

Выбор электродов для сварки инвертором для начинающих: как и какие выбрать по видам металла
Очень часто в домашних условиях главным критерием, которым руководствуется начинающий сварщик становится материал.
Нержавеющая сталь
Это одно из самых часто используемых комплектующих, поэтому расходники для него даже выделяют в отдельную группу. Для ручной берите ЦЛ-11 – это надежный и простой в эксплуатации вариант.
Чугун
Здесь также есть своя группа расходных элементов. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Медь
Специальные расходники для пластичного металла – ОЗБ-2М и АНЦ/ОЗМ-2.
Какие электроды лучше для инвертора
Выбирая стержни для инверторного сварочного аппарата стоит ориентировать в первую очередь на материал, который придется сваривать. Сердечник электрода должен быть сходен по типу с этим видом металлов. Нержавеющие стали требуют стержней из такого же вида, причем если сталь отличается свойствами жаростойкости – нужен такой же стальной пруток с жаропрочными характеристиками. Высоколегированные стали для образования ровного, прочного шва нужно сваривать прутками с тем же составом легирующих элементов.
МР-3
Универсальные широко известные электроды. Могут успешно применяться на слобокорродированном металле. Электроды Э46, покрытие Р и БР. Успешно применяется для сваривания конструкций из сталей углеродистого класса и низколегированных. Есть возможность сваривать изделия с большими показателями толщин.
Выпускаются электроды диаметром от 3 до 5 мм.
Особенности:
- высокие значения стойкости электродуги;
- небольшое разбрызгивание;
- легкий съем слоя шлака;
- легкое зажигание как первичное, так и повторное.
Существует требование зачистки сварочной поверхности и удаления окалины.
УОНИ 13/55
Дают возможность создавать высококачественные швы. С ними умеют работать опытные сварщики, мастера, имеющие высшую квалификацию. Тип электрода Э50А, покрытие предпочтительно основное. Напыление приемлемо фтористое или карбонатное, в этом случае снижается газосодержание шва и количество неметаллических вкраплений, ухудшающих качество.
Технические характеристики:
- диаметр от 2 до 4 мм;
- коэффициент по наплавке 9.5 г на А*ч;
- на 1 кг наплавленного металлического материала уходит около 1,5 кг прутков;
- предел текучести 420 мПа;
- предел прочности 530 мПа;
- относительный показатель удлинения 22%;
- ударная вязкость зависит от температурного режима, от 50 до 130 дж/см2.
АНО4
Стержни легко воспламеняются, их не нужно прокаливать. Электроды Э46, покрытие рутилом. Основной вид использования –сваривание стальной продукции углеродистых и низколегированных сортов. Работают со всеми видами тока в любых пространственных направлениях, за исключением направления сверху вниз.
Выпускаются с диаметром от 2 до 6 мм.
Технические параметры
- рутиловое покрытие
- наплавочный коэффициент 8,6 г на А*ч;
- производительная часть по наплавке 1,4 кг/ч при диаметре 4 мм.
- сопротивление 480 мПА;
- предел текучести 380 мПа;
- относительное удлинение 25%.
UTP 65D
Стержни хороши в работе с различными сталями и сплавами, швы будут качественные. Применимы для постоянного и переменного тока разной полярности. Рутиловое покрытие. Производятся в Австрии. Часто используется на автопредприятиях и мастерских по ремонту автомобилей для проведения кузовных работ.
Плюсы:
- стабильность дуги;
- малое разбрызгивание и, следовательно, минимизация потерь материала;
- возможность работы с различными толщинами металлоизделий, с деталями и листами тонко- и толстостенными.
- гладкие швы, не имеющие внутренних лакун. Можно обрабатывать сразу, как металл застыл.
- возможность проведения холодной закалки металлического материала по шву.
- легкое снятие слоев шлака.
- хорошая переносимость влажной среды, а также перегрева.
Особенности эксплуатации: перед самым процессом сварки прутки необходимо подвергнуть просушке в течение двух часов при температурном режиме в 160-170 гр. С. Зону свариваемых поверхностей зачищают. Работа с большими толщинами материала требует предварительной подготовки кромки с углом скоса примерно 60 градусов.
Лучшие электроды для любительской и профессиональной сварки
В рейтинг входят самые популярные модели этого сварочного элемента, предназначенные для ручной дуговой сварки распространенных видов стали. Это — изделия с рутиловым и основным покрытием.
Рейтинг лучших электродов с рутиловым типом покрытия
Элементы с покрытием данного вида (в том числе рутилово-целлюлозным) используются при переменном и постоянном токе. Отличаются легким первичным и повторным зажиганием, устойчивостью к отсыреванию. Сваривание может производиться во всех положениях.
МР-3С
Популярные электрические проводники Российского производства (фирма СпецЭлектрод) подходящие для бытовой работы, допустима сварка удлиненной дугой. Расход: 1,7 кг на 1 кг металла. Обязателен режим прокалки в течение часа при температуре от 120 до 160 градусов. Главная отличительная особенность этой модели – гарантированная устойчивость дуги, возможность сварки в любом положении. Не образует шлаковые и пористые включения. Подходят для сваривания необработанных поверхностей (например, имеющих ржавчину). Средняя стоимость – 890 руб.
СпецЭлектрод МР-3С

Достоинства:
- стабильность горения дуги;
- легкое зажигание;
- упрощен процесс сварки;
- высокое качество сварки.
Недостатки:
- высокая чувствительность к сырости;
- распространены подделки.
АНО-4
Еще одна известная модель от Российского производителя (ЛЭЗ – Лосиноостровский Электродный Завод), отличающаеся качеством и универсальностью. Режим прокалки в течение часа при температуре от 180 до 200 градусов. Возможна сварка короткой дугой и средней. Эти изделия применяются для сварки ответственных соединений при любом положении. Используются с оборудованием, подключенным к сети (постоянного и переменного тока). При работе не возникает дефектов, швы отличаются качеством и надежностью. Средняя цена составляет – 109 руб.
электроды ано-4

Достоинства:
- наплавленный металл не образует изъянов;
- легкость зажигания;
- простое отделение шлаков.
Недостатки:
- чувствительность к влаге;
- недопустимость сварки в вертикальном положении.
ESAB ОЗС-12
Плавящиеся элементы от дочерней фирмы ЭСАБ-СВЭЛ шведского производителя ESAB, применяющиеся для работы с углеродистой и низколегированной стали. Главная особенность – образование гладких валиков и аккуратного шва. Отсутствует склонность к появлению трещин в металле шва. Средняя стоимость — 820 руб.
ESAB ОЗС-12
Достоинства:
- высокое качество шва;
- аккуратное формирование валика;
- гарантированная прочность соединений.
Недостатки:
- перед применением нужна прокалка;
- необходимость хранения в термопенале.
ESAB SVEL OK 46.00
Марка надежных электродов российско-шведской фирмы, отличительной особенностью которых является стабильный быстрый розжиг и горение даже при небольшом отсыревании. Кроме того, они не боятся коррозии и загрязнений. Работа может производиться при любом направлении и положении, при постоянном и переменном токе. Благодаря этому можно производить работу с незащищенными поверхностями, а шов отличается прочностью. Для прокалки необходима температура от 80 до 90 градусов. Средняя цена составляет 830 руб.
ESAB SVEL OK 46.00
Достоинства:
- возможность сварки при минимальном токе;
- легкий розжиг;
- простое отделение шлака;
- возможность сварки ржавых и загрязненных поверхностей.
Недостатки:
не подходит для сварки труб.
Omnia 46 (KD 46)
Недорогие электроды, от популярной американской фирмы Lincoln Electric обеспечивающие идеальное зажигание. Это сварочное оборудование сертифицировано для работ с углеродистой и низколегированной сталью, при этом сварка может производиться в любом положении. Отличаются простотой и удобством применения, поэтому хорошо подходят для начинающих сварщиков. Могут применяться на бюджетном сварочном аппарате (инверторе). Подходят для сварки труб, так как швы отличаются высоким качеством и стойкостью к нагрузкам. Средняя стоимость – 182 руб.
Omnia 46 (KD 46)

Достоинства:
- стабильное горение дуги;
- отсутствие залипаний;
- легкое отделение шлаков;
- невысокая чувствительность к длине дуги;
- мало искр при работе;
- удобство работы даже с бюджетным оборудованием.
Недостатки:
обязательная прокалка.
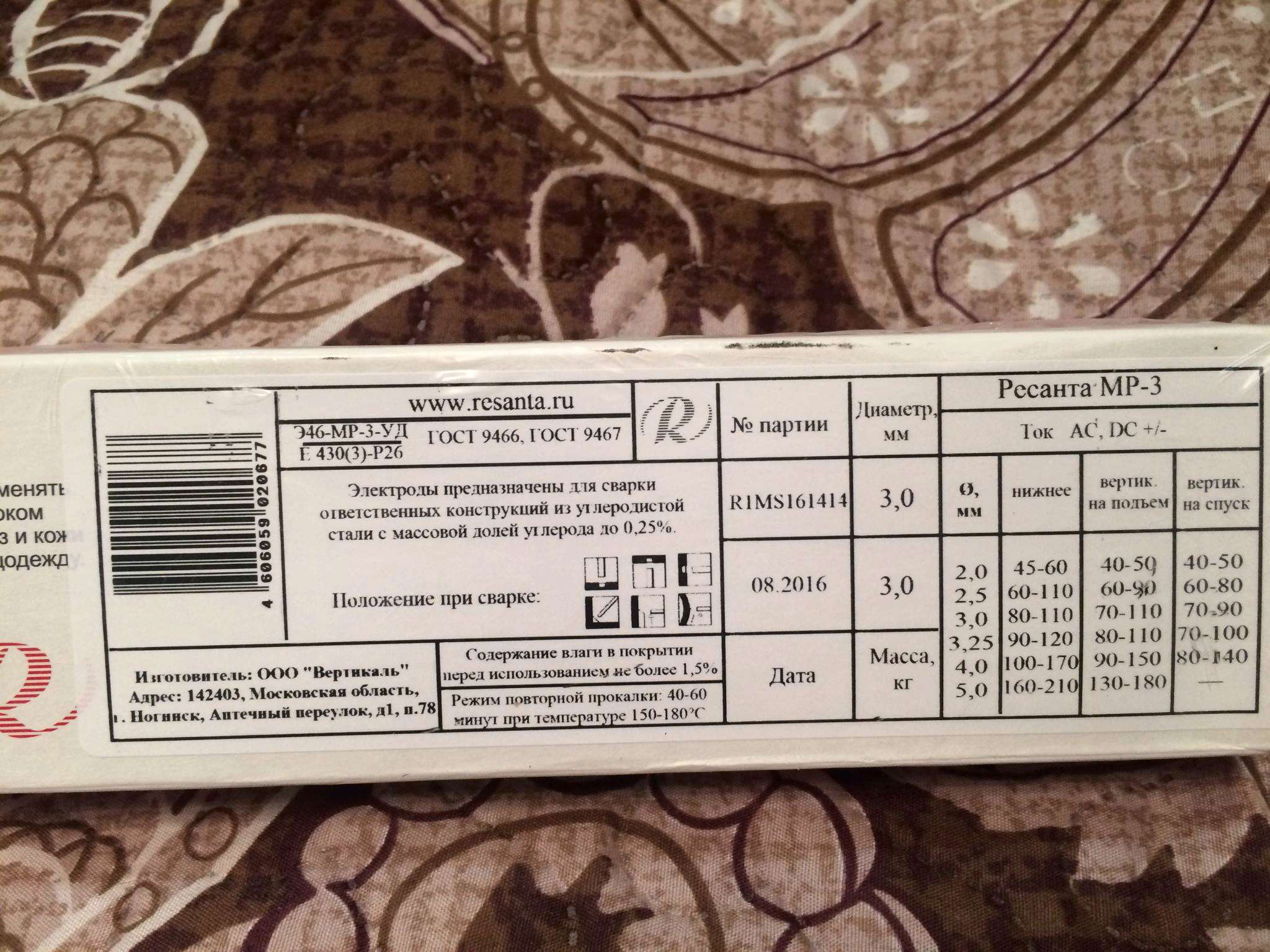
Resanta MP 3
Распространенная марка сварочных электродов, отличающихся легким розжигом. Позволяют производить сварку в любом направлении, не боятся загрязнений, а шлак легко удаляется после работы. Кроме того, это изделие не имеет повышенной чувствительности к качеству наплавляемой стали. Средняя стоимость – 450 руб.
Resanta MP 3

Достоинства:
- доступная цена;
- использование при постоянном и переменном токе;
- не происходит образования пор.
Недостатки:
- при отсыревании страдает качество шва;
- не подходят для высокоуглеродистой стали;
- необходима прокалка.
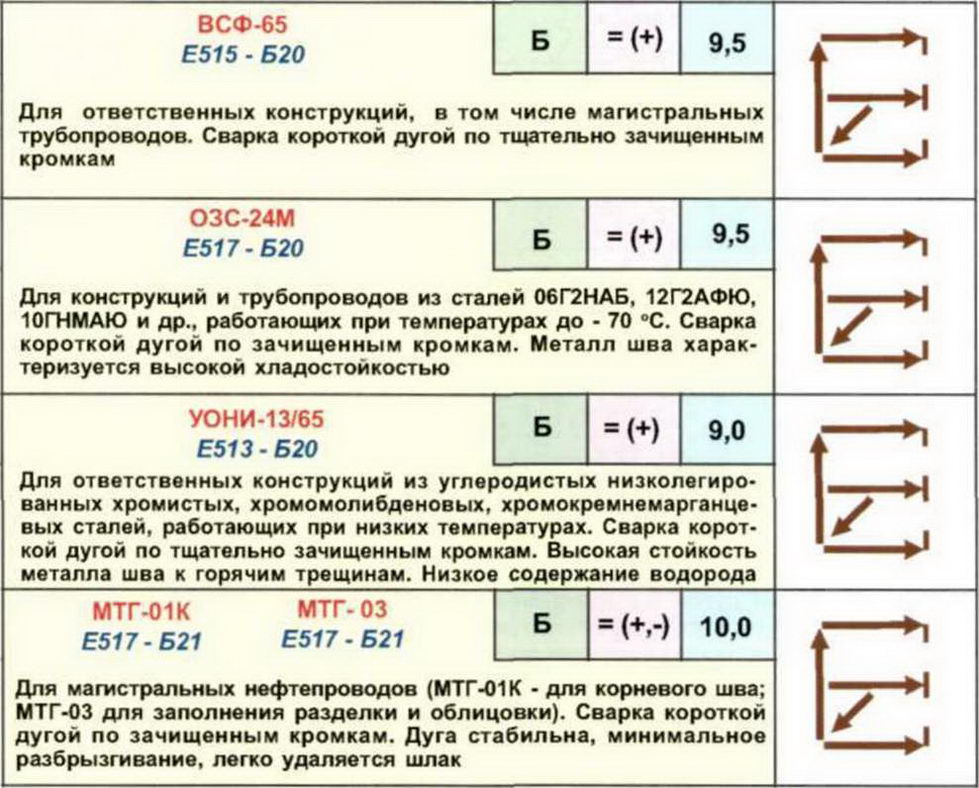
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.

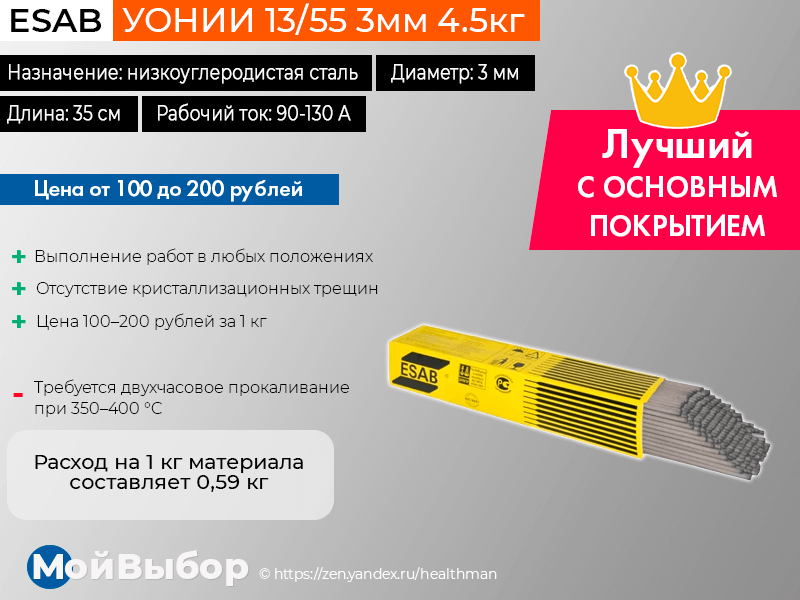



Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
ЧИТАТЬ ТАКЖЕ
6 лучших сварочных генераторов
Особенности выбора электродов
Выбирая расходные материалы, важно правильно оценить, какие лучше соответствуют вашим задачам. Из разнообразия, представленного в продаже, подходящие изделия определяют, руководствуясь такими критериями, как вид покрытия и диаметр
Последний не должен быть больше необходимого – это уменьшит плотность тока, ухудшит провар элементов и сделает образование сварочной дуги неустойчивым. У швов увеличивается ширина, что понижает их прочность.
Диаметр и размеры
При подборе расходных материалов для сварки надо определить правильный диаметр.
Он зависит от толщины соединяемых элементов:
- Для деталей толщиной 2 мм можно выбирать электроды с диаметром 2,5 мм.
- Для изделий 3 мм – электроды 2,5 мм.
- Для толщины 4-5 мм – диаметр 3,2-4 мм.
- Для деталей 6-12 мм – стержни 4-5 мм.
- Для толщины 13 мм – диаметр расходников должен составлять 5 мм.
Кроме толщины стержней, на процесс сварки влияет правильно выбранная мощность работы оборудования.
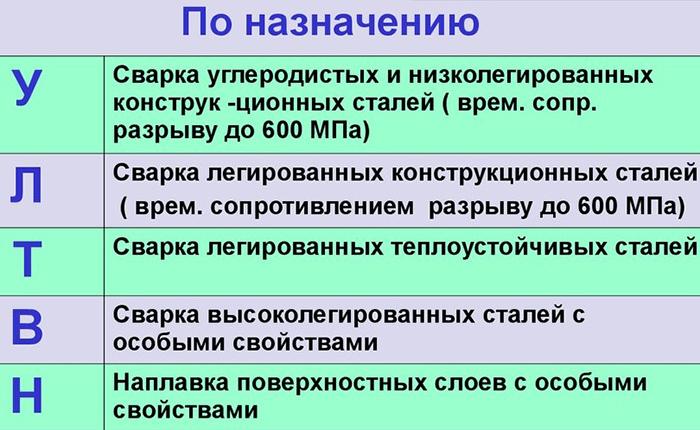
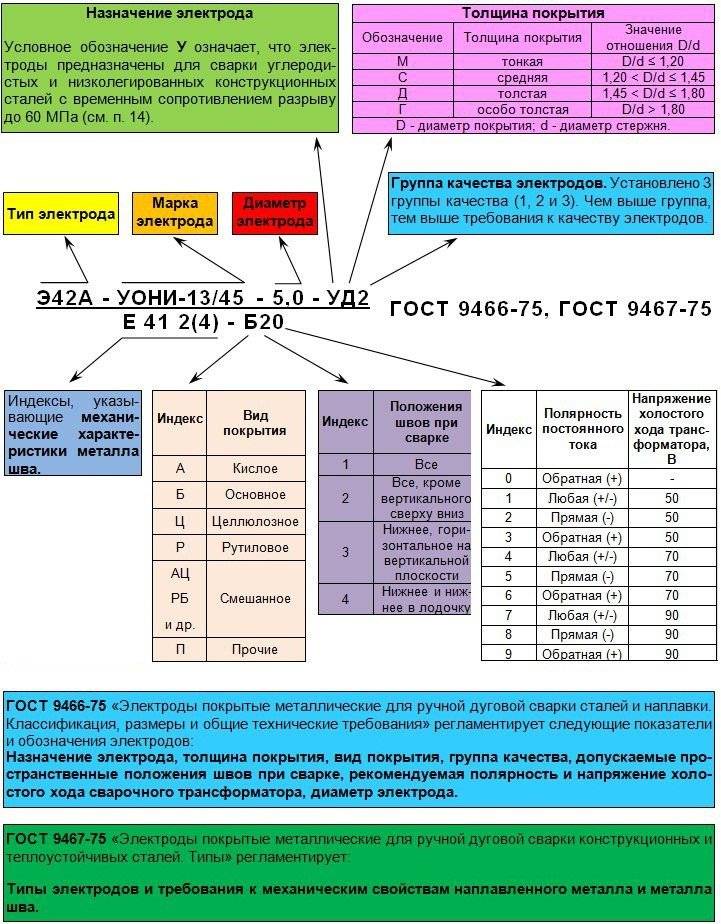
Назначение электрода
Перед тем как выбрать электроды, определите подходящее вам назначение. Для разных металлов существуют свои марки расходных материалов.
Вид подходящего для сваривания сплава определяют по букве в маркировке товара:
- У – используется для сваривания углеродистых слаболегированных сталей.
- М – для легированного материала.
- Т – для получения прочных соединений при работе с легированными сталями с повышенной теплостойкостью.
- Н – для сварки металла в области верхних слоев.
- Б – подойдет для работы с изделиями из высоколегированных сырьевых материалов особого назначения.
Рекомендуем к прочтению Схема подключения сварочного инвертора своими руками
Разбираясь в маркировке, несложно подобрать подходящий тип продукции для обеспечения хорошего качества сварки.
Внешнее покрытие
Производители для улучшения рабочих свойств электродов наносят на них специальные смеси.
Покрытия стержней распределяются по следующим категориям:
- Ферросилицийное, ферромарганцовое (отмеченное в маркировке буквой А). Его использование усиливает плавкость сердечника, что положительно действует при выполнении сварки нижних швов.
- Рутиловое (отмечается как Р), представляет собой слой двуокиси титана с жидким стеклом. При его применении происходит повышение образования шлаков, снижается испарение легирующих компонентов. Швы обладают высокой прочностью, стойкостью к разрывам.
- Ц – целлюлозный материал с добавлением марганца, талька и целлюлозы. Преимущество материала – в возможности сформировать защитное газовое облако в области сварочной ванны. Это помогает сделать соединение более качественным. Такие электроды часто используют для работы с трубопрокатом.
- Кальциево-карбонатное основное покрытие (Б), тоже способствует образованию защитного газа. Но для создания постоянного шва материал не подходит, необходимо проводить доработку.
Прочие варианты покрытий обозначаются буквой П. В них включают легирующие компоненты, увеличивающие прочность соединений.






Что такое сварочный инвертор?
Сварка — процесс непростой и ответственный. Освоить это ремесло может при желании каждый, но если раньше для работы приходилось использовать сложное и громоздкое оборудование, то сейчас достаточно приобрести сварочный инвертор, намного упрощающий задачу. Это сравнительно небольшой прибор, имеющий намного меньший вес, чем любой другой сварочный аппарат. Таким образом удалось упростить и облегчить процесс сварки. Сейчас сварочный инвертор практически вытеснил с рынка стандартные сварочные аппараты.
Как же работает сварочный инвертор? Напряжение, поступающее от электросети, подается на так называемый выпрямитель, далее происходит преобразование постоянного тока в переменный за счет особого силового модуля. Но переменный ток имеет повышенную частоту. Он, в свою очередь, подается на сварочный трансформатор, и напряжение от него после выпрямления подается на очень устойчивую сварочную дугу.
Сварочный инвертор КАЛИБР СВИ-250 4600 Вт
Главные достоинства сварочного инвертора:
- сравнительно небольшой вес прибора;
- улучшение характеристик дуги;
- повышение КПД;
- возможность снизить количество брызг во время работ;
- можно использовать различные электроды;
- широкий диапазон регулировки тока;
- упрощенный поджиг электрода;
- можно получить более прочный и качественный шов;
- легче освоить ремесло сварщика;
- электроды почти не залипают при соприкосновении с деталью.
Минусы, конечно, тоже есть. Как минимум, это высокая стоимость оборудования (раза в три больше, чем у обычных трансформаторов)
Также инверторы важно регулярно чистить от пыли — не реже раза в год. Да и на морозе работать с ними не получится — приборы не любят холод. Также сетевой провод, необходимый для подключения устройства к электросети, не может превышать длину 2,5 м
Также сетевой провод, необходимый для подключения устройства к электросети, не может превышать длину 2,5 м.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
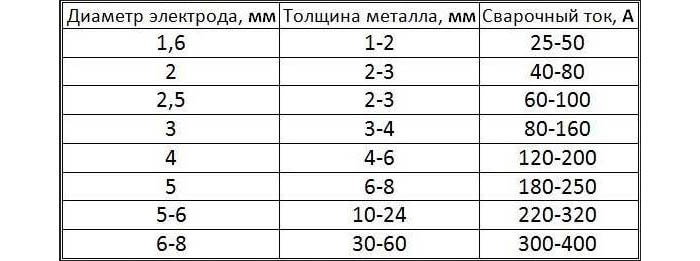
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
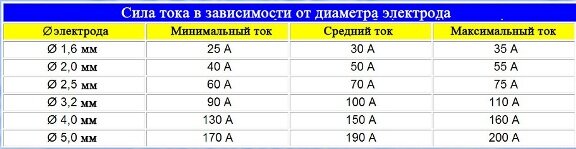
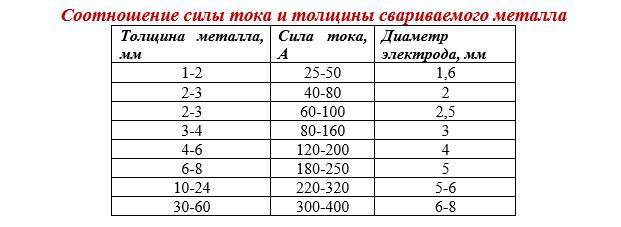
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
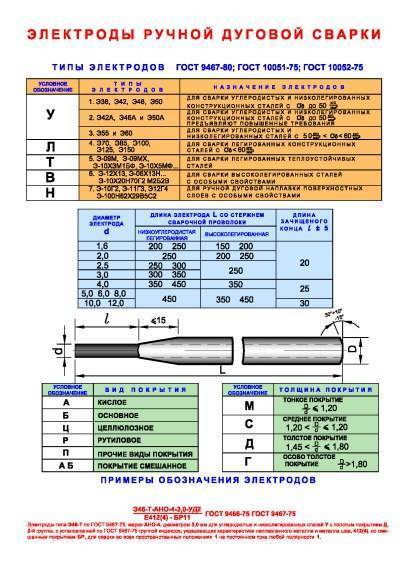
Виды и маркировка электродов
Выпускается более 200 видов электродов. Они отличаются покрытием, родом и полярностью тока, диаметром и назначением. Всё это затрудняет создание единой классификации. По этой причине, прежде чем купить электроды для сварки, рекомендуется внимательно познакомиться с маркировкой.
Покрытие
В зависимости от этого параметра выпускают следующие виды продукции:
- Кислые (А) – в составе присутствуют оксиды кремния, марганца или железа. Используются для низколегированных сталей. Рекомендуются для создания конструкций с низкими требования к качеству швов;
- Основные (Б) – имеют низкую окислительную способность. В наплавленном металле минимальное содержание водорода;
- Рутиловые (Р) – разработаны для низколегированных, малоуглеродистых сталей. Отличаются минимальным разбрызгиванием железа. Легко зажигаются, дуга стабильная;
- Целлюлозные (Ц) – покрытие содержит органические компоненты. При горении создаётся газовая атмосфера, защищающая рабочую поверхность. Шлак легко удаляется. Рекомендуются для ответственных конструкций.
На базе основных видов покрытий выпускают смешанные составы. В маркировке комплектующих содержится две буквы. Например – кислотно-рутиловое покрытие (АР).
Род и полярность тока
Подключение держателя к плюсу называется обратной полярностью. Присоединение медного провода к разъёму минус – прямая полярность. Модели с обратной полярностью меньше нагревают изделие, легирующие компоненты в железе выгорают медленно. При работе таким электродом уменьшаются температурные деформации, формируется широкий, но не глубокий шов. Расходники с обратной полярностью рекомендуются для крепления листового металла, толщиной 1-3 мм. При «+» на изделии больше нагревается стальная поверхность, чем электрод. По этой причине прямая полярность обеспечивает высокие темпы плавления, делает шов узким, а дуга горит стабильно.
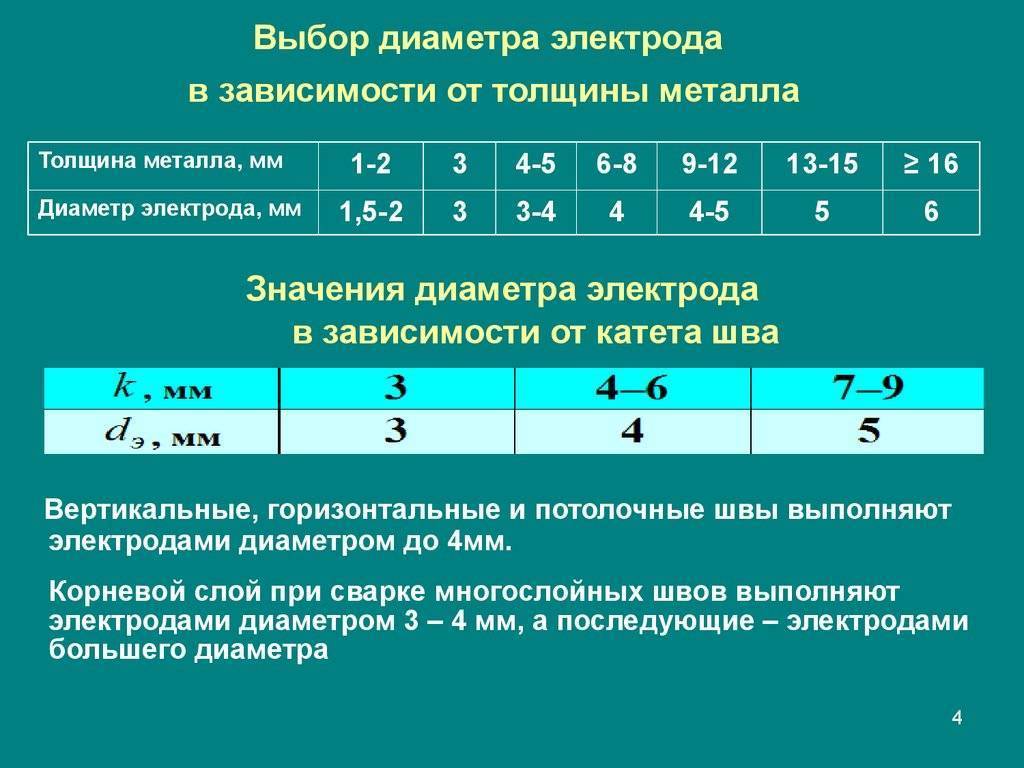
Диаметр
Выбор диаметра зависит от толщины обрабатываемого материала. Стоит придерживаться рекомендаций, приведённых в таблице:
При работе со сталью, тоньше 1,5 мм, используют автоматизированные системы. Ручная дуговая сварка не применяется.
Назначение
При производстве изделий учитывают химический состав обрабатываемого материала, его механические свойства. Выпускают электроды сварочные со следующей буквенной маркировкой:
- У – для конструкционной углеродистой стали или металлов с низким содержанием легирующих добавок. Рекомендуются для конструкций, у которых максимальное сопротивление разрыву не превышает 600 Мпа;
- Л – для легированных марок и конструкций, с высоким сопротивлением на разрыв;
- Т – разработаны для теплоустойчивых сталей;
- В – для работы с металлами, которые содержат большое количество легирующих добавок и обладают особыми свойствами;
- Н – предназначены для наплавки в несколько слоёв.
В каждой категории производят несколько марок электродов.
Состав
Рутиловые электроды делают из различных видов сварочной проволоки и покрывают ее флюсом из оксида титана состава TiO2.
Отличительной особенностью флюса является наличие органического газозащитного компонента в его составе. В связи с этим перед применением стержни должны быть обязательно просушены.
Наличие влаги в покрытии приведет к наводороживанию соединения.
Отличить этот тип электрода от других по маркировке достаточно просто. Марки имеют в своем обозначении букву «Р» свидетельствующую о типе флюса. Так что эти сварочные электроды можно без труда отличить от других и не ошибиться.
Рейтинг лучших электродов с основным типом покрытия
Этот типа покрытия предназначен для работы при постоянном и переменном токе. Образуют швы высокого качества, поэтому данное изделие может применяться для ответственных соединений. Однако при этом возникают затруднения с зажиганием дуги, кроме того изделие имеет чувствительность к влаге. В связи с этим возникает необходимость в прокалке электродов, при этом режимы прокалки разных марок отличаются.
УОНИ 13/55
Очень популярная марка надежных электродов от российской фирмы Tigarbo, идеально подходящие для бытовой сварки при постоянном токе. Предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей, а также соединений, испытывающих воздействие низких температур. Шов отличается пластичностью и вязкостью. Средняя стоимость составляет 600 руб.
УОНИ 13/55
Достоинства:
- низкая чувствительность к отсыреванию;
- не образуется вредных включений в швах;
- создание долговечных и надежных соединений;
- стабильная защита сварочной ванны от кислорода.
Недостатки:
- необходимость обработки поверхности перед работой;
- затрудненное зажигание дуги (в том числе повторное);
- обязательный контроль за длиной и состоянием дуги.
ЭА-400/10У
Электроды российского производства, предназначенные для сварки ответственных соединений из нержавеющей, коррозионностойкой стали, а также изделий испытывающих на себе воздействие агрессивных сред (температурой до +360 градусов). Могут применяться при любом положении и направлении. Средняя цена 900 руб.
Достоинства:
- удобное зажигание;
- стабильное горение дуги;
- качество соответствует цене.
Недостатки:
- необходимость бережного хранения от сырости;
- обязательна прокалка.
LB-52U
Сварочные элементы японской фирмы Kobelco, хорошо справляющиеся со сваркой низкоуглеродистых видов стали при постоянном и переменном токе. Подходит для сварки ответственных конструкций, трубопроводов. Соединения отличаются герметичностью, высоким качеством ударной вязкости. Еще одно преимущество – формирование обратного валика, отличающегося аккуратностью. Средняя цена – 1 700 руб.
LB-52U
Достоинства:
- высокие показатели прочности и чистоты шва;
- простота в применении;
- поддержание и контроль дуги при любом направлении.
Недостатки:
- обязательная прокалка перед началом работы;
- при отсыревании происходит ухудшение качества;
- высокая стоимость.
ОЗЛ-8
Марка электродов российского производства, применяющихся для нержавеющей стали, а также материалов, состав которых отличается высоким содержанием хрома и никеля. Изделие подходит только для работы при постоянном токе обратной полярности, при этом длина дуги должна быть короткой. Шов получается прочным, не боящимся коррозии. Средняя цена составляет – 530 руб.
ОЗЛ-8
Достоинства:
- отсутствие трещин в шве;
- легкое отделение шлака;
- идеально для работы с нержавеющей сталью.
Недостатки:
ухудшение характеристик при отсыревании.
Выбор электродов для сварки инвертором чугуна

Чугун – сплав углерода и железа, который также содержит примеси и легирующие добавки. Чугун обладает уникальными свойствами, которые оказывают влияние на сварочный процесс:
- быстрое охлаждение чугунных изделий приводит к “отбеливанию”, т.е. к образованию хрупких и необрабатываемых участков;
- неправильно выбранный режим сварки приводит к трещинообразованию;
- формирование шва осложняется высокой текучестью чугуна;
- при нагреве чугун быстро переходит из твердого состояния в жидкое;
- из-за окисления кремния поверхность сварочной ванны может покрыться тугоплавкими оксидами, которые приведут к непроварам.
Выделяют несколько разновидностей чугуна, в зависимости от вида сплава мы выбираем соответствующие марки электродов.
Ковкий чугун рекомендуется варить стержнями:
МНЧ-2 – универсальная марка, применяющаяся для выполнения большого спектра работ.
Сварка электродами ОЗЧ-2 выполняется холодным методом, что является оптимальным вариантом для домашних работ.
Высокопрочный чугун варится расходниками ЦЧ-4; ОЗЧ-3. Первая марка отличается хорошими сварочно-технологическими показателями. Металл, наплавленный с помощью прутков ОЗЧ-3, отлично поддается обработке методом резания.






Для серого чугуна используются прутки ОЗЖН-1; ОЗЖН-2; ОЗЧ-4. Сваривание осуществляется постоянным током, который положительно влияет на инверторную сварку и на итоговый результат.
Исправление дефектов чугунного литья проводится расходными материалами ОЗЧ-1. Существует возможность выполнять работы холодным и горячим методами.
Лучшие электроды с кислым покрытием
Кислые смеси, используемые при производстве электродов этого типа, отличаются низкой ценой. Покрытие устойчиво к высокой влажности и механическому воздействию. При горении формируют стабильную дугу, место стыка имеет минимальное количество пор. Розжиг лёгкий, независимо от напряжения питания.
RSE ST 308L-16 2.5мм
Электроды для сварки нержавейки выпускаются компанией из ОАЭ в Китае. Особенностью покрытия является добавление в состав смеси рутила и низкое содержание углерода. Это обеспечивает лёгкое отделение шлака, образующегося при плавлении. Могут использоваться во всех положениях в пространстве, за исключением строгого направления сверху вниз.
Формирующийся шов устойчив к появлению горячих трещин и межкристаллитной коррозии. Ферритная фаза в наплавленном металле не превышает 4,5%. Длина стержня 30 см. Рекомендуемая сила тока 50-100 А. Поставляются в пластиковой коробке, что удобно для хранения и повышает уровень защиты от внешних воздействий. Сформированное соединение выдерживает давление на разрыв до 580 Мпа – один из лучших показателей в классе.

Достоинства:
- Небольшое количество брызг;
- Хорошо зажигаются;
- Стабильная дуга;
- Легко отделяется шлак;
- Экономный расход.
Недостатки:
Не обнаружены.
Электроды демонстрируют стабильный результат при сварке с отрывом и без отрыва. Сохраняют все свои преимущества при работе в форсированном режиме.
RSE ST 308L-16 3.2мм
Толщина 3,2 мм позволяет создавать конструкции из листовой стали 3,5-4 мм. Для улучшения качества шва и контроля над процессом в кислую смесь добавили рутиловых компонентов. Это обеспечило снижение количества брызг, защитило от появления трещин, снижающих прочность соединения. Могут использовать с инверторными аппаратами. Рекомендуемый диапазон силы тока 70-130А.
Обмазка прочная, устойчива к механическому воздействию и повышенной влажности. Поставляются в пластиковом тубусе, который защищает от случайного повреждения. Низкое содержание углерода упрощает отделение шлака, который образуется в процессе плавления. Изделия стабильно горят при малых токах, созданное соединение обладает хорошей прочностью на разрыв.

Достоинства:
- Безупречные результаты при работе с нержавейкой;
- Многоразовый пенал;
- Стабильность дуги при разных режимах;
- Быстро зажигаются;
- Длина 350 мм.
Недостатки:
Завышенная цена.
Плюсы и минусы
При сравнении основного покрытия электродов с другими видами можно выделить как преимущества, так и недостатки этого вида.
К преимуществам относится:
- Высокий показатель пластичности и ударной вязкости.
- Низкое содержание газов и различных примесей в металле шва.
- Стойкость к образованию горячих трещин.
- Высокое сопротивление сероводородному растрескиванию. Идеально подходят для сварки трубопроводов, по которым проходят сероводородные соединения.
- Надёжно сваривают ответственные конструкции.
- Удобно выполнять швы любого пространственного положения.
- Малая окислительная способность. Улучшается процесс раскисления и легирования металла.
Из недостатков можно выделить:
- Повышенная чувствительность к влаге. Электроды с таким покрытием нужно хранить в сухом месте.
- Сварочная дуга может гореть нестабильно, если используется переменный ток.
- Удлинение дуги при сварке часто приводит к появлению пор в шве.
- Если покрытие увлажнено, в наплавленном металле повышается содержание водорода. Это также может привести к образованию пор.
- Нужно прокаливать электроды непосредственно перед сваркой, так как оптимальный уровень влажности покрытия должен составлять 0,3%.
- Если на поверхности свариваемых конструкций есть ржавчина, это тоже часто становится причиной появления пор в шве.





