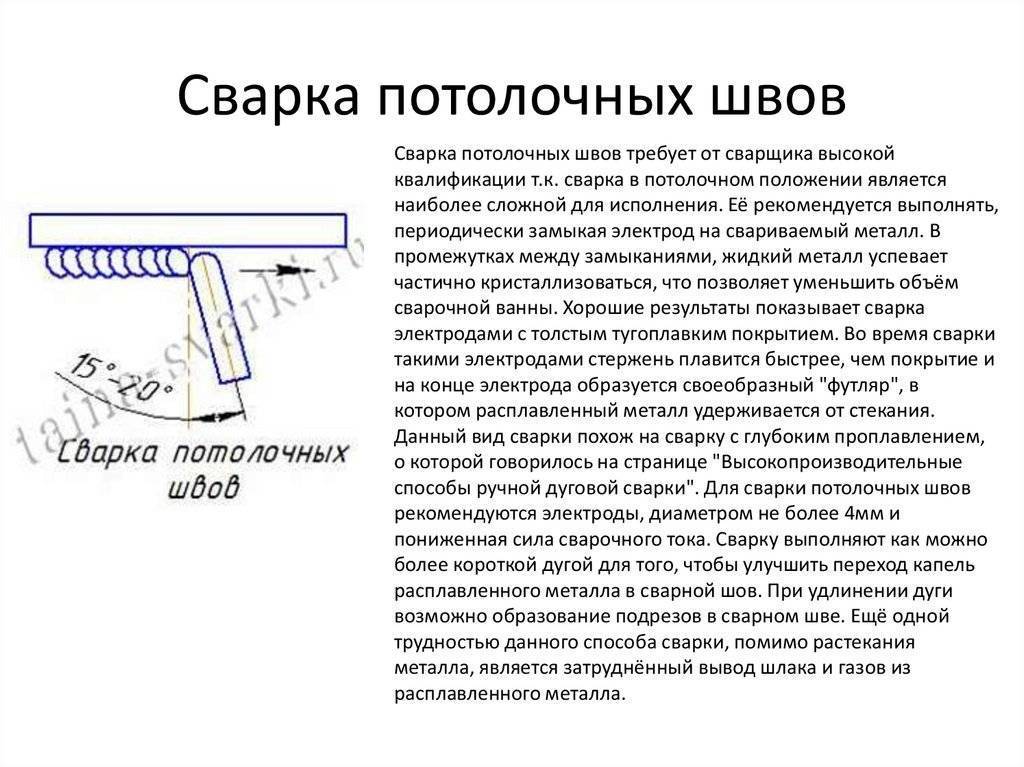
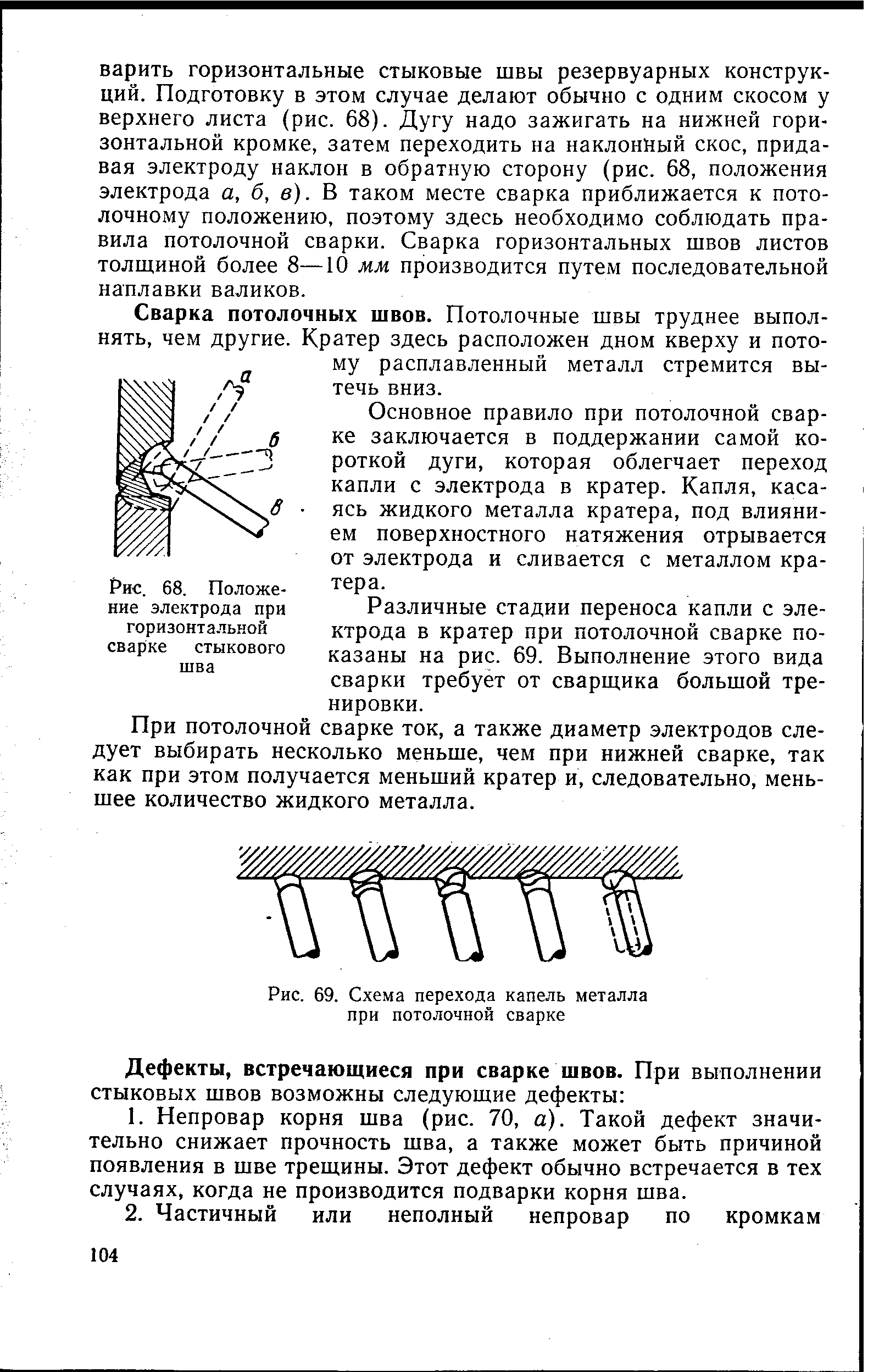
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Виды потолочных швов
Формирование потолочных швов признают одним из самых проблемных процессов, для исполнения которого необходим большой опыт работы в этом направлении, обладание глубокими познаниями технологий и способов сварки.
В зависимости от способа образования, различают три основных типа швов: стыковой, внахлест и тавровый.
Тавровый потолочный шов
Эта разновидность представляет собой форму буквы «Т». Его делают с одним или двумя швами. Что касается разделки кромок, то эта операция остается на усмотрение сварщика. Во многом все зависит от толщины деталей, подлежащих сварке и количества швов:
- одинарный шов, толщина металлических листов до 4 мм – обработка кромки не требуется;
- двойной шов, толщина металла 4-8 мм – обработка кромки не обязательна;
- одинарный шов, толщина металлических профилей 4-12 мм – необходима разделка кромки с одной стороны;
- двойной шов, толщина металла до 12 мм – требуется разделка кромки с обеих сторон, причем швов должно быть также два.
Одним из разновидностей таврового потолочного шва считают угловое соединение. Визуально оно напоминает букву «У». Требования к нему предъявляют аналогичные, как к классическому тавровому шву, однако существует несколько особенностей. Уровень наклона электрода к металлической поверхности должен колебаться в пределах 60 градусов. Если он будет меньше, качество сварки ухудшится. Особенно это заметно, если необходимо соединить между собой два металлических профиля разной толщины. При несоблюдении требования большая часть прогрева придется на более толстый профиль, что приведет к тому, что тонкий металл не будет прогорать.
Стыковое соединение (шов встык)
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только с одной стороны. При толщине деталей от 4 мм, шов может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом.
Типы подготовки деталей при сваривании встык
- При толщине детали от 4 мм до 12 мм, шов может быть одинарным. Тогда края зачищают любым из способов. Удобнее при толщине до 10 мм делать одностороннюю подготовку, а более толстые детали зачищают чаще в виде буквы V. U-образная зачистка сложнее в выполнении, потому используется реже. Если требования к качеству сварки повышенные, при толщине более 6 мм необходима зачистка с двух сторон и двойной шов — с одной и с другой стороны.
- При сварке металла толщиной от 12 мм встык, точно необходим двойной шов, прогреть такой слой с одной стороны невозможно. Обрезка кромок двухсторонняя, в виде буквы Х. Использовать при такой толщине V или U образные зачистки кромок невыгодно: для их заполнения требуется в несколько раз больше металла. Из-за чего увеличивается расход электродов и значительно снижается скорость сварки.
Разделка кромок металла при соединении деталей встык (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Если все-таки решено металл большой толщины варить с односторонней разделкой, заполнять шов нужно будет в несколько проходов. Такие швы называют многослойными. Как в этом случае варить шов показано на рисунке ниже (цифрами обозначен порядок укладки слоев металла при сварке).
О сварке тонкого металла инверторным сварочным аппаратом читайте тут.
Как варить стыковой шов: однослойный и многослойные (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Соединение внахлест
Этот тип соединения используется при сварке листового металла толщиной до 8 мм. Проваривают его с двух сторон, чтобы между листами не попала влага и не было коррозии.
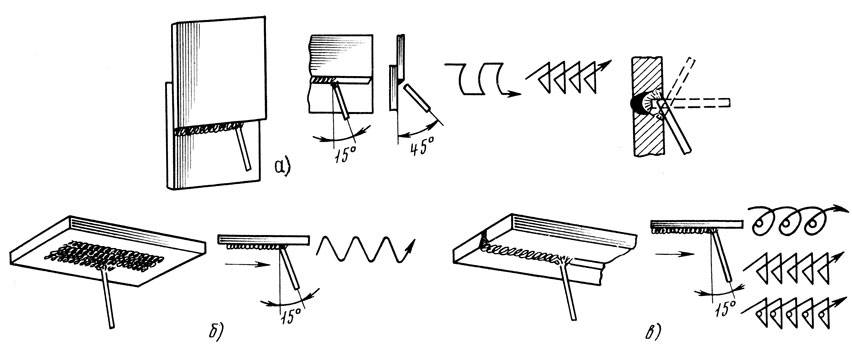
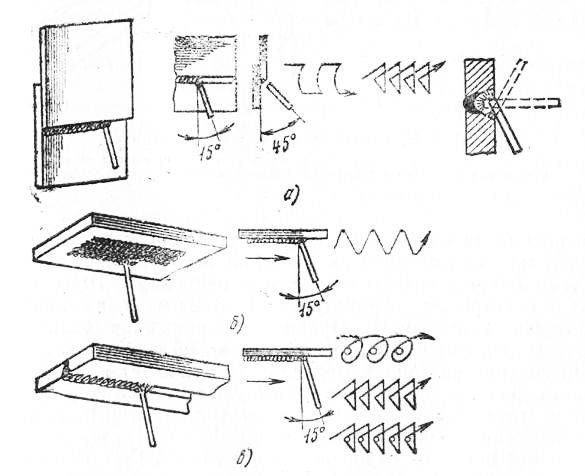
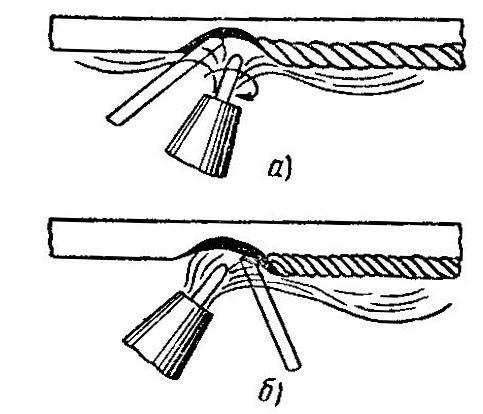
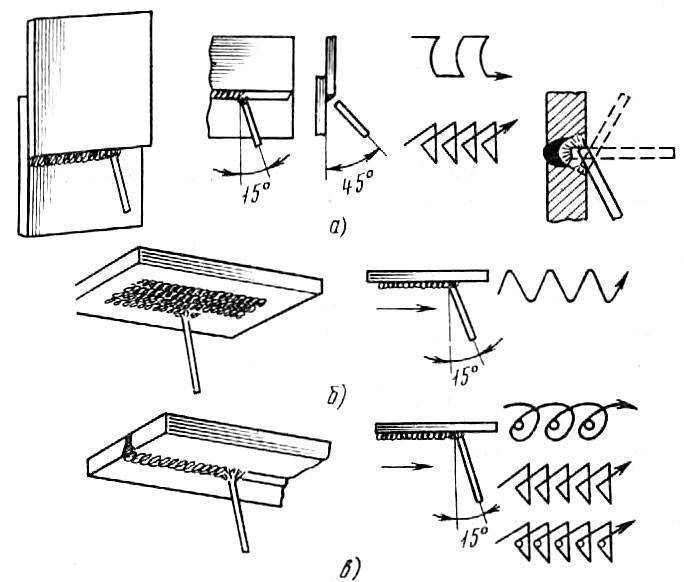
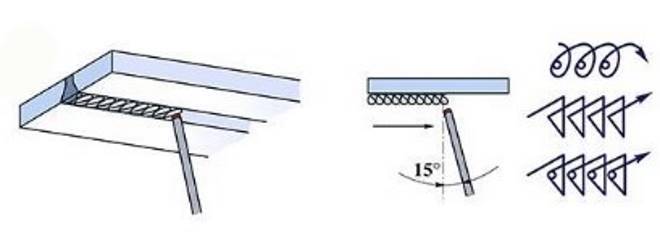
При выполнении шва внахлест, необходимо правильно выбрать угол наклона электрода. Он должен быть порядка 15-45°. Тогда получается надежное соединение. При отклонении в ту или другую сторону основная масса расплавленного металла находится не на стыке, а в стороне, прочность соединения значительно снижается или детали остаются вовсе не соединенными.
Как правильно держать электрод при сварке внахлест (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Классификация швов
Соединения классифицируют и по способу сопоставления кромки. Они бывают тавровыми, внахлест, встык или точечными.
Рекомендуем ознакомиться
Существующие виды сварных соединений
Соединение внахлест
Этот метод применяется при работе с тонким листовым металлом. Шов проваривают с обеих сторон, чтобы в него не проникала влага, не появлялась ржавчина.

При отклонении в большую или меньшую сторону основная масса расплава смещается. Прочность соединения снижается или сварочный шов вовсе не образуется.
Сварка внахлест.
С примыканием краев к одной точке
Такой метод применяется при работе с листовым металлом или торцами труб. Заготовки устанавливают на расстоянии 1-2 мм друг от друга, закрепляют струбцинами.
При сварке зазор заполняется плавящейся проволокой. Тонкие листы сваривают без дополнительной подготовки (очищение от ржавчины считается обязательным всегда).
При работе с толстыми деталями делают двойной или одинарный шов, кромки разделывают такими способами:
- Края заготовок толщиной 4-12 мм обрабатывают любым методом. Удобной считается односторонняя разделка. Толстые детали срезают в виде буквы V. U-образная разделка — более сложный способ, применяемый реже. При повышенных требованиях к качеству шва и толщине более 8 мм кромки зачищают с обеих сторон.
- При сварке деталей более 12 мм требуется двойное соединение. Такой слой металла не получится равномерно прогреть с одной стороны. Края обрезают с 2 сторон, формируя подобие буквы X. Применять V- или U-образные методы нецелесообразно: для заполнения зазоров потребуется больший объем расплава. Расход электрода увеличивается, скорость работы падает.
Если толстые детали будут соединяться с односторонней разделкой, расплав наносят в несколько подходов. Такие швы называются многослойными.
Тавровое соединение
Такой способ подразумевает установку в форме буквы Т. Соединение формируется как с одной, так и с обеих сторон.
Разделка кромки выполняется в зависимости от толщины деталей:
- при показателе до 4 мм обработка не требуется;
- если толщина составляет 4-8 мм, делают двойной шов без разделки;
- слой металла в 4-12 мм требует формирования одинарного шва с односторонней разделкой;
- при работе с деталями толщиной более 12 мм требуются двусторонняя обработка.
Угловой шов считается разновидностью таврового. При его формировании следуют тем же рекомендациям: тонкие листы варят без обработки кромок. При большей толщине снимают часть одной или обеих сторон.
Тавровое соединение сварочных швов.
С разделкой кромки или без нее
Для правильной сварки угловых соединений требуется тщательная подготовка краев элементов. Стыки тонких деталей не нуждаются в дополнительных мерах.
Сварные швы с разделкой кромки.
Подложка необходима для удержания присадки, повышения прочности шва. При двусторонней разделке конус кромки делают усеченным. Это защищает края от наплывов и прожогов.
Как сварить потолочный шов
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла. Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Как правильно варить потолочный шов инвертором
Сварка потолочного шва представляет собой технологически сложную операцию, отличающуюся особой трудоемкостью. Вместе с тем, этот вид сварки считают самым надежным, так как позволяет получить максимально прочное и качественное соединение.
Чтобы выполнить работу максимально качественно с использованием инвертора, нужно придерживаться таких правил:
- В начале операции свариваемые стороны сводят максимально плотно друг к другу. Это позволит избежать образования зазоров, из-за которых шов может потерять прочность.
- В обязательном порядке нужно произвести разделку кромок, также, как и в положении снизу. При этом, если толщина металлического профиля более 0,5 см, нужно сделать скос в форме латинской буквы «V».
- Для упрощения формирования сварного соединения можно варить половинкой электрода. При этом, он должен располагаться по отношению к металлическому элементу под углом не менее 45 градусов.
- Так как работа осуществляется наверху, высока вероятность падение капель раскаленного металла. Чтобы предотвратить это, повысить уровень безопасности, следует установить силу тока в инверторе на средний уровень.
- Если между соединяемыми профилями образовался зазор, избавиться от него можно при помощи прерывистой дуги. Капли раскаленного металла накладывают друг на друга без временных промежутков.
- Если поверхность профилей идеально ровная, между ними отсутствуют зазоры или дефекты, первый валик накладывают без колебательных движений электрода. Благодаря этому металл максимально заполняет стык. Однако следующий проход электродом нужно делать уже более широкий.
Важно! При сварке труб рекомендуют сразу делать широкий шов, чтобы металлические изделия сцепились между собой максимально прочно
Как варить потолочный шов электросваркой
Если нет достаточного опыта в проведении сварочных работ в потолочной части помещения, стоит ознакомиться с этапами работы. Наиболее наглядно весь процесс показан в видео:
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
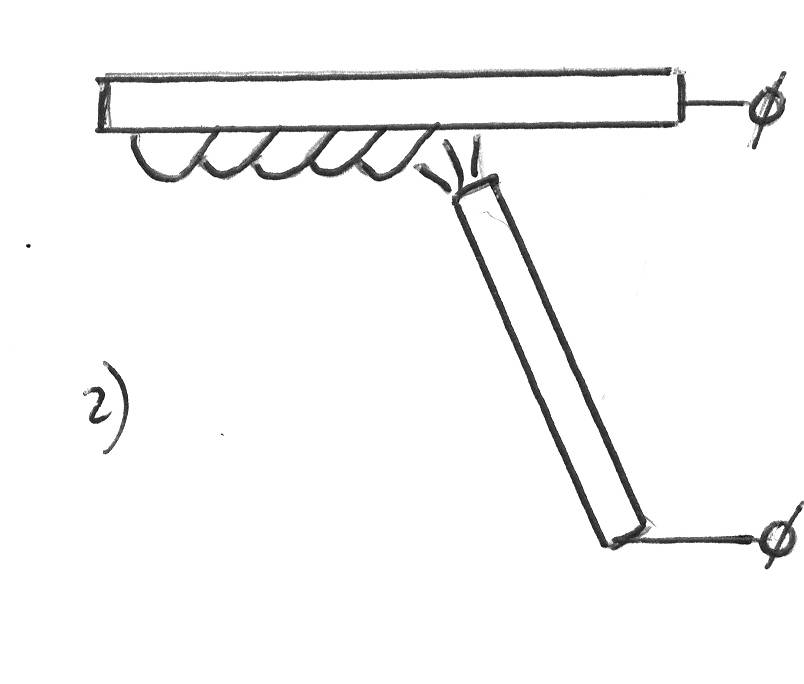
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Виды сварочных соединений
Электродуговая сварка труб позволяет выполнить следующие виды соединения:
- встык – трубы расположены друг против друга;
- втавр – трубы расположены перпендикулярно;
- внахлест;
- угловая сварка.
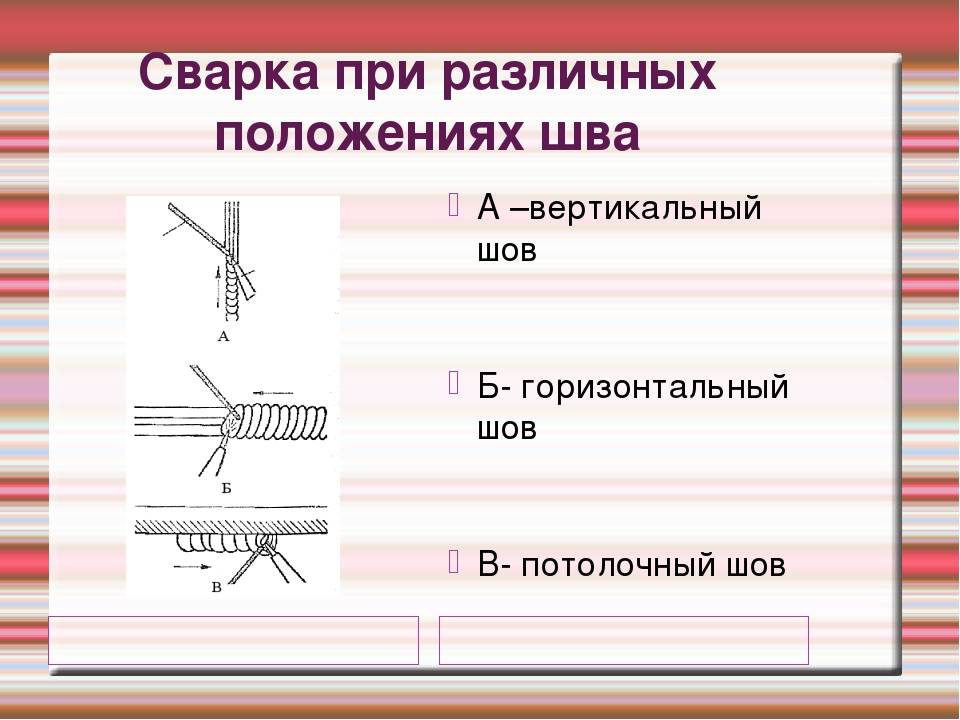
Потолочный шов
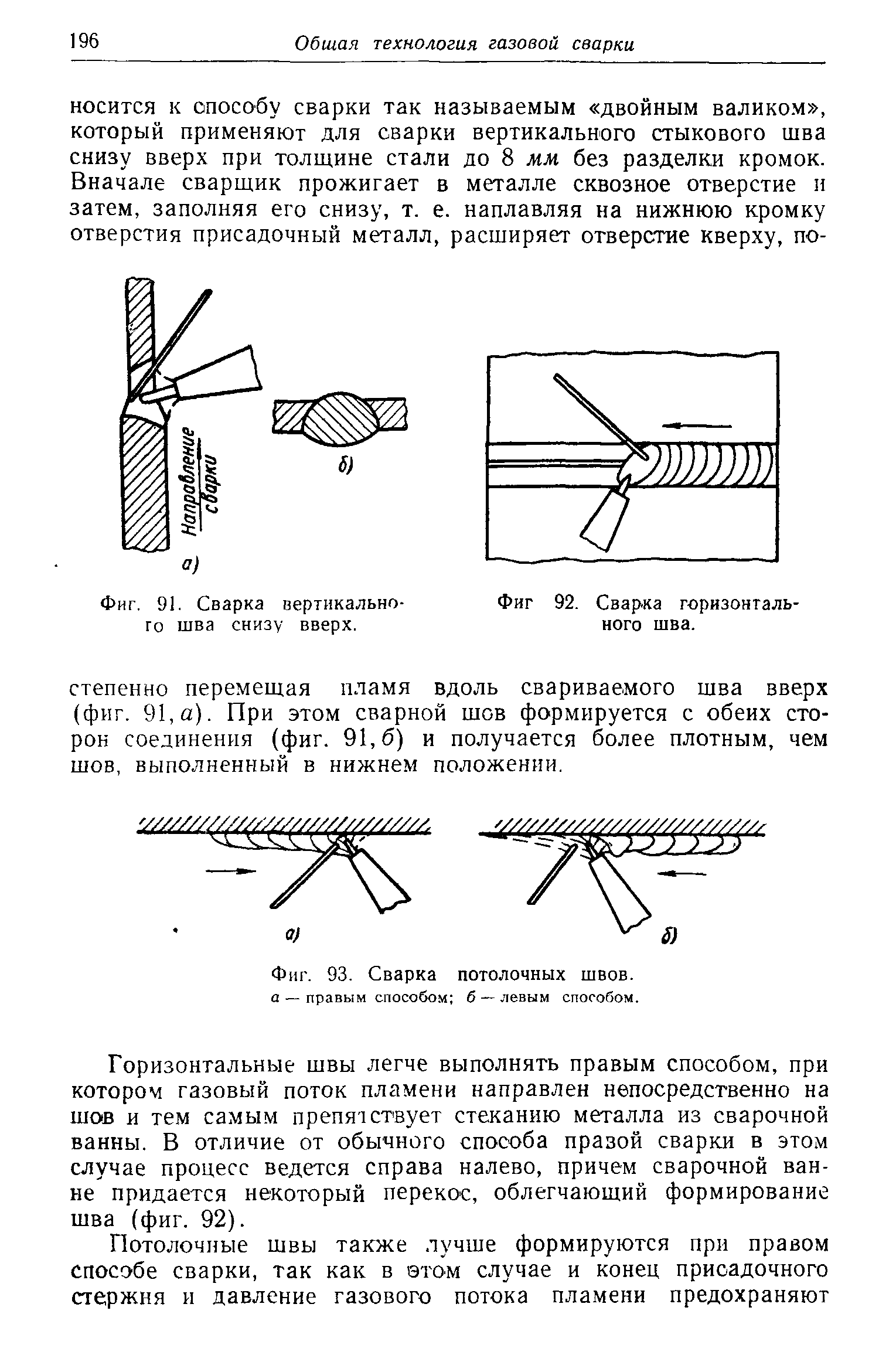
Швы могут быть: вертикальными, горизонтальными, нижними и потолочными. Наиболее распространенным и удобным считается нижний шов. В этом случае электрод располагается сверху.
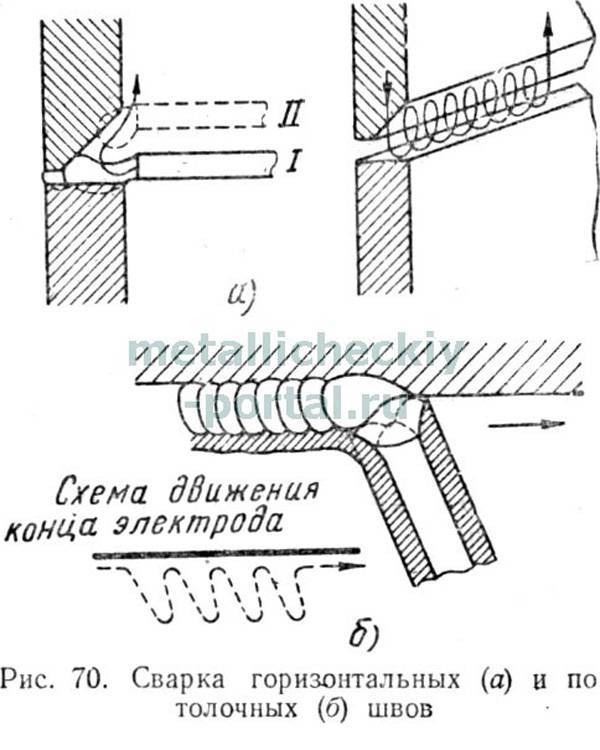
Горизонтальное расположение шва применяется, когда трубы установлены в вертикальном положении. Если трубы установлены горизонтально, то в этом случае будет вертикальный шов. А потолочный шов получается, когда электрод находится снизу свариваемых труб, то есть над головой специалиста, который производит сварку.
Стальные трубы, в большинстве случаев, свариваются встык. При этом обязательно нужно проваривать кромки трубы по всей толщине.
Для уменьшения наплывов металла во внутренних стенках трубы угол, под которым располагается электрод, должен составлять не больше 45 градусов относительно горизонтальной поверхности.
При сварке встык и втавр стыковых соединений трубы малого диаметра применяются электроды 2 или 3 миллиметра толщиной типа Э-42. Сила электрического тока при этом следует установить от 80 до 110 ампер.
При сварке внахлест применяются такие же электроды, а сила тока должна быть 120 ампер. Высота шва в обоих случаях должна составить 3 миллиметра.
Схема движения электрода при сварке внахлест
Сварка квадратных труб производится в таком же порядке, что и круглых изделий. При этом требуется жесткий крепеж концов свариваемой трубы, чтобы от сильного нагрева соединяемые детали не повело. Рекомендуется нагревать не по кругу, а равномерно. Сначала свариваются вертикальные точки, затем горизонтальные. То есть нагрев должен происходить с разных частей квадрата. Освобождать детали от крепежа нужно только при полном остывании.
Перед началом сварки труб следует сделать подготовку:
- тщательно очистить трубы от ржавчины, грязи и частичек грунта;
- обрезать или выправить деформированные концы труб;
- очистить на расстоянии 10 миллиметров поверхности трубы внутри и снаружи до металлического блеска.
От качества выполнения данных работ зависит надежность соединения труб.
Как правильно сваривать трубы
Сваривать концы труб следует, непрерывно ведя электрод до окончательного приваривания стыка. Электродуговая сварка поворотных и неповоротных стыков выполняется в несколько слоев и зависит от толщины стенок свариваемых труб.
Толщина стенок (мм) | Количество слоев сварки |
До 6 | Два и более |
От 6 до 12 | Три |
Больше 19 | четыре |
Первый слой является самым важным, потому что он обеспечивает полную сварку корня стыка. При сварке труб с толщиной стенки больше 8 миллиметров первый слой накладывается ступенчато, а следующие сплошной сваркой.




Стык по кругу необходимо разбить на несколько участков. Сваривать необходимо таким образом, чтобы сначала соединить точки через одну, а только потом пропущенные. Это делается для равномерного прогрева трубы.
После первого слоя необходимо тщательно осмотреть место сварки. При обнаружении каких-либо дефектов устранить их на месте и снова проварить концы труб. Второй и следующие слои нужно варить, медленно поворачивая трубу. Начало и конец слоев не должны совпадать. Завершающий слой сварки делают ровным, плавно переходя к основной части металла.
При многослойной сварке труб слои должны выполняться в обратном от предыдущего шва направлении.
Таким способом достигается высокое качество сварки металлических труб. Каждый слой сварки по окончании требуется очистить от шлака, брызг окалины для улучшения сплавления швов.
После проведения сварочных работ не нужно забывать о том, как правильно красить трубы. Данная процедура необходима для предотвращения коррозии металла. Перед покраской нужно все трубы, и особенно швы, очистить. В первую очередь, необходимо тщательно покрасить швы, а затем всю трубу за два раза.
Потолочный шов дуговой сваркой
В большинстве случаев, трудности возникают тогда, когда выполняется потолочный шов дуговой сваркой. Сама по себе ручная дуговая сварка самая сложная в освоении. Особенно сложна техника сварки потолочного шва.
Прежде чем, как начать варить потолочный шов, необходимо определиться с диаметром электрода. От диаметра электрода будет зависеть размер ванны. Чем больше ванна, тем сложнее в ней будет удержаться расплавленному металлу. Чтобы металл не вытекал, придётся увеличивать скорость сварки.
При использовании электродов диаметром до 3 мм металл будет легче контролировать. Поэтому скорость сварки будет оптимальная, достаточная для хорошего проплавления шва.
Как видите, скорость сварки влияет на то, будет ли сильно течь металл ил нет. Если скорость перемещения слишком мала, гравитация будет стараться, чтобы металл вытек из расплавленной ванны.
Укладывать каждый шов нужно так, чтобы капля металла не смогла упасть на вас. Если капля металл упадёт на вас, то она может прожечь не только защитную одежду, но и ту одежду, которая под ней.
Чтобы этого не происходило, вам следует найти баланс между быстрой и медленной скоростью перемещения электрода. Шов должен не только правильно формироваться, но и полностью сваривать детали между собой.
Выполняя потолочный шов дуговой сваркой, необходимо выставить правильные режимы: напряжение и силу тока. При небольшом напряжении дуги, длина дуги уменьшается. Это позволяет снизить разбрызгивание металла. Короткой дугой легче управлять, а значит, вы более точно контролируете процесс формирования шва.
Сила тока влияет на проплавление металла и на его разбрызгивание, особенно потолочных швов дуговой сваркой. Чем больше сила тока, тем больше тепла передаётся в металл.
Сила тока должна быть слегка заниженной, по сравнению со сваркой в вертикальном положении. При этом дуга может гореть не стабильно и зажигать дугу также будет сложнее. Поэтому не стоит слишком уменьшать силу тока. Рекомендуемые режимы в потолочном положении шва, вы можете узнать на упаковке от электродов. Производитель электродов всегда оставляет рекомендации по режимам, в зависимости от пространственного положения шва.
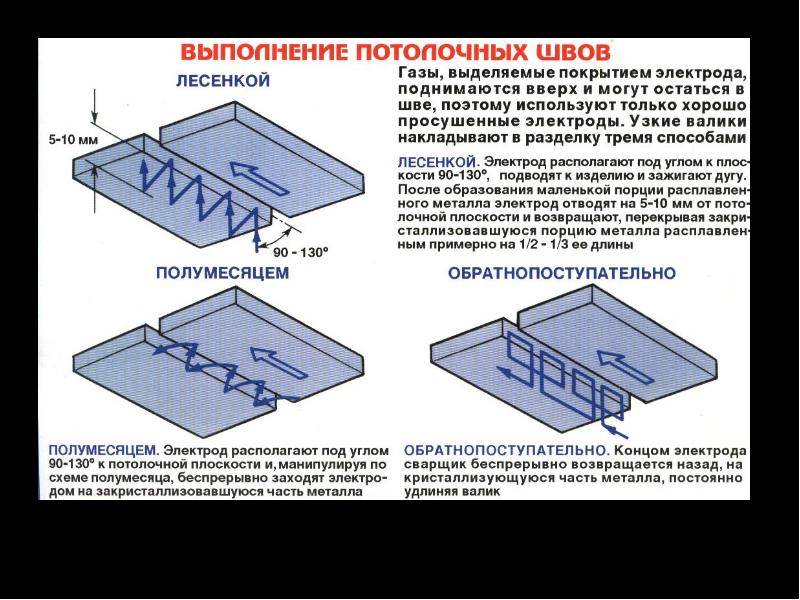
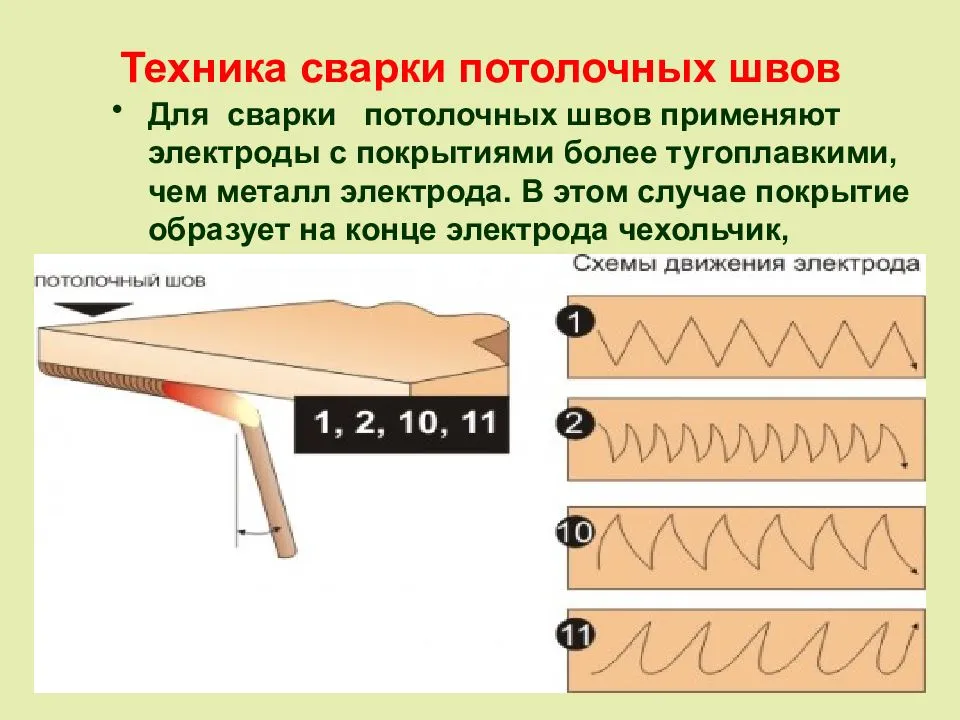
Лучше всего сварку потолочных швов ручной дуговой сваркой выполнять прерывистым швом лодочкой. Это снизит вытекание металла из шва, так как шов будет успевать кристаллизоваться.
Для начала нужно определиться с границами будущего шва. Зажигание дуги должно производиться на одной из границ шва. Движением «лодочкой» переносим дугу на другую сторону шва. Обрываем дугу на предполагаемой границе будущего шва. Для этого отводим электрод на себя, чтобы дуга сама оборвалась. Выдерживаем буквально 1 секунду и зажигаем касанием дугу в том месте, где её прервали. Так как электрод прогрет, дуга зажигается буквально от одного касания. Переносим снова дугу движением «лодочкой» на другую сторону шва и там снова на 1 секунду обрываем дугу. Такой техникой выполняются многие потолочные швы.
Сварка потолочного шва полуавтоматом
По сравнению с ручным дуговым способом, сварка потолочного шва полуавтоматом выполняется намного легче. Но тут и неудивительно, так как диаметр проволоки, обычно, не достигает 2,0 мм. Дуга возникает сама при замыкании конца проволоки или от нажатия на кнопку расположенной на горелке. Тут всё зависит от модели полуавтомата.
При сварке потолочного шва полуавтоматом, необходимо выставить оптимальную скорость подачи проволоки. Так как полуавтоматическая сварка MIG и так склонна к большому разбрызгиванию, скорость подачи проволоки должна быть минимальной.
Ещё одно неудобство заключается в том, что при выполнении потолочных швов, сопло сварочного пистолета будет засоряться брызгами очень быстро. Это приводит к тому, что защитный газ будет плохо защищать сварочную ванну. Поэтому при сварке потолочного шва полуавтоматом, периодически нужно прочищать сопло горелки.
При сварке швов в потолочном положении, большая часть защитного газа будет перемещаться вверх и в сторону. Поэтому для полной защиты сварочной ванны, необходимо увеличить подачу газа. Это можно сделать с помощью регулятора расхода газа.
Очень важно при сварке потолочных швов выдержать правильный угол наклона горелки. Горелка не должна перекрывать обзор сварщику
Угол наклона горелки должен быть 10-15 градусов относительно перпендикулярной поверхности изделия.
Если правильно выставить подачу проволоки, режимы и угол наклона, тогда разбрызгивание металла при сварке потолочного шва полуавтоматом можно снизить в разы.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение. Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений
По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
О выборе инверторного сварочного аппарата для дома и дачи читайте тут.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Как правильно варить швы: вертикальные, горизонтальные, потолочные — ЯСтрой
Технология электросварки базируется на принципе плавления металла посредством возникающей между заготовкой и электродом электрической дуги.
Температура дуги расплавляет металл в зоне сваривания, что позволяет соединять металлы посредством сварного шва.
Для разных металлов и типов соединений предусмотрены определенные режимы сварки, отличающиеся друг от друга техникой ведения работы, положением и скоростью ведения электрода, амплитудой его передвижения.
Ниже рассмотрим основные методы создания правильных сварных швов, обеспечивающих надежность и качество соединения.
Как правильно варить сварочные швы — вертикальные, потолочные, горизонтальные
В процессе сварочных работ образуются наиболее надежные соединения. Сварочные швы могут соединять различные материалы. Помимо металла можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.


Классификация сварочных соединений
По способу выполнения швы бывают:
- односторонние;
- двухсторонние;
- однослойные;
- многослойные.
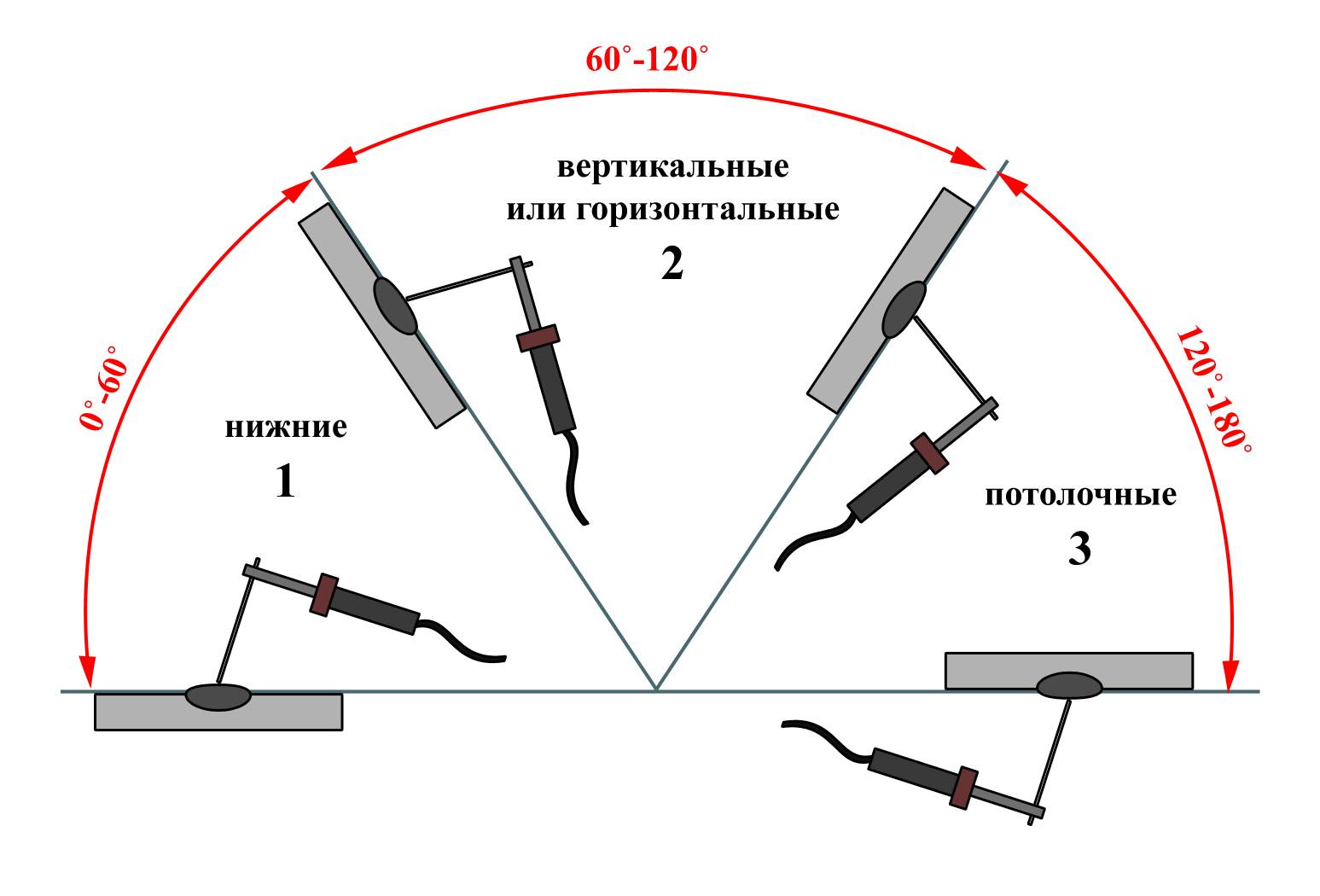
Подробнее про классификацию сварных соединений читайте в этой статье.По расположению в пространстве и протяженности существуют следующие виды сварки:
- В нижнем положении. Когда сварочный шов располагается под углом 0°к поверхности земли;
- В горизонтальном. Сваривание ведется горизонтально, а деталь размещена под углом от0 до 60 °;
- В вертикальном положении. Сваривание ведется вертикально, а конструкция располагается в плоскости от 60до 120 °;
- В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
- В «лодочку». Сварка выполняется «в угол», а деталь расположена под наклоном.
Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Распространенные проблемы
Начинающие сварщики нередко совершают ошибки, способствующие возникновению дефектов. Некоторые существенно ухудшают качество шва, другие влияют только на эстетические характеристики.
Необходимо своевременно обнаружить дефекты, устранить их. Самыми распространенными проблемами считают неравномерное заполнение или перепады ширины шва. По мере накопления опыта работы с угловыми сварными соединениями ошибки случаются реже.
Непровар точки соединения
Дефект возникает при частичном заполнении стыка расплавом. Это требует своевременной коррекции, поскольку снижается прочность сварного шва.
Главными причинами непровара считаются:
- установка низкой силы тока;
- слишком быстрое ведение электрода;
- неправильная разделка кромок толстых деталей.
Для устранения непровара увеличивают мощность дуги, уменьшают ее длину. При правильном подборе параметров дефект повторно не возникает.
Пример непровара точки соединения.
Неравномерность воздействия
Такая ошибка проявляется образованием пор или наплывов. Первые представляют собой пустоты, расположенные линейно или хаотично, вторые — выступающие участки расплава. Оба явления недопустимы, поскольку они отрицательно влияют на рабочие характеристики готовой конструкции.
Появлению пор способствуют:
- неправильная защита сварочной ванны, чрезмерный расход инертного газа;
- применение некачественных электродов;
- воздействие на сварочную зону ветра, отклоняющего газовое облако (кислород в этом случае вступает в реакцию с расплавом);
- наличие следов коррозии или грязи на деталях;
- неправильная обработка кромок.
Наплывы возникают при работе с присадочным материалом из-за неправильного выбора режима и параметров сварки. Эти элементы не соединяются с основной деталью. Их рекомендуется удалять механическим способом.
Подрез участка
Дефект представляет собой углубление, пролегающее вдоль шва. Возникает при увеличенной длине дуги. Сварочная ванна расширяется, температуры не хватает для прогрева краев заготовок. Металл сразу затвердевает, формируя подрезы.
При угловой сварке подрез может образоваться и из-за неправильного удержания электрода. Расплав стекает вниз, из-за чего появляется канавка. В этом случае уменьшают мощность дуги, укорачивают ее.
Дефект сварочного шва.
Прожог шва
Дефект представляет собой сквозное отверстие.
Его появлению способствуют:
- слишком большая сила тока;
- медленное ведение стержня;
- увеличенное расстояние между краями детали.
Для устранения дефекта подбирают правильные параметры работы аппарата, накладывают шов повторно.
Трещины холодного и горячего происхождения
Второй тип дефектов появляется на этапе остывания металла. Они направляются поперек или вдоль шва. Холодные трещины возникают на уже затвердевшем шве тогда, когда конструкция испытывает чрезмерные нагрузки.
Такие дефекты приводят к постепенному разрушению соединения. Для устранения недостатков требуется повторное формирование шва. При наличии большого количества трещин края деталей срезают.
Холодные трещины при сварке.
Неправильные расчеты
При выборе некорректных параметров работы аппарата возникают разные типы дефектов. Шов утрачивает прочность, деформируется.
Главными причинами проблем считаются:
- Неверный катет. Качество сварного соединения зависит от правильности выбора напряжения, скорости ведения электрода. Последнюю нужно удерживать на одном уровне. При недостаточности тока стержень работает на небольшой скорости, основной металл плохо проплавляется. При высоком значении параметра катет получается вогнутым, образуются прожоги.
- Косой угол. Установить детали в нужное положение достаточно сложно. Конструкция утрачивает требуемые качества, если наклон приставной пластины смещается к одному из боков.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
 Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.