

Другие методы соединения меди и алюминия
Для соединения разнородных проводов, в данном случае, это медь и алюминий, существуют и другие методы, которые вполне себя оправдывают, что подтверждает многолетняя практика.
Метод опрессовки
При прокладке и монтаже электропроводки, появляется необходимость неразъёмного соединения медных и алюминиевых проводов опрессовкой с помощью гильзИсточник samelectrik.ru
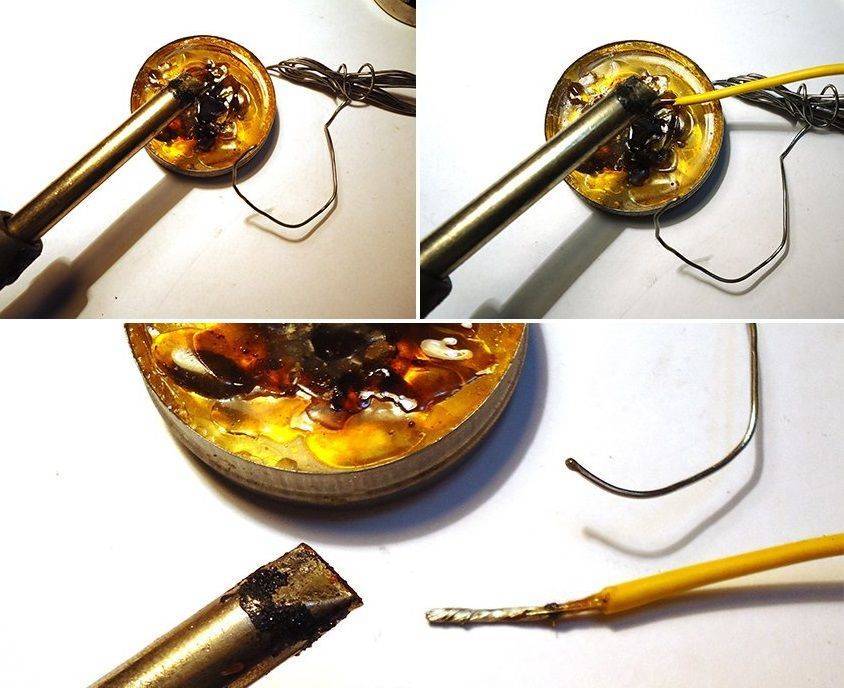
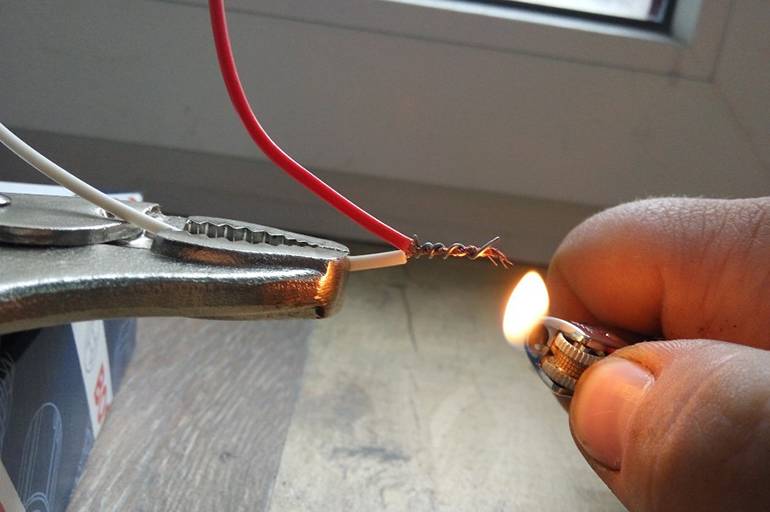
Метод пайки для соединения алюминиевых и медных проводов подходит далеко не всегда, и причины могут быть разными. Во-первых, у вас просто может не оказаться флюса, а соединение нужно сделать срочно. Во-вторых, может не оказаться возможности подключения к ≈220 V, в-третьих, может отсутствовать свободное пространство, чтобы подобраться паяльником. Например, в электрической распределительной коробке (дозе) все скрутки должны быть хорошо изолированы, но привычная всем тряпичная лента в данном случае не подходит, так как она пропускает кислород, который будет способствовать окислению алюминия и, как следствие, перегоранию скрутки. Поэтому одним из самых оптимальных вариантов изоляции в таких ситуациях будет гильза – фрагмент нужной длины, отрезанный от термоусадочной трубки.
Термоусадку на скрутку надевают так, чтобы она хотя бы по сантиметру захватывала изоляцию на одном и на другом проводе. Сначала гильзу надевают на один из проводов, затем делают плотную скрутку, передвигают термичку так, чтобы она получилась по центру, но при этом с двух сторон захватывала изоляцию. После этого остается только подогреть термоусадочную трубку, и она обожмет как изоляцию по двум сторонам, так и саму скрутку. Нагревают ее, как правило, обыкновенной горящей спичкой, а остывает гильза за 1-2 минуты. После этого доступ кислорода к соединению прекращается.
Клеммные колодки
Один из самых распространенных способов соединения проводов — это клеммные колодкиИсточник elektroznatok.ru
Клеммные колодки или, как их называют электрики, клеммники, используются для соединения однородных и разнородных токопроводящих жил металлов. Для стыковки в пластиковой колодке используются болтовые или зажимные клеммы, которые обеспечивают стопроцентный контакт и полное отсутствие влияния окисления алюминия на медь. Между клеммами находится шунтирующая пластина из нейтрального металла (обычно, это луженая медь или латунь), на которую не влияет оксидная пленка. Самое основное в клеммной колодке – это хороший зажим обоих проводов, что является гарантией длительного эксплуатационного ресурса. Единственное противопоказание для такого соединения – это повышенная влажность воздуха. Если это происходит именно в таком помещении, то лучше использовать термоусадку.
Болтовое соединение
Иногда возникает необходимость соединения двух разных по химическому составу элементов электрических цепейИсточник samelectrik.ru
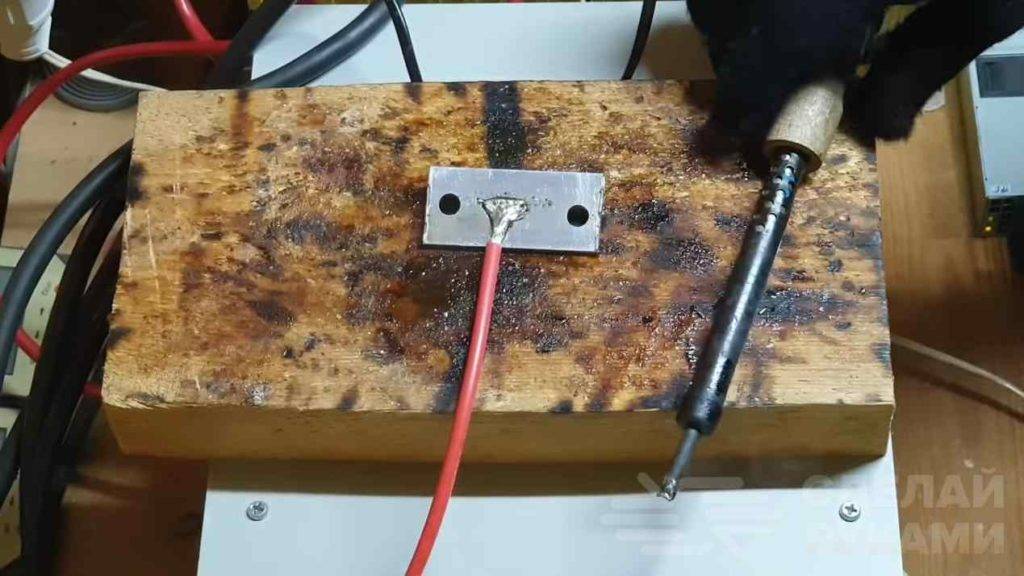
В правилах устройства электроустановок (ПУЭ) говорится о том, что обычные скрутки из двух разных по химическому составу элементов электрических цепей запрещены. Такие соединения можно производить только при помощи пайки либо других способов, указанных выше – при помощи клеммных колодок, термоусадочной трубки или болтового соединения. Последний вариант чрезвычайно прост: для этого нужен болт, одна гайка и три шайбы, как это показано на верхней фотографии. Но у этого метода есть серьезный недостаток – он подходит только для воздушных линий, так как на таком соединении отсутствует какая-либо изоляция. Безусловно, как вариант, такую конструкцию с маленьким болтом можно собрать в распределительной коробке (дозе) и обезопасить тряпичной изолентой, но это, скорее, исключение, нежели правило.
Пайка алюминия с медью припоем castolin.
В заключение следует обратить внимание на то, что при пайке меди и алюминия для лужения ПУЭ запрещает использовать соляную кислоту. Дело в том, что после завершения работ кислота все равно остается на скрутке и через время обязательно разрушатся провода
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.

Подготовка к процессу пайки
Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
Подставкой , на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала.
Штативом, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
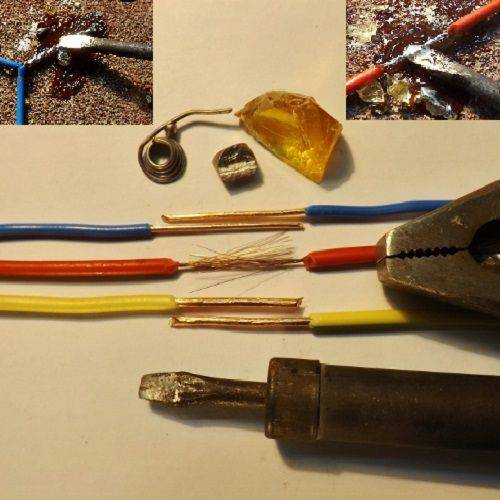
В набор необходимых инструментов входит:
- напильники;
- круглогубцы;
- кусачки;
- пассатижи;
- пинцеты;
- наждачная бумага;
- нож.
Подготовка паяльника
Перед работой с паяльником, его жалу придают определенную форму. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.
Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли.
Для нержавейки используется ортофосфорная кислота.
Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка.
Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.




Припои для пайки

С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
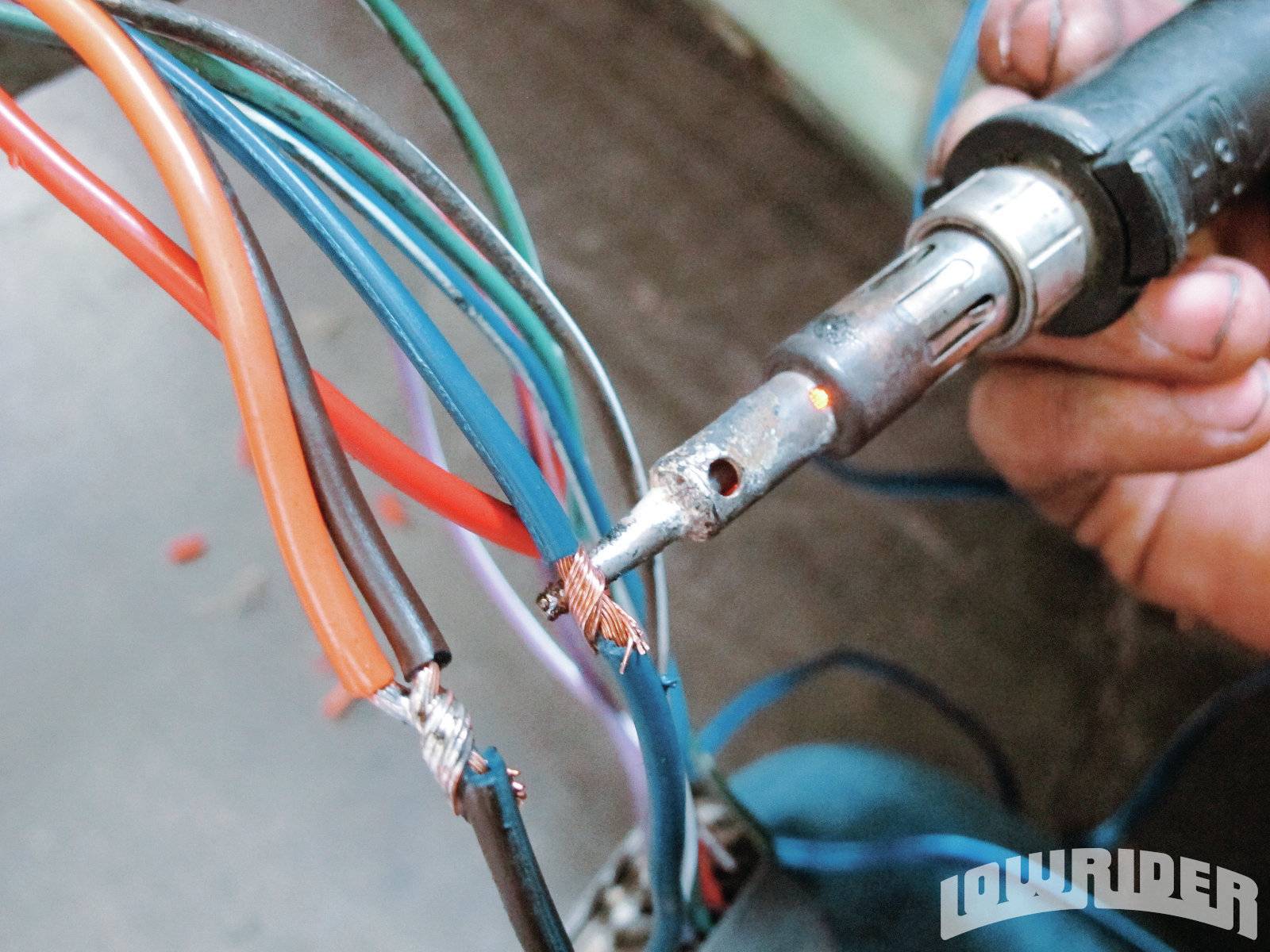
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
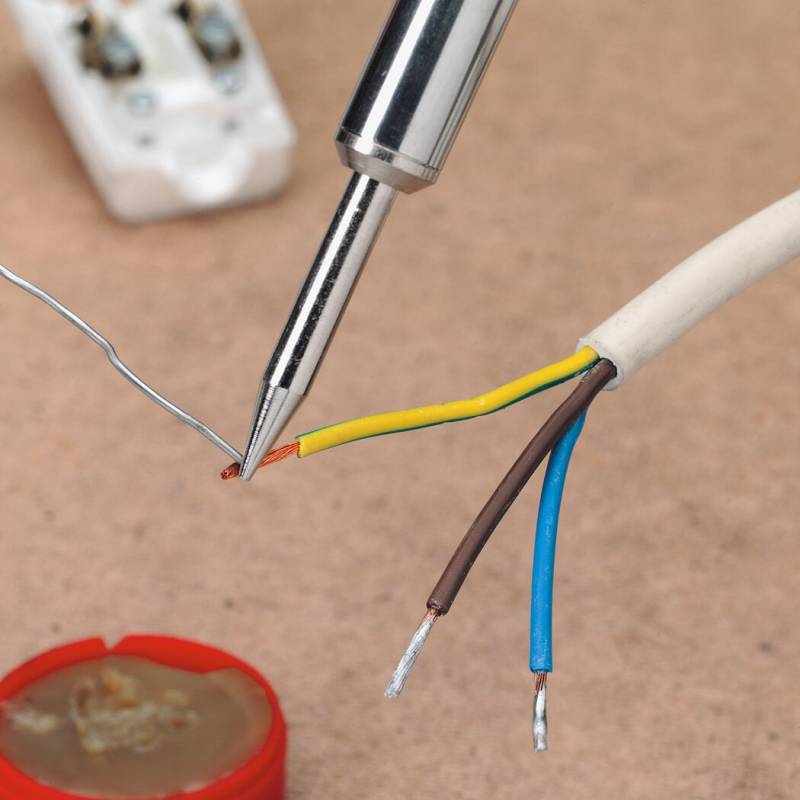
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
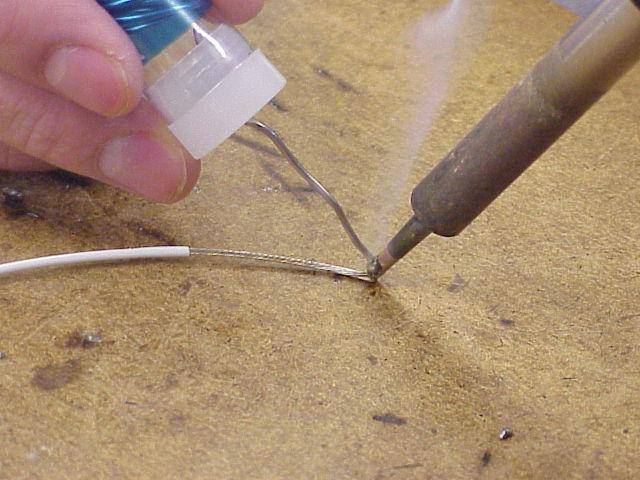
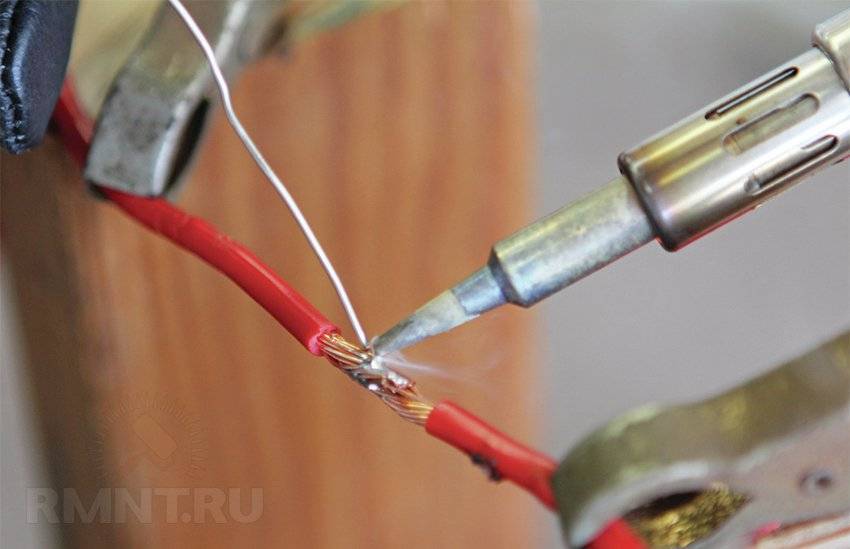
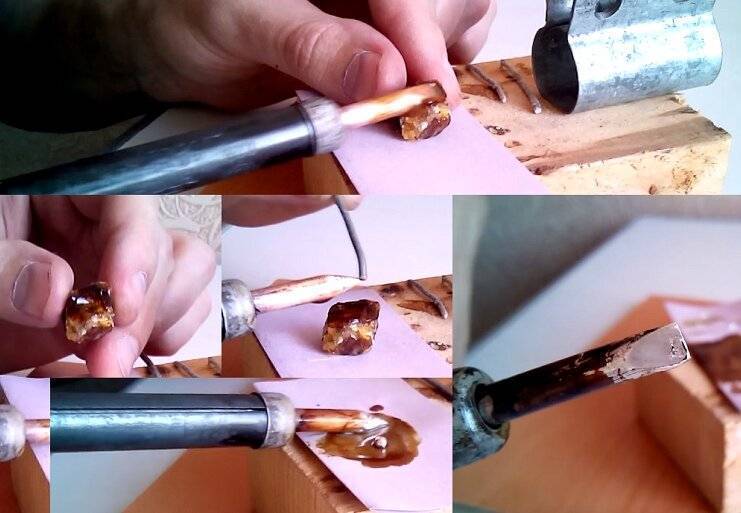
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
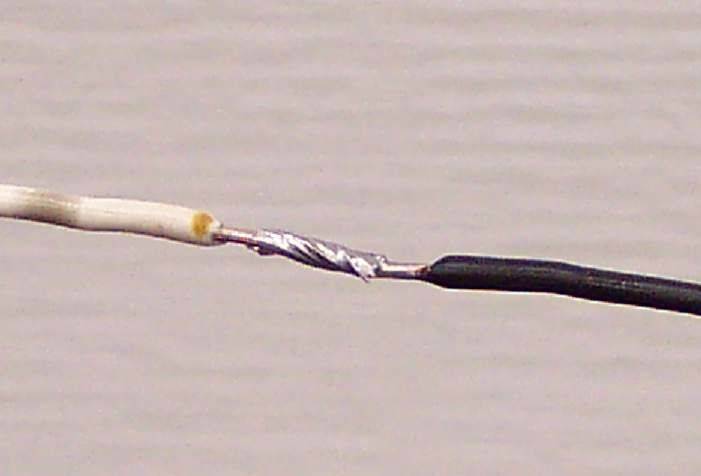
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
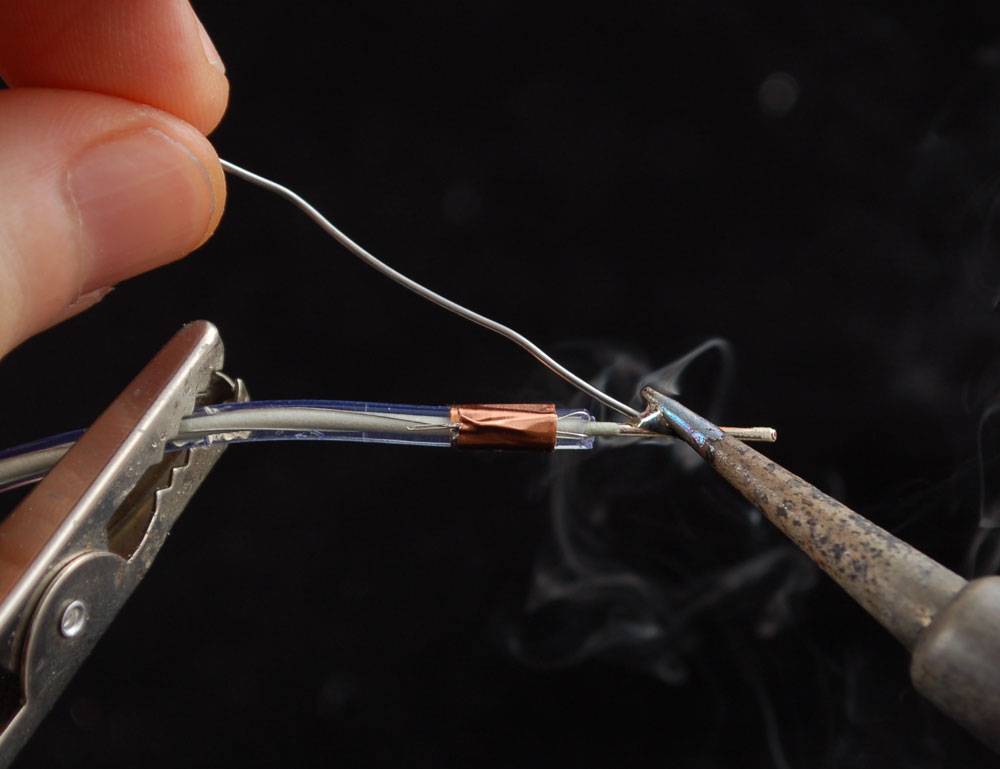
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

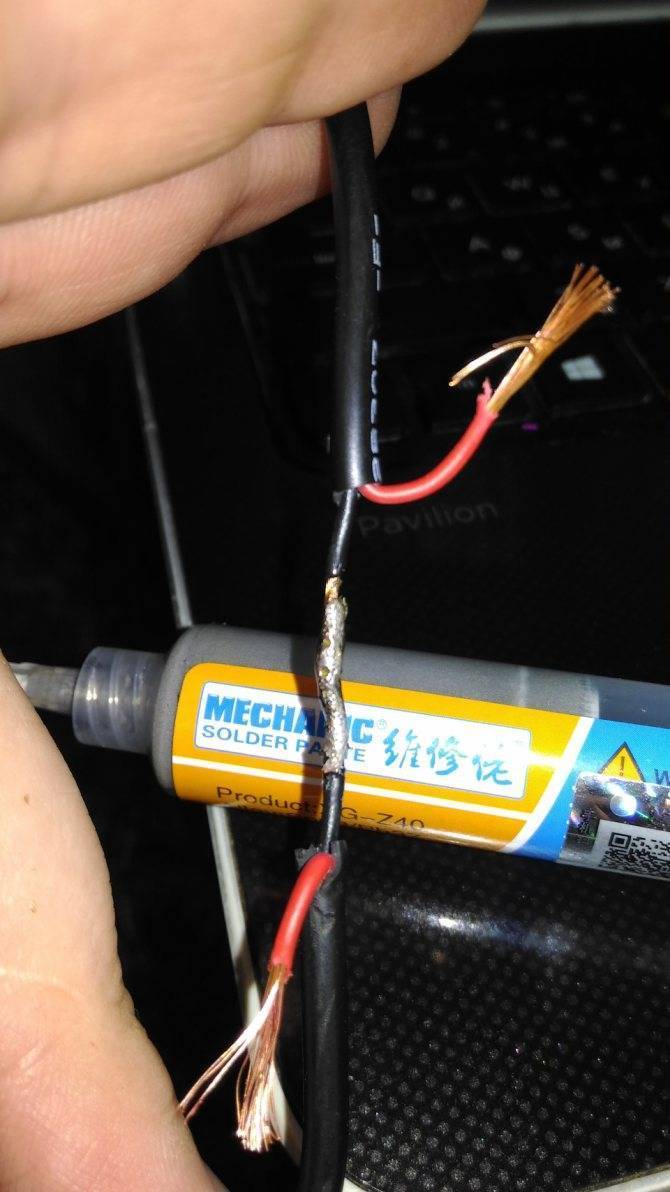
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
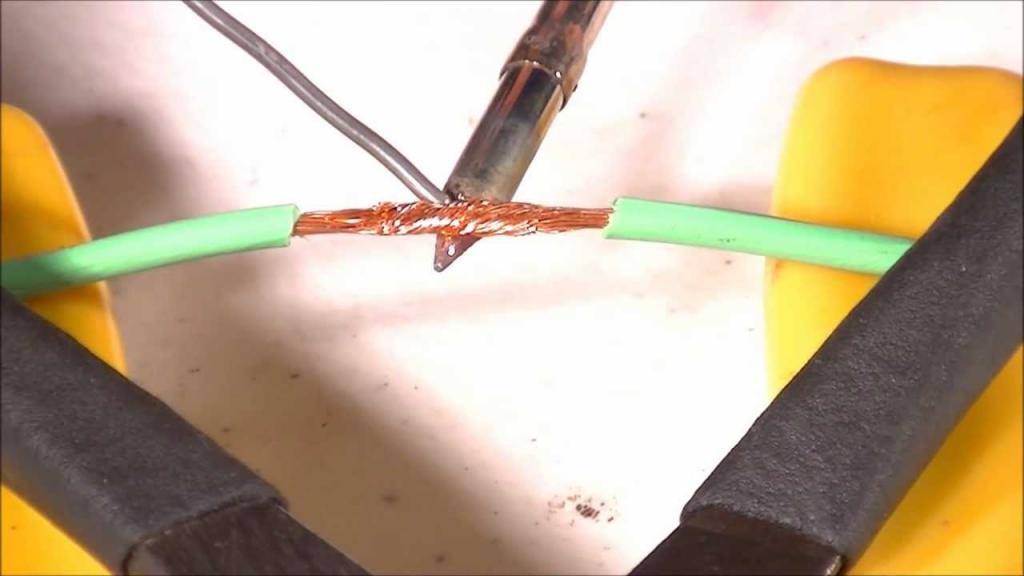
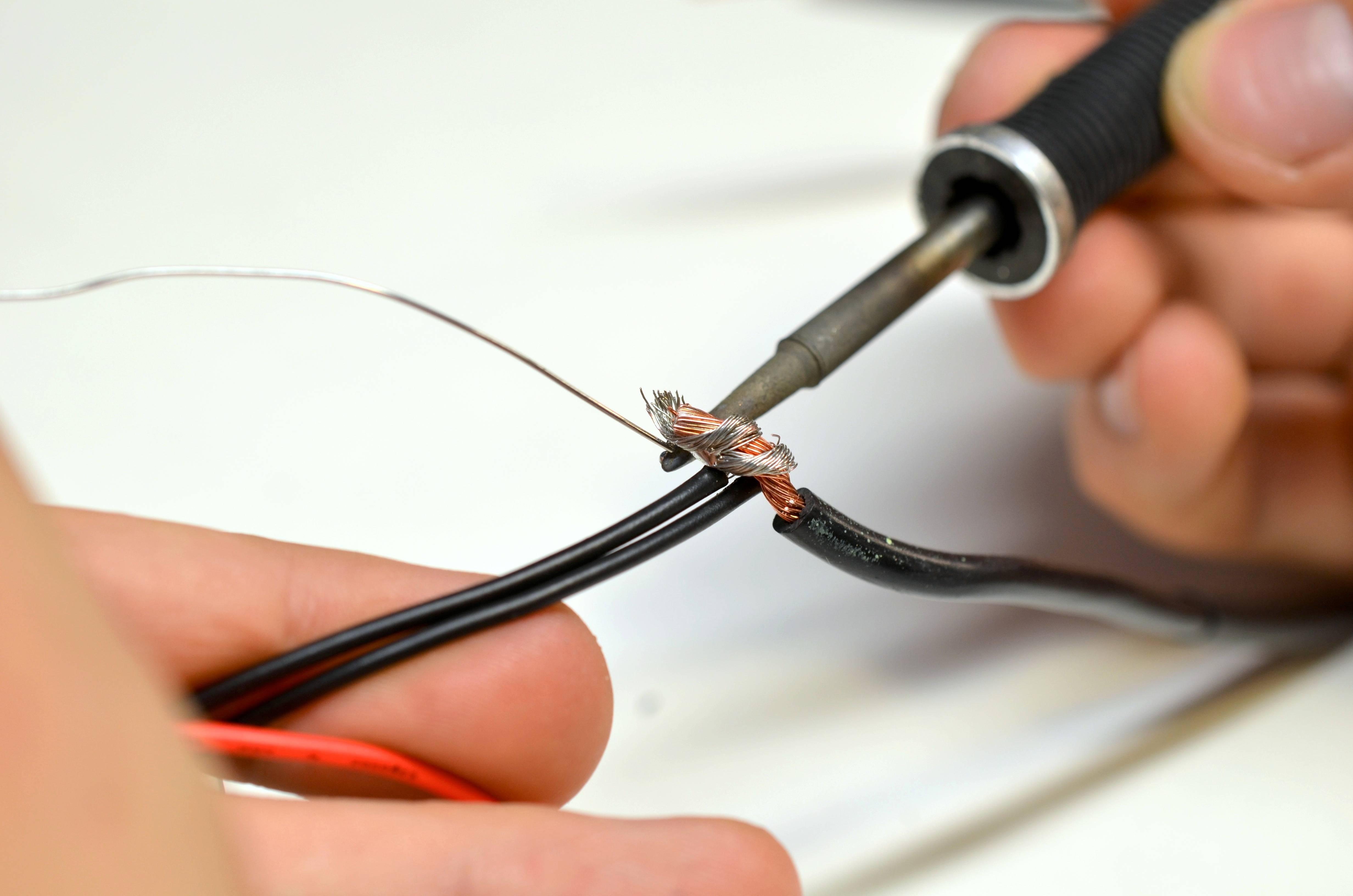
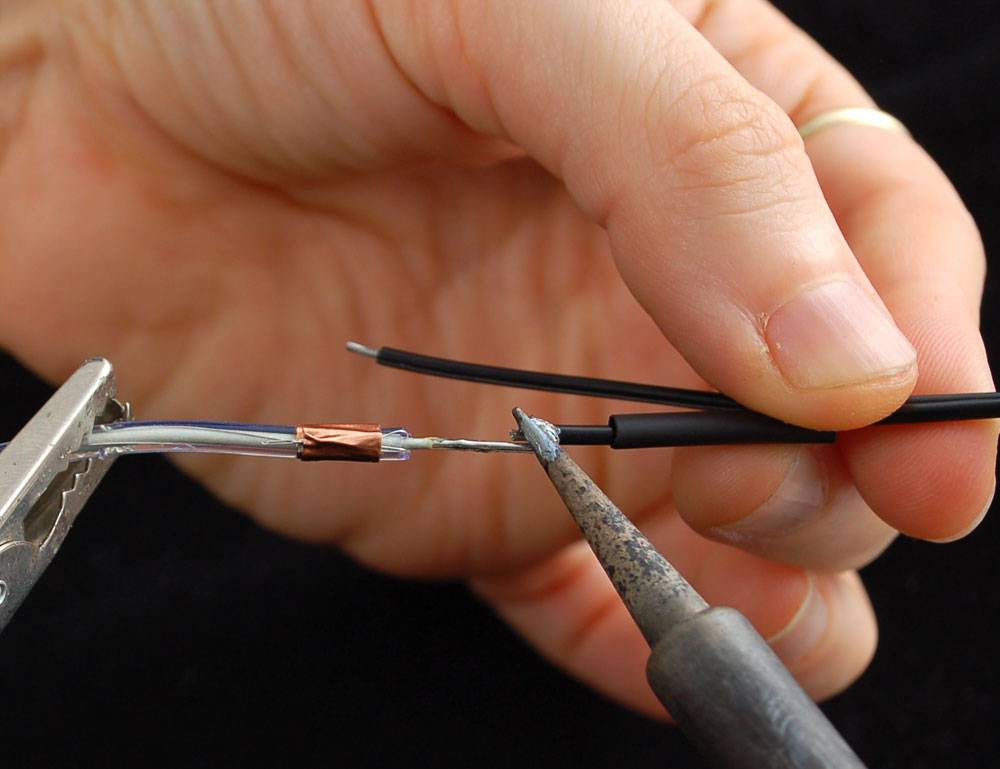
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
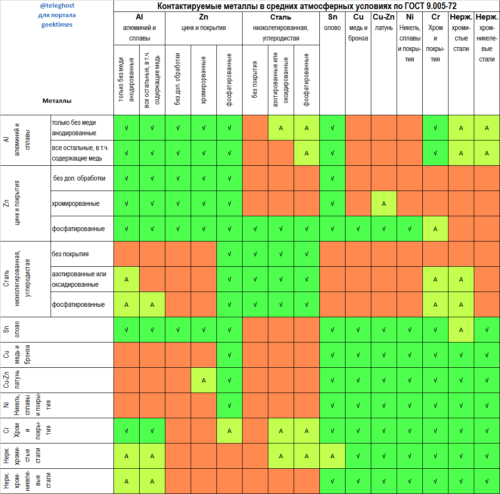
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.

Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Как правильно паять паяльником с канифолью
 Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Преимущества и недостатки
Паяние считается более эффективным в сравнении с другими способами скрепления кабелей.
Главными его преимуществами являются:
- Низкая стоимость. 1 упаковки флюса и припоя хватает для скрепления 1000 проводов.
- Простота. Научиться пользоваться паяльником может любой начинающий мастер.
- Прочность соединения. Клеммы, скрутки, обжимки не обеспечивают столь высокой надежности, как пайка.
- Возможность одновременного скрепления проводников разного сечения. Количество элементов в 1 точке достаточно велико.
- Отсутствие необходимости в применении дорогого или габаритного оборудования. Использовать переносное устройство проще.
Способ имеет и недостатки:
- Необходимость подключения паяльника к электрической сети. Работающие от аккумулятора устройства характеризуются недостаточной мощностью.
- Неразборное соединение. Отпаять провод, не повредив его, сложно. Требуется повторное расплавление припоя.
Чем и как лудить/паять?
Для следующих операций понадобится уже специальный электронагревательный инструмент: паяльник, футорка или паяльная горелка. Паять в домашних условиях чаще всего приходится электропаяльником с медным луженым жалом. Его устройство показано на поз. 1 рис. «Для полного счастья» спайщика-любителя нужны стержневые паяльники на 16-20 Вт для микросхем и печатных плат, поз. 2а, 40-50 Вт (поз. 2б), для электропроводов и навесного монтажа компонент радиоэлектроники, и 80-150 Вт (поз. 2в), для сборки небольших металлоконструкций пайкой.





Устройство и разновидности электропаяльников с медным луженым жалом
Если не предполагается работ с микрочипами (телефоны, планшеты, компьютеры) и пайки стали толщиной более 0,5-0,6 мм, можно обойтись комплектом из паяльников на 25 Вт (поз. 3а) и 60-65 Вт, поз. 3 б. Вдруг возникнет необходимость паять металлопрофили с толщиной стенок до 3-4 мм и/или толстый стальной лист, потребуется радиаторный паяльник-«топор» на 300-400 Вт, поз. 4.
Жала паяльников малой мощности (поз. 2а, 2б, 3а, 3б) изначально не прокованы и потому довольно быстро окисляются (подгорают). Чтобы повысить их стойкость, а заодно и отформовать нужным образом, вынутый из паяльника стержень проковывают слесарным молотком на наковальне настольных тисков. «Ширкать» его надфилем после этого нет нужды, да и не надо, чтобы не стереть наружный уплотненный слой меди. После проковки жало сразу же покрывают активированным флюсом.
Пока мы готовили паяльник, флюс на паечных поверхностях сделал свое дело: под его слоем они чистые, можно лудить. Здесь критическим пунктом будет толщина деталей:
- Менее 1/8 диаметра стержня паяльника – прогреются насквозь до температуры плавления припоя менее чем за 7 с. Флюс не успеет выкипеть.
- Более 1/6 той же величины – прогреются более чем за 10 с, флюс выкипит, детали оголятся и окислятся.
- 1/8-1/6 диаметра стержня – нужно, чаще всего основываясь на собственном опыте, лудить легкоплавким припоем под высококипящим флюсом. Или воспользоваться паяльником помощнее.
В первом случае на жало набирают каплю припоя, переносят на паяемую поверхность, и, если:
- Провод тонкий – легко, без нажима, двигают по оголенному концу жалом с одной и затем с противоположной стороны, пока припой не растечется. Провод держат кончиком вниз. Стекшую туда каплю излишка припоя снимают паяльником.
- Провод толстый – жало двигают по спирали взад-вперед.
- Плоская тонкая длинная деталь – припой наносят на конец и двигают жало вдоль. Когда за жалом покажутся незалуженные края детали, наносят на недолуженный участок еще флюса, набирают другую каплю припоя и продолжают лужение.
- Длинная более широкая деталь – то же, что и в пред. случае, но жало ведут змейкой.
- Широкая деталь – жало двигают по спирали от центра в краям.
Для лужения толстых деталей берут ниточный припой с флюсом, т. наз. гарпиус: это тонкая гибкая трубочка из фольги припоя, в просвете которой порошкообразная канифоль. Лужение начинают с края длинных или с середины широких деталей. Конец гарпиуса прикладывают к месту начала лужения, греют паяльником, пока не растечется. Движения жалом – такие же, как в пред. случаях. Припой подают под жало по мере расходования. Дать на жало – он к нему будет липнуть, пока не образуется большая капля, которая стечет куда не надо.
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.





Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Соединение «на скорую руку» с большими последствиями
О последствиях от подобной «упрощенки» мы часто не задумываемся. Между тем, ненадежный контакт подведет в самый неподходящий момент, всегда может прекратиться подача питания потребителям/электроприемникам. От «бросков» напряжения происходит пробой элементов каскадов питания сложной бытовой техники СБТ. Не спасают от поломки даже специальные устройства защиты, применяемые в самых «навороченных» моделях зарубежных производителей.
Наводку коротких электромагнитных импульсов напряжением несколько тысяч вольт на электронную начинку вызывает «безобидное» искрение в местах соединений. При этом стандартное оборудование защиты, которым оборудуются сейчас квартиры (УЗО, автоматические выключатели, предохранители) подобные короткие слаботочные импульсы «не видят», поэтому от них попросту не срабатывают, а устанавливать для этого специальные устройства у нас не принято. Источники бесперебойного питания компьютеров тоже не стали панацеей от импульсов переходных процессов. Возникновение «тычков» вызывает сбои в работе электронной аппаратуры и компьютерной техники, приводит к выходу из строя электротехнических компонентов и дорогостоящих модулей функционала. К еще более катастрофическим последствиям приводит перегрев в месте плохого соединения, при прохождении тока ослабленный соединительный узел раскаляется докрасна. Нередко от этого происходят возгорания и пожары, наносящие владельцам помещений огромный ущерб. Статистика свидетельствует, что 90% всех неисправностей электропроводки возникает по причине скруток и плохих контактных соединений проводников. В свою очередь, сама неисправность электрической проводки и оборудования, по данным МЧС, является причиной одной трети пожаров, происходящих в России.
Однако так исторически сложилось, что несколько десятилетий назад в условиях дефицита электрофурнитуры/медных проводников скручивание алюминиевых проводов считалась основным способом, применявшимся в электромонтажных работах. Скрутка в качестве соединения может применяться в электрике при проведении ремонтно-восстановительных работ.





