

Порядок пайки
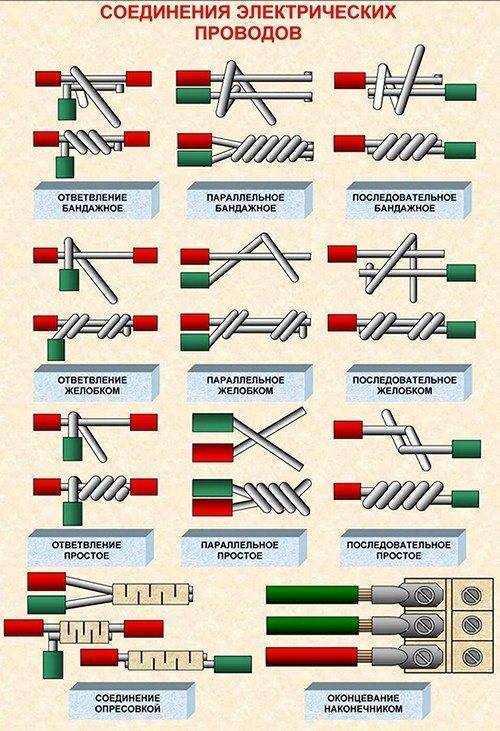
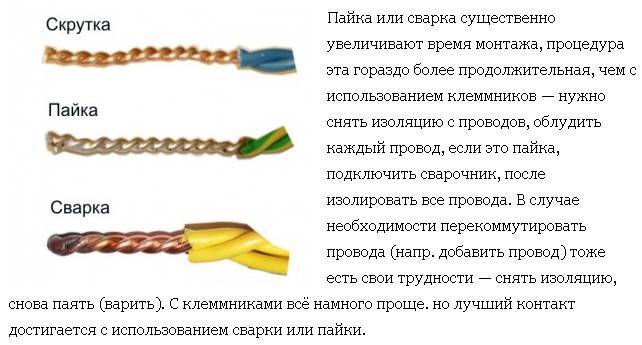
Техника паяльных работ непосредственно связана с типом образуемого соединения, которое может иметь следующие исполнения:
- обычная скрутка, чаще всего встречающаяся в распределительных цепях;
- стыковочный узел из проводов различного класса (меди и алюминия, в частности);
- витые сочленения, оформляемые в квартирных коробках распределения и другие виды соединений.
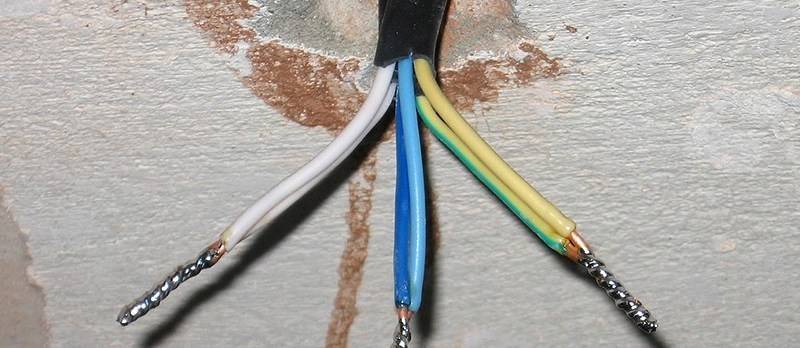
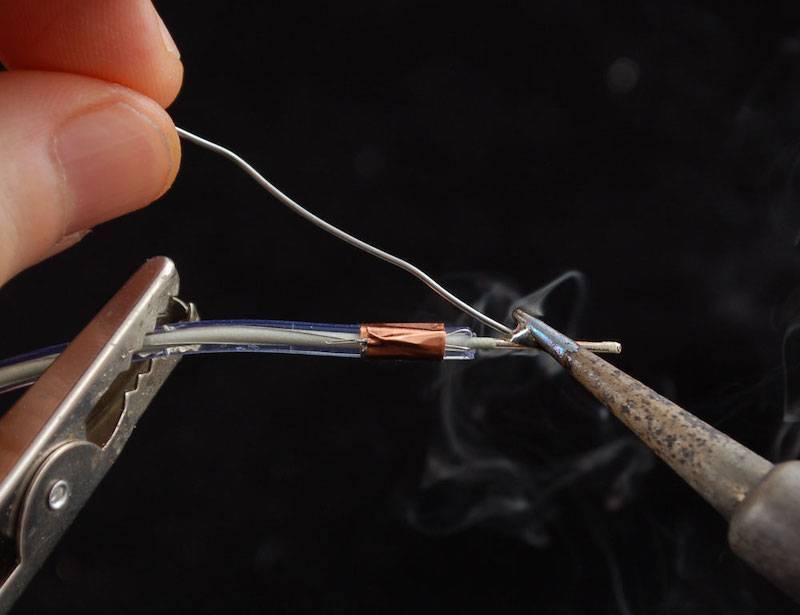
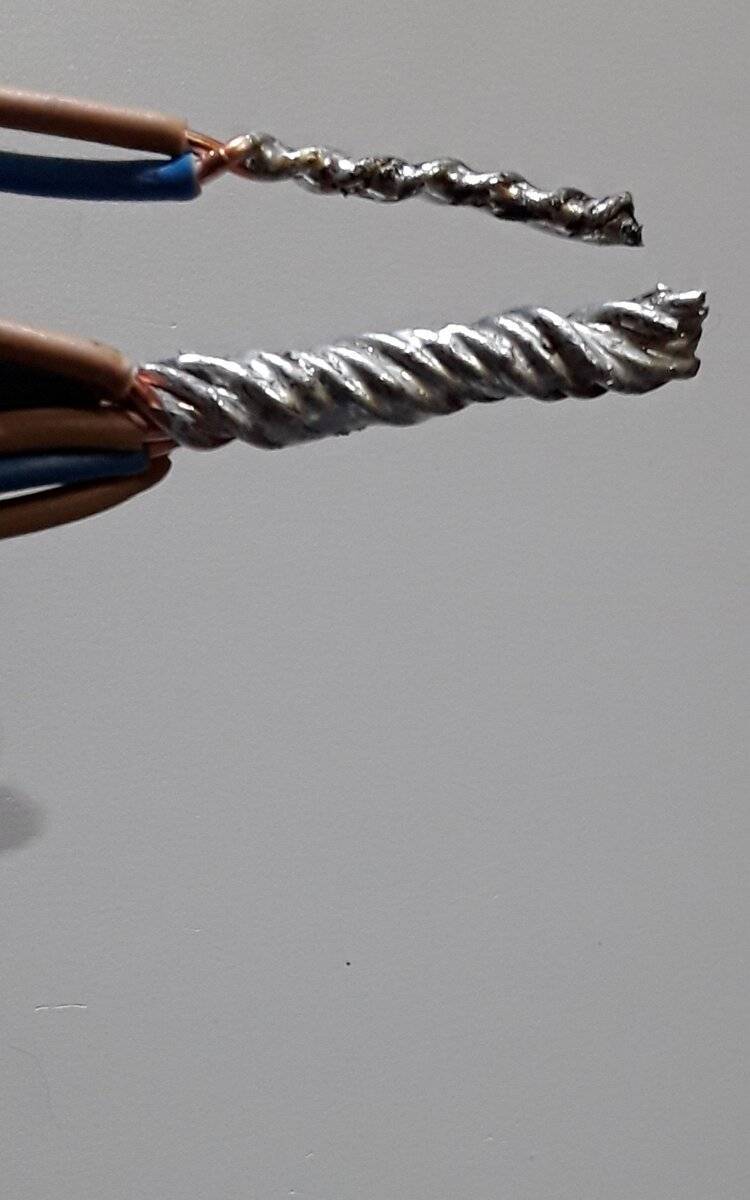
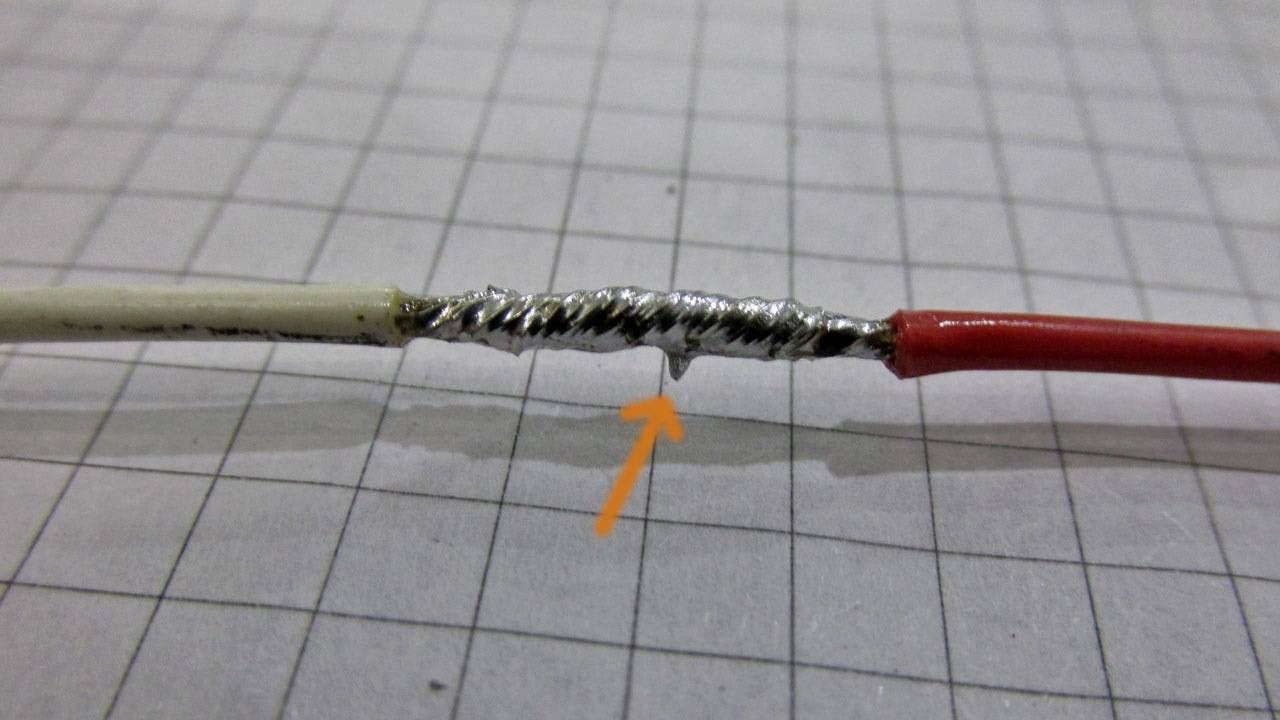
При пайке обычной скрутки особое внимание следует обратить на сечения каждого из проводов, которые могут иметь существенное отличие по толщине. Если один из них толстый, а другой несравненно тоньше его – их скрутка формируется особым образом. Для получения надёжного паяного соединения в этом случае следует намотать заранее залуженный тонкий провод вокруг хорошо зачищенной оголённой части толстого, а затем изогнуть её в любом удобном направлении
Лишь после этого следует тщательно пропаять зону из сочленения по всей длине оголённой части (предварительно нанеся на это место раствор канифоли)
Для получения надёжного паяного соединения в этом случае следует намотать заранее залуженный тонкий провод вокруг хорошо зачищенной оголённой части толстого, а затем изогнуть её в любом удобном направлении. Лишь после этого следует тщательно пропаять зону из сочленения по всей длине оголённой части (предварительно нанеся на это место раствор канифоли).
Для снятия изоляции с проводников можно воспользоваться обычной зажигалкой, под пламенем которой защитная плёнка сначала сжигается, после чего её остатки соскабливаются ножом или скальпелем.
Таким образом, весь процесс пайки условно может быть разбит на два этапа, на каждом из которых осуществляются следующие действия.
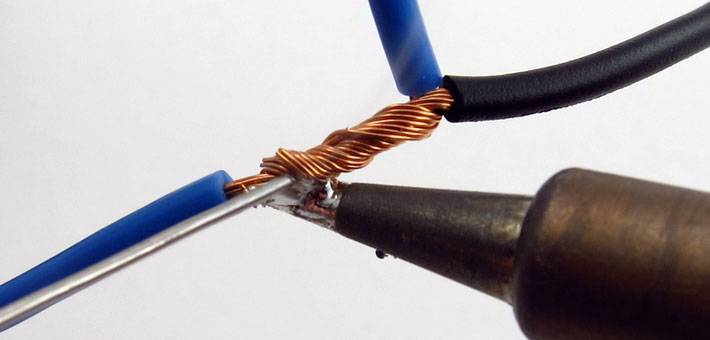
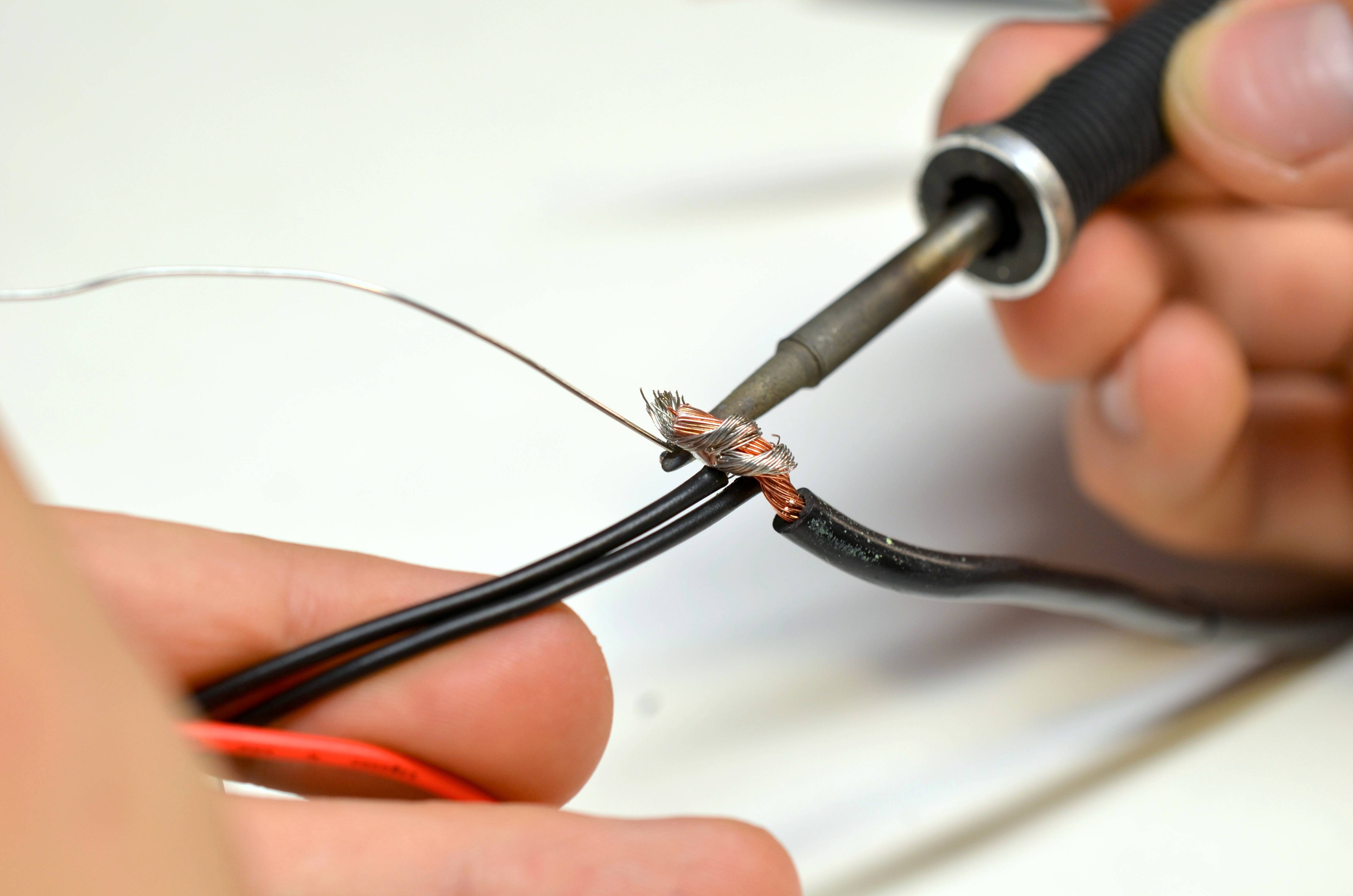
Во-первых – подготовка (удаление с поверхности лака) и лужение самих проводов. А во-вторых – их надёжная запайка в месте контакта. При параллельном соединении (без скрутки) жил необходимо уложить их вплотную на рабочей площадке стола и, придерживая одной рукой, во вторую взять паяльник и прогладить жалом место контакта.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
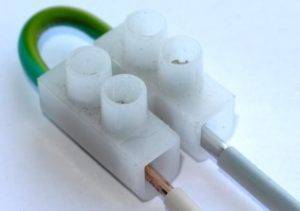
Болтовое соединение
Болты для соединения проводов раньше применялись часто, сейчас этот метод больше присущ цепям с повышенным напряжением. Контакт получается надёжным, но подсоединённый таким способом электрический узел выходит уж слишком громоздким. До недавних пор в квартирах устанавливались большие распределительные коробки, в них хоть как-то, но можно было расположить такое соединение. Современные коробки миниатюрнее и не рассчитаны под коммутацию проводов подобным методом.

Но знать о нём непременно нужно, потому что это – один из способов решить вечную проблему соединения проводников, выполненных из различных металлов. Болтовой контакт идеально подходит для коммутации абсолютно несовместимых жил – тонких и толстых, алюминиевых и медных, одножильных и многожильных.
Жилы проводов необходимо зачистить и кончики скрутить в виде колечек. На болт надевается стальная шайба, далее накидываются колечки соединяемых проводов (это в том случае, когда они из однородного металла), потом следует ещё одна стальная шайба и всё закручивается гайкой. В случае если выполняется подключение алюминиевого и медного проводов, между ними необходимо расположить ещё одну дополнительную шайбу.
Плюсы такого соединения заключаются в его простоте. При необходимости болтовую конструкцию всегда можно раскрутить. Если надо, то можно добавить ещё жилы проводов (насколько позволит длина болта).
Самое главное в таком виде соединения – не допустить прямого контакта меди и алюминия, не забывать прокладывать между ними дополнительную шайбу. И тогда такой коммутационный узел прослужит долго и надёжно.
Крутим сами
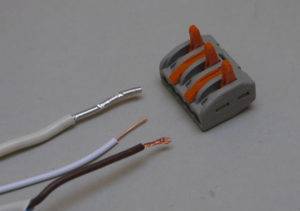
При профессиональном монтаже для выполнения соединения используют специальные зажимы — СИЗ (соединительный изолирующий зажим), при их применении итоговая скрутка разрешена с точки зрения ПУЭ, но стоит помнить, что такое устройство не рассчитано на высокие токи.

Итак, как же правильно скручивать провода в домашних условиях? Для проведения данной манипуляции необходимо:
- заранее учесть все нюансы (расположение, нагрузка подключаемой техники и так далее);
- обзавестись необходимыми инструментами (плоскогубцы, нож, наждачная бумага, термоусадка, желательно иметь термофен и устройство для снятия изоляции, шуроповерт при его наличии).
Рассмотрим ситуацию с плетением из шнура с монолитной жилой:
Необходимо зачистить концы каждого провода на 3–4 см с помощью специального инструмента (стриппер) или же строительного ножа
Крайне важно снять изоляцию и не оставить на жиле глубоких порезов. Потом на один из концов надеваем термоусадку
После чего обезжириваем зачищенные поверхности спиртом/ацетоном/уайт-спиритом. Затем, взяв наждачную бумагу, зачищаем жилы проводов. Накладываем жилы параллельно друг другу, удерживаем плоскогубцами. Выполняем плетение (в соответствии со схемой) по часовой стрелке, не менее 5 витков для одно жилы. Жилы должны плотно прилегать друг к другу. Сдвигаем термоусадку на место контакта и прогреваем феном или зажигалкой



Важно, чтобы термоусадка плотно «взялась» на месте скрутки. С многожильным шнуром ситуация обстоит немного иначе:
С многожильным шнуром ситуация обстоит немного иначе:
Зачищаем концы каждого провода на 3–4 см с помощью специального инструмента (стриппер) или же строительного ножа
Крайне важно аккуратно снять изоляцию и не повредить/отрезать жилы шнура. На один из концов шнура надеваем термоусадку
Распускаем жилы каждого шнуры на небольшие «косички». Обезжириваем полученные «косички» спиртом/ацетоном и так далее. Накладываем жилы друг на друга из каждого шнура между собой. Сплетаем между собой воедино, делая соединение плотным (не менее 5–6 витков на косичку). Сдвигаем термоусадку на место скрутки, прогреваем феном/зажигалкой. Термоусадка должна плотно «сесть» на месте соединения.

При необходимости создания «сплетки» из моножильного и многожильного шнуров, алгоритм так же меняется, причем крайне желательно плести по методу «Ответвление»:
- Зачищаем концы каждого провода на 3–4 см с помощью специального инструмента (стриппер) или же строительного ножа. Следим за тем, чтобы не повредить жилы каждого из шнуров.
- Надеваем термоусадку на один из шнуров.
- Обезжириваем зачищенные участки спиртом/ацетоном и так далее.
- Одножильный конец загибаем на 180 градусов, так, чтобы он потом прижал скрутку.
- Крутим многожильный шнур вокруг одножильного конца в соответствии со схемой (по часовой стрелке), не менее 5–6 витков, чем больше, тем лучше.
- Зажимаем заранее отогнутый конец одножильного провода и прижимаем его к выполненной скрутке плоскогубцами.
- Сдвигаем термоусадку на место контакта, прогреваем феном/зажигалкой. Следим за тем, чтобы термоусадка была хорошо зафиксирована на месте скрутки.
На этом можно считать работы выполненными грамотно и качественно. При следовании инструкциям и соблюдении всех необходимых мер вы гарантированно получите качественное соединение на долгое время.
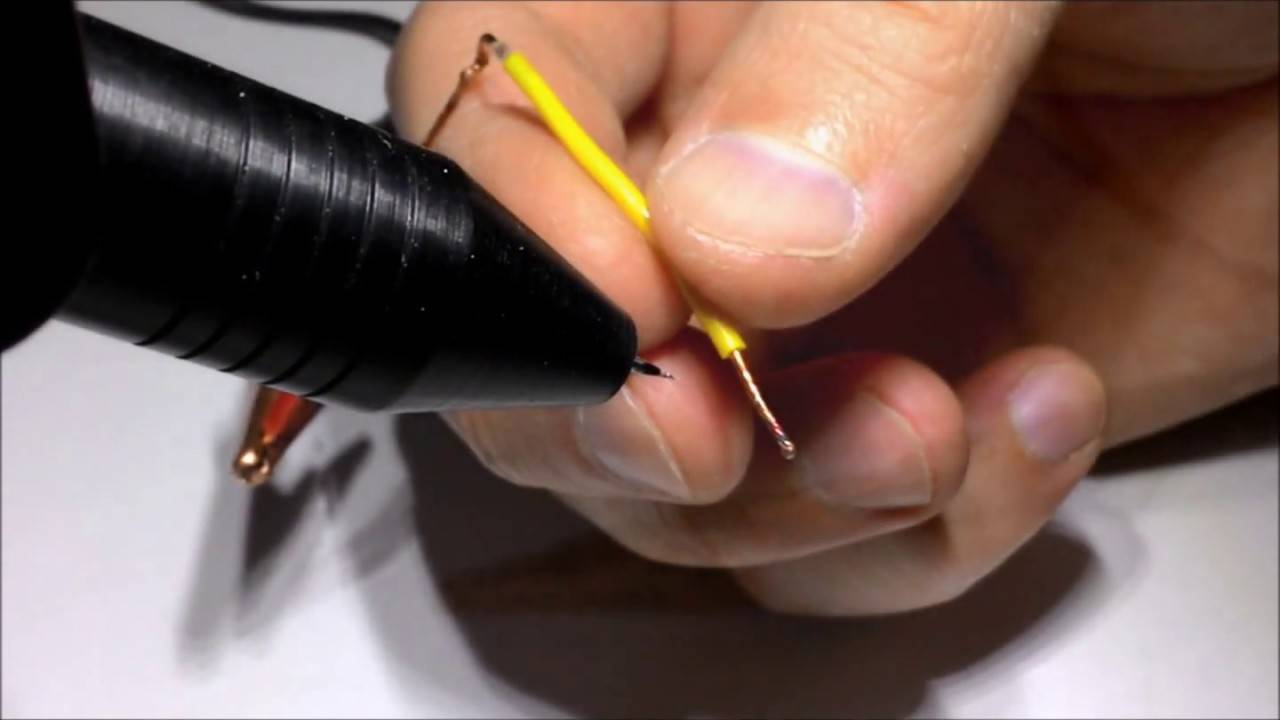
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Выбираем канифоль и флюсы
Выбор флюса или канифоли зависит от того, какие материалы будут спаиваться:
- Луженые детали. В таком случае применяется жидкая канифоль. Заменить можно флюс-пастой, которая не высыхает и не требует удаления остатков. Канифоль гель имеет гелеобразную структуру, средство легко смывается водой.
- Работа с небольшими радиодеталями. Для этого подойдут активированные канифольные флюсы, например, ЛТИ-120. Положительными качествами обладает и Глицерин гидразиновая паста. Однако после использования этого средства детали нужно обезжиривать.
- Пайка железных, латунных и медных деталей маленьких размеров. Хорошо справляется с поставленной задачей Жидкая канифоль Люкс.
- Соединение массивных оцинкованных деталей. В таких случаях используют кислотные флюсы (ортофосфорную или паяльную кислоту, Фим). Кислотные составы работают быстро, поэтому металл не нужно долго нагревать.
- Пайка алюминиевых деталей. Чтобы спаять провода подобных типов, раньше обычно обрабатывали канифолью жало паяльника. Однако сейчас для работы с алюминием и медью используют флюс Ф-64, который обеспечивает хорошее сцепление металлов. Средство содержит ядовитые химические вещества, поэтому работать рекомендуется в проветриваемом помещении. Более безопасным считается флюс Ф-34, обладающий меньшей активностью.
Ошибка №3 Работа без очков.
При пайке не
забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова,
упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная
ножка с радиодетали, случайно попавшая в глаз, приводит к печальным
последствиям.
Особенно
опасна пайка на весу или под потолком. В этом случае провода могут отскочить со
своего места и олово “пульнет” вам в глаз.
Поэтому
старайтесь в подобных случаях всегда одевать и использовать защитные очки. А
еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора;
- к сварочному аппарату подключают питание от сети;
- держатель с электродом подносят к концу скрутки;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.








На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
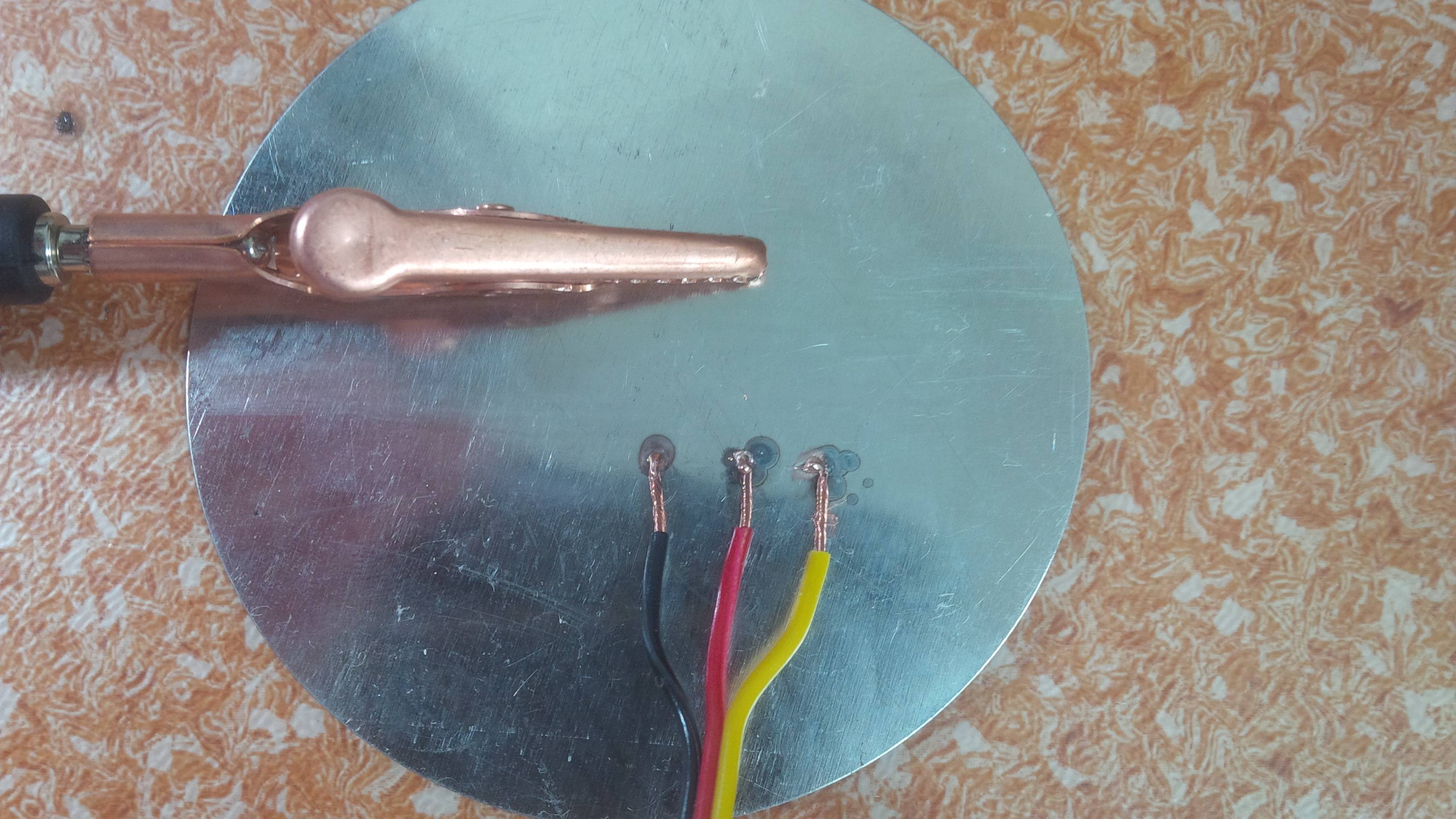
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Правила проведения паяльных работ
Прежде чем знать, как правильно пользоваться паяльником, необходимо все работы проводить в проветриваемом помещении, а если нет возможности проветривания, то оборудуйте место с сильной вентиляционной вытяжкой. Далее рабочая подготовка паяльника предусматривает зачистку металлической поверхности при помощи наждачной бумаги. Места грязи и дефектные участки обрабатываем напильником или усиленной наждачной бумагой. После этого берём небольшую кисточку и аккуратно намазываем кислотой повреждённые участки. После этого наносим припой на поверхность, который должен иметь жидкообразную форму.

Процесс пайки кислотой
В целом жидкий припой обеспечивает защиту обрабатываемой части поверхности, при кипении готовый кислотный флюс выходит на рабочую поверхность. Когда застынет припой, места обработки надёжно и полностью герметично фиксируются. Работа с паяльником предусматривает использование мощного прибора или фиксация при помощи открытого огня. При необходимости, можно использовать иные источники тепла, которые можно адаптировать с другими материалами металлической поверхности.
Особенности проведения пайки
Перед началом работы, необходимо подготовить место и инструменты, которые вы будете использовать для пайки. Ниже предлагаем вам информацию что нужно для пайки паяльником список, где указаны основные моменты предстоящей работы:
- Используйте паяльники с низковольтным напряжением, желательно 24В или 12В, и даже 6 В.
- Все паяльники должны быть заземлены, даже если это низковольтный прибор.
- Перед процессом пайки обязательно прогреваем плат специальным феном, а большеразмерные предметы над источником тепла.
- Тело специалиста также должно быть заземлено. Для этого используйте специальные заземляющие браслеты.
- Для миниатюрных плат не используйте кислоту, применяйте канифоль.
- Все работы проводите в специальной защитной маски или в очках-бинокулярах, для мелких работ.
- При необходимости дайте материалу остыть, чтобы продолжить технологический процесс пайки.
- В некоторые случаях используйте спирт для очистки поверхности.
- По окончании работы просушите поверхность обрабатываемого изделия.
- Используйте только проверенные компоненты для того, чтобы вы могли эффективно решить задачу – как правильно паять паяльником с кислотой латунь, медь, олово или другой металл.
Помещение обязательно нужно проветрить, используйте вентиляционные устройства и прочие технологические приборы. Все кислотные вещества необходимо хранить в специальных тарах. В качестве посуды используйте только такие основы:
- Стекло.
- Керамика.
- Фарфор.
- Фторопласт.
Такой материал посуды не контактирует с кислотой и не будет повреждений в рабочем процессе и в результате хранения кислоты в дальнейшем.
Инструменты и материалы для работы
Чтобы правильно подготовиться к паяльным работам, необходимо заранее подготовить инструменты и материалы, которые включают примерный список:
- Паяльник.
- Кислота.
- Подставка для паяльника.
- Пассатижи.
- Технический пинцет.
- Нож с тонким лезвием (можно канцелярский).
- Оловоотсос или специальная медная плётка.
Процесс пайки также имеет ряд последовательностей, которые необходимо соблюдать мастеру, в частности:
- Производим зачистку места проведения пайки дол блеска.
- Кисточкой обрабатываем место будущего припоя, аккуратно смазываем места, предотвращая попадания на руки кислоты.
- Плотно сжимаем обрабатываемые части.
- Обрабатываем место пайки при помощи паяльником, используем дополнительный источник тепла при необходимости.
- Даём остыть материалу.
- Очищаем поверхность от излишков.
Работы с паяльником можно осуществлять самостоятельно, как и приготавливать кислоту. Во время работы обязательно соблюдаем нормы и требования техники безопасности при работе с химическими компонентами, а также соблюдаем требования пожарной и электробезопасности. Несмотря на это, кислота для пайки остаётся популярной в среде специалистов. Учитывая химическую природу вещества, по окончание работы обязательно проветрите помещение и тщательно вымойте руки с мылом. Особые свойства кислоты позволяют качественно и эффективно устранять дефекты на различных металлах, которые присутствуют в нашей обыденной жизни.


Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Выводы
Припаять провода не представляется чем-то трудным. Даже совсем неопытный пользователь сможет выполнить эту процедуру без каких-либо серьёзных проблем. Может показаться, что это не такая уж и лёгкая процедура, но в основном такие мысли появляются из-за необходимости проведения лужения жала паяльника и проводов. Сам процесс лужения совсем не сложен, но все эти манипуляции просто могут вымотать, особенно если пользователь совсем не имеет опыта.
Следует помнить, что выбор паяльника должен осуществляться в соответствии с потребностями пользователя. Нужно знать, что для разных операций потребуются приборы с разными мощностями. Как было указано выше, паяльники с диапазоном от 15 до 30 Ватт слишком слабые и могут быть использованы только в слабых и лёгких процедурах пайки. К тому же даже простая пайка проводов от аудио-аппаратуры для таких приборов окажется задачей непомерной. Рекомендуется пользоваться паяльниками, обладающими мощностью от 40 Ватт. Они являются оптимальными вариантами для любых пользователей.
Паяльные станции являются весьма неплохими и полезными устройствами, но они имеют ряд недостатков. Для их использования требуется наличие определённого опыт, они энергозатратны, да и стоят они весьма дорога. В качестве плюсов можно упомянуть их долговечность, а также возможность контролировать температуру вплоть до градуса.
Процедура лужения весьма важна в процессе паяния, так что пренебрегать ею не стоит и не рекомендуется. Лучше немного повозиться с канифолью и припоем, чем впоследствии довольствоваться некачественной пайкой.





