

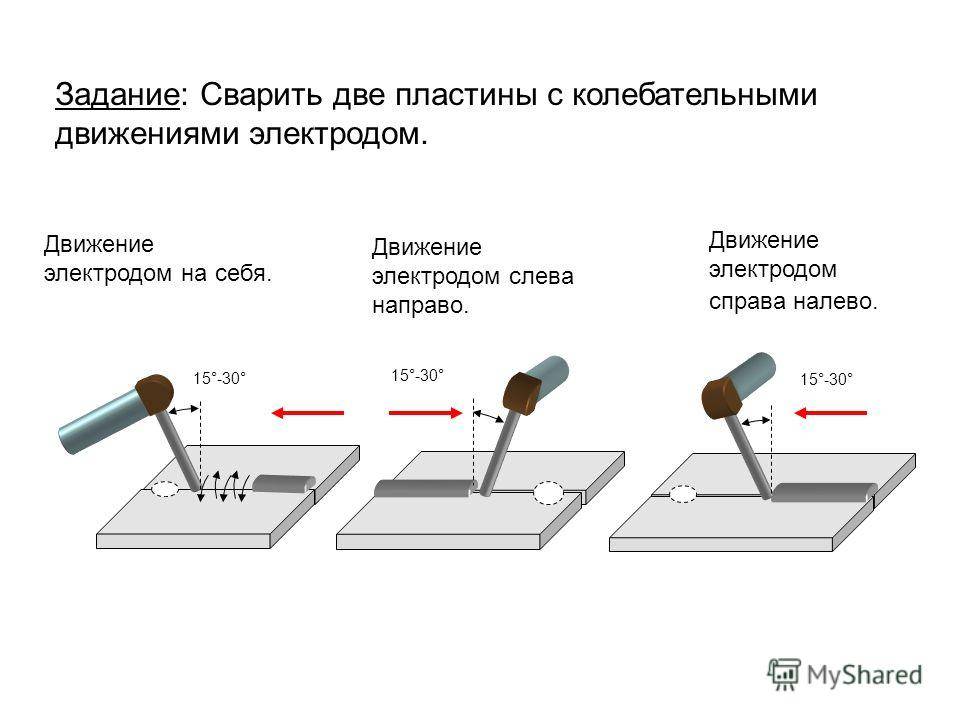
Технология сварочного процесса
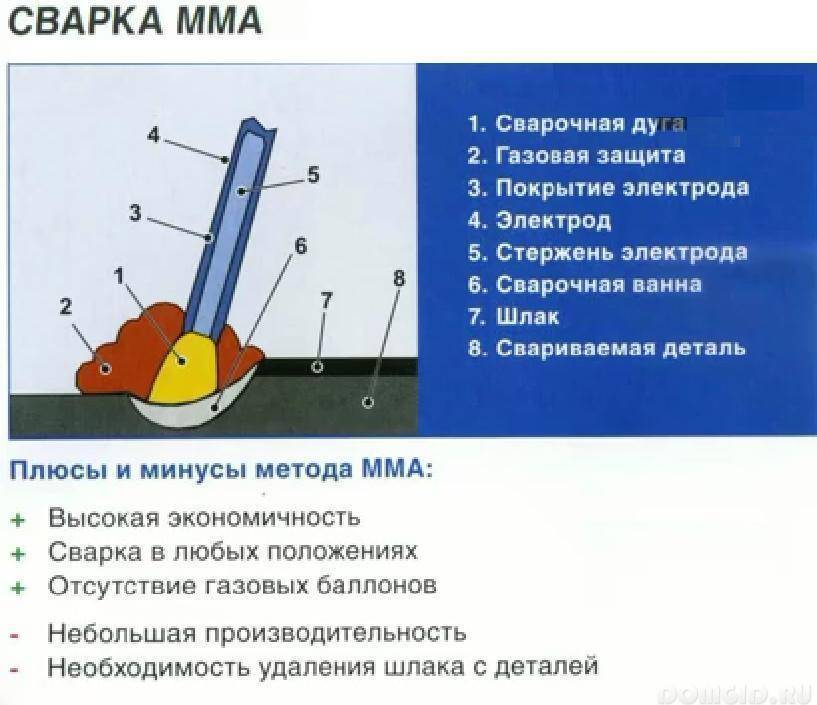
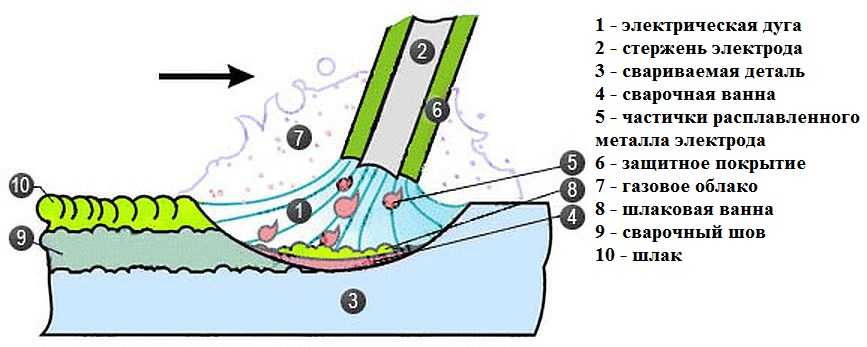
Для того чтобы научиться варить сваркой, необходимо знать о том, что электрическая дуговая сварка представляет собой процесс соединения металлов при помощи электрической дуги между поверхностью свариваемой детали и электродом. Возникающая при этом высокая температура способствует одновременному плавлению электрода и металлической основы. При этом образуется так называемая сварочная ванна, в которой металл основы смешивается с расплавленным электродом.
Размер ванны напрямую зависит от сварочного режима сварки, формы кромок соединяемых поверхностей, скорости движения электрода, положением деталей в пространстве и т.д. и составляет от 7 до 15 мм в ширину, 10-30 мм длиной и глубиной до 6 мм.
Сгорать от высокой температуры металлу не дает газовый слой, образующийся при плавлении обмазки электрода, который вытесняет весь кислород из зоны плавления. После удаления электрической дуги металл кристаллизуется и образует общий для свариваемых поверхностей шов, покрытый защитным слоем шлака, который после остывания удаляют.
Достоинствами электродуговой сварки являются
- высокая производительность;
- возможность сварки различных материалов без необходимости переналадки оборудования;
- хорошее качество сварного шва;
- недорогие расходные материалы;
- доступность.
В недостатки данного метода сваривания можно записать обязательное наличие электропитания и необходимость предварительной подготовки свариваемых кромок.

Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение. Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений
По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия
Как варить шов
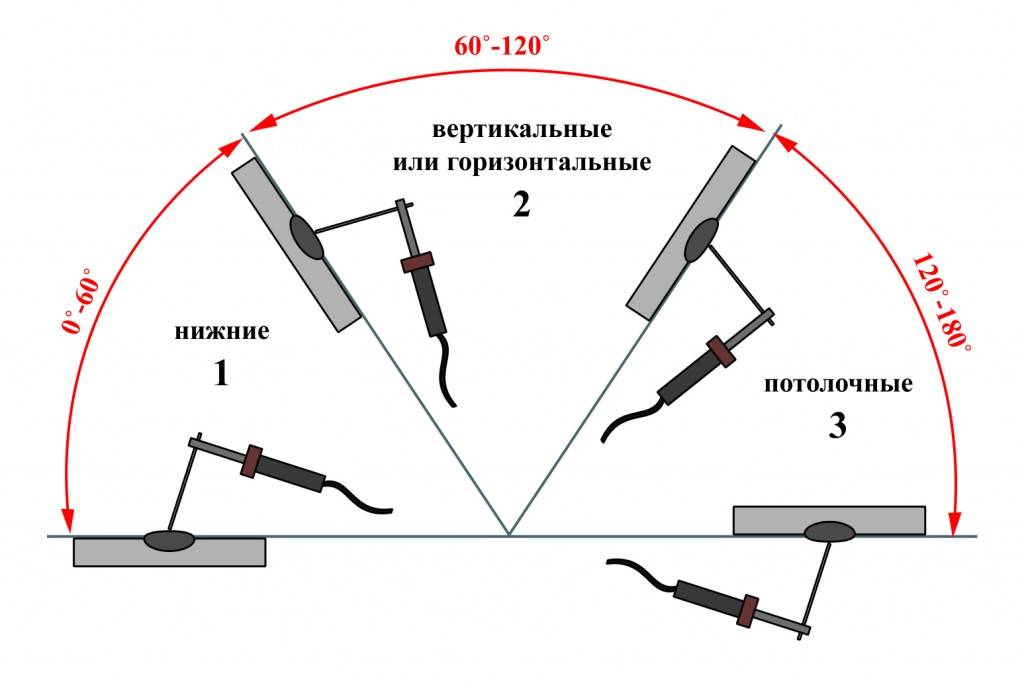
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
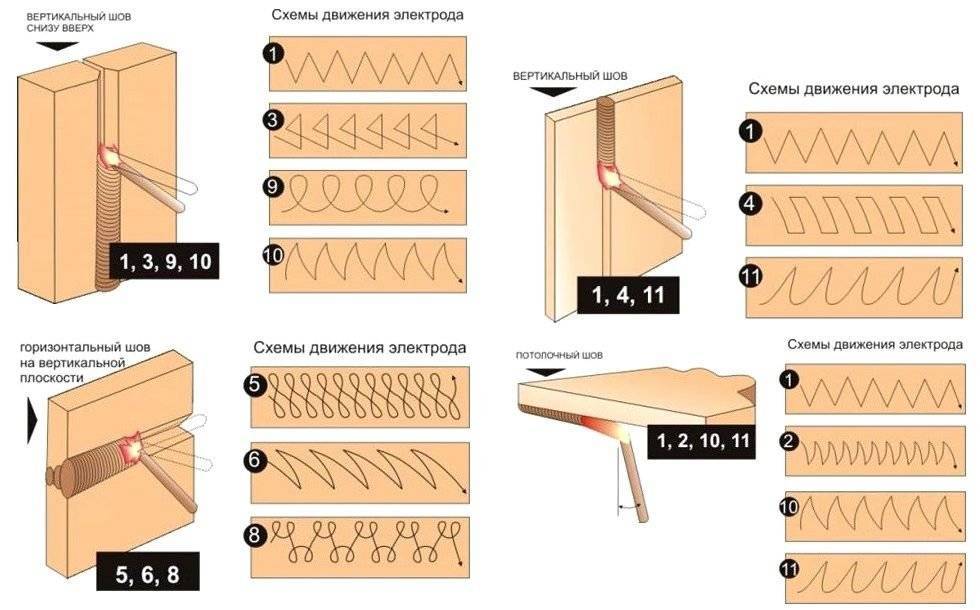
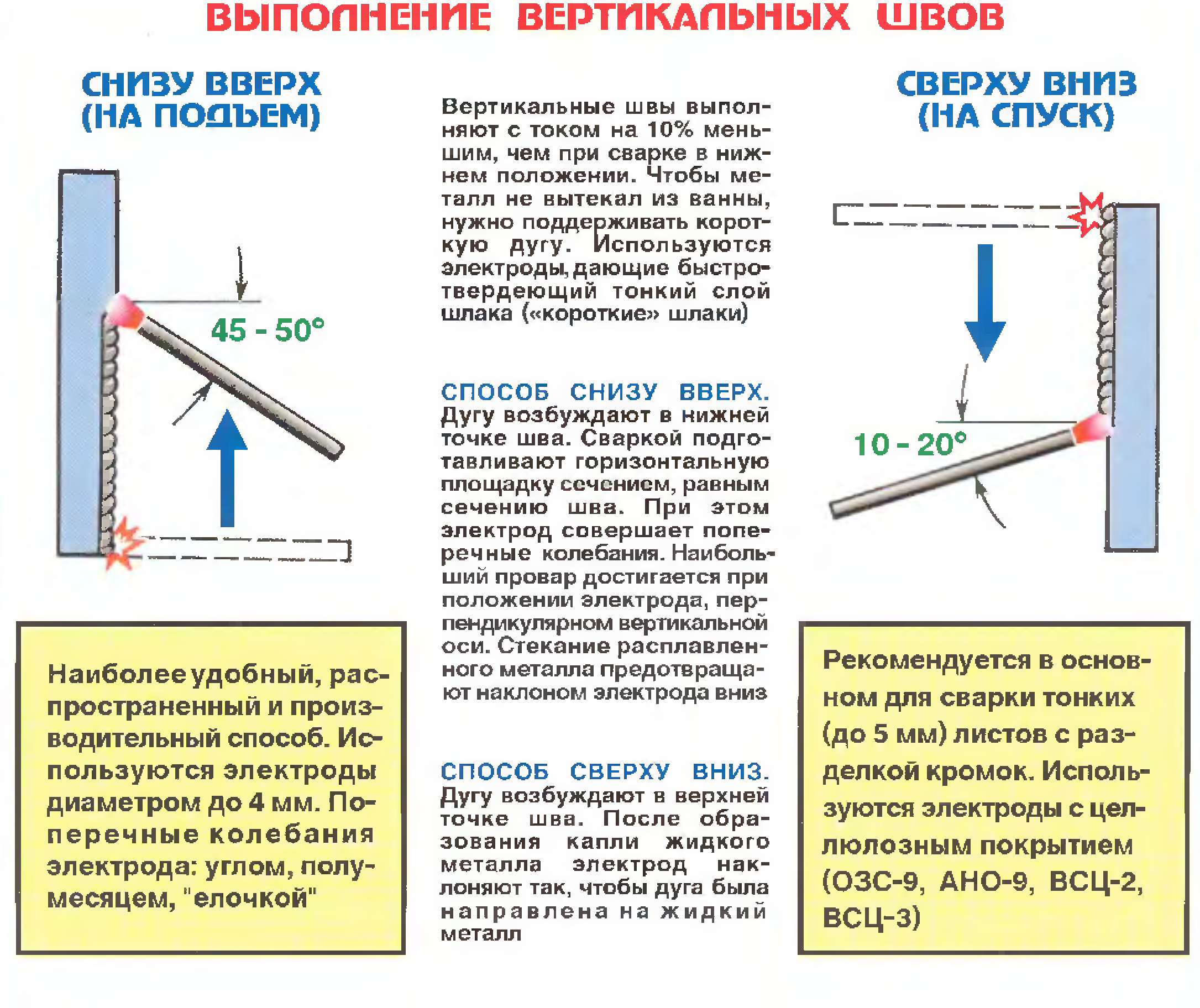
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
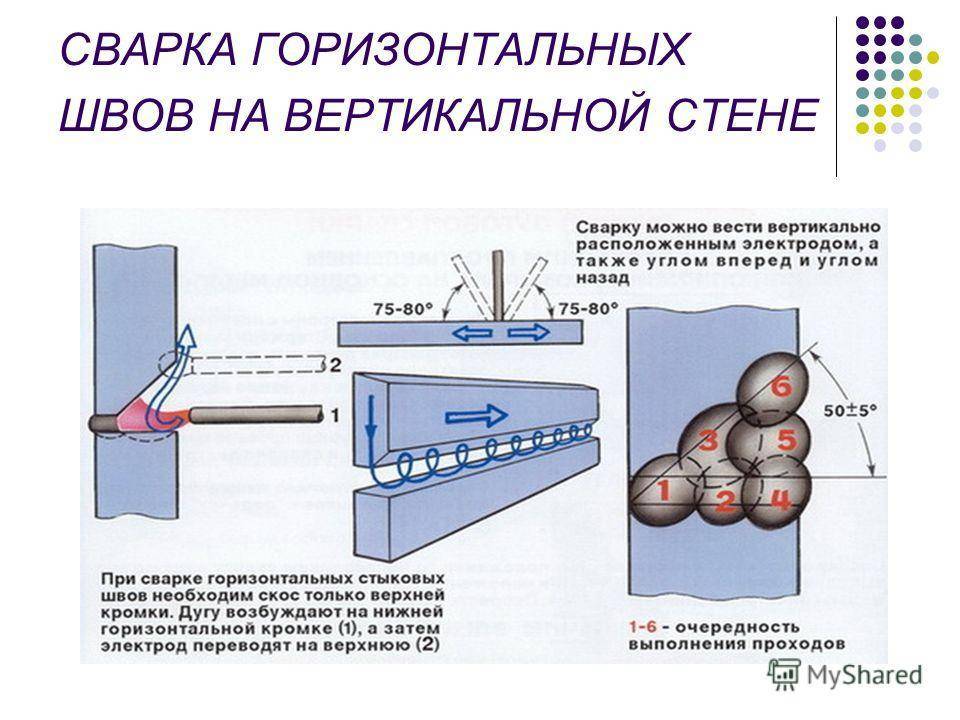
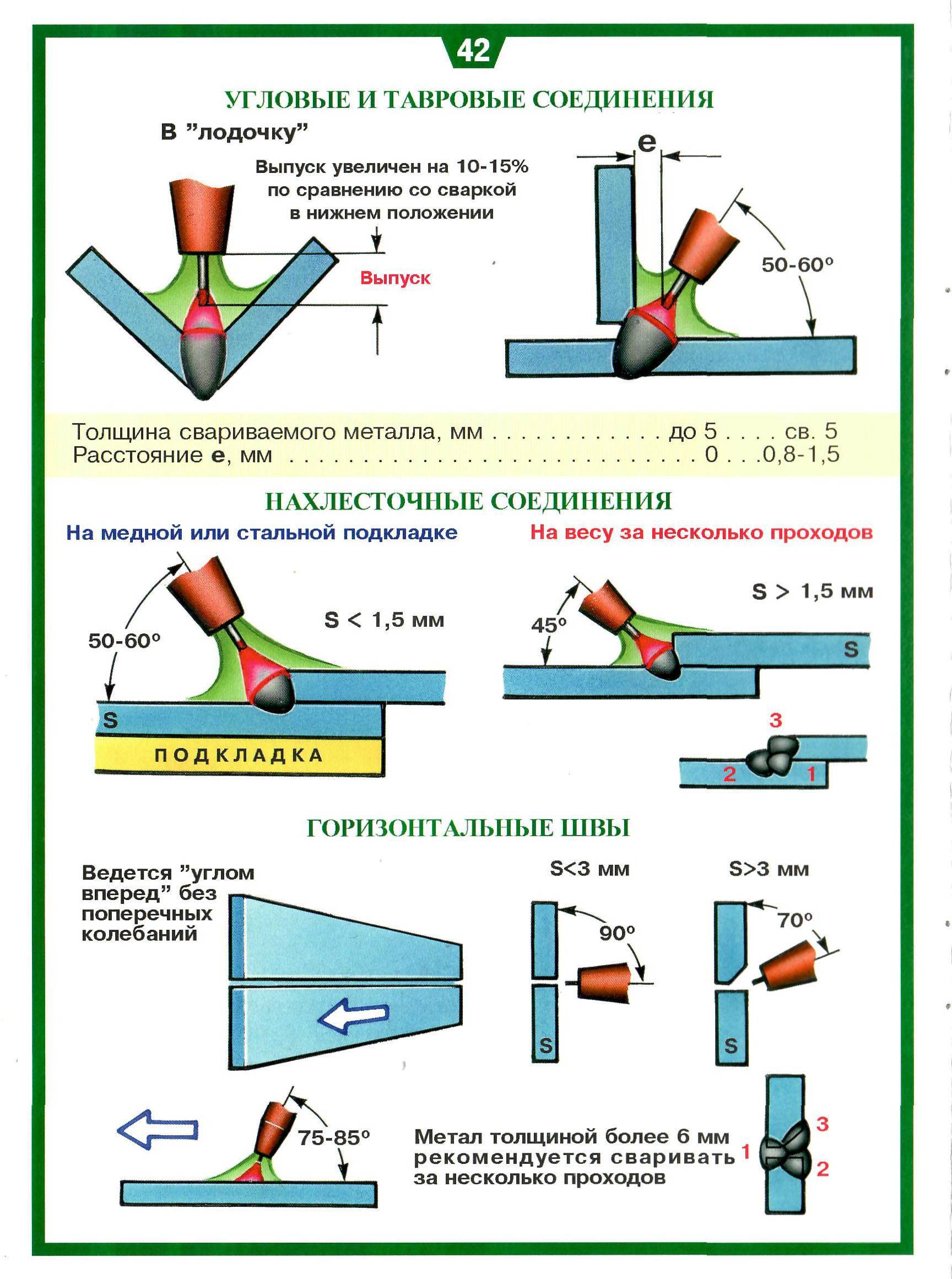
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго — это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
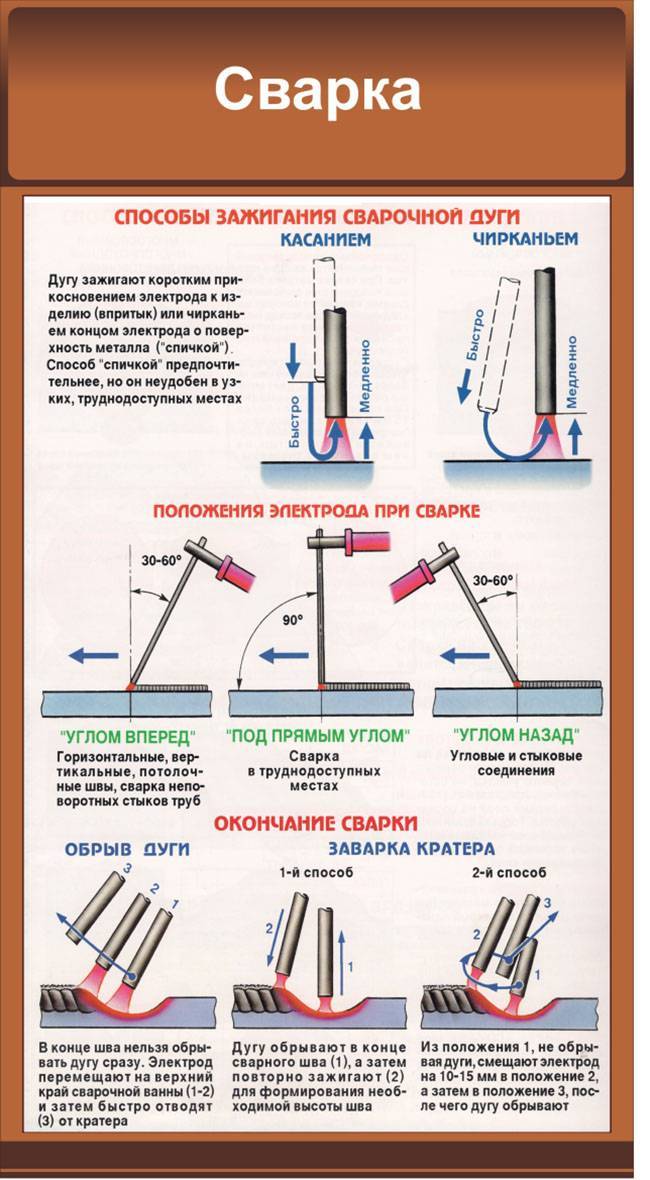
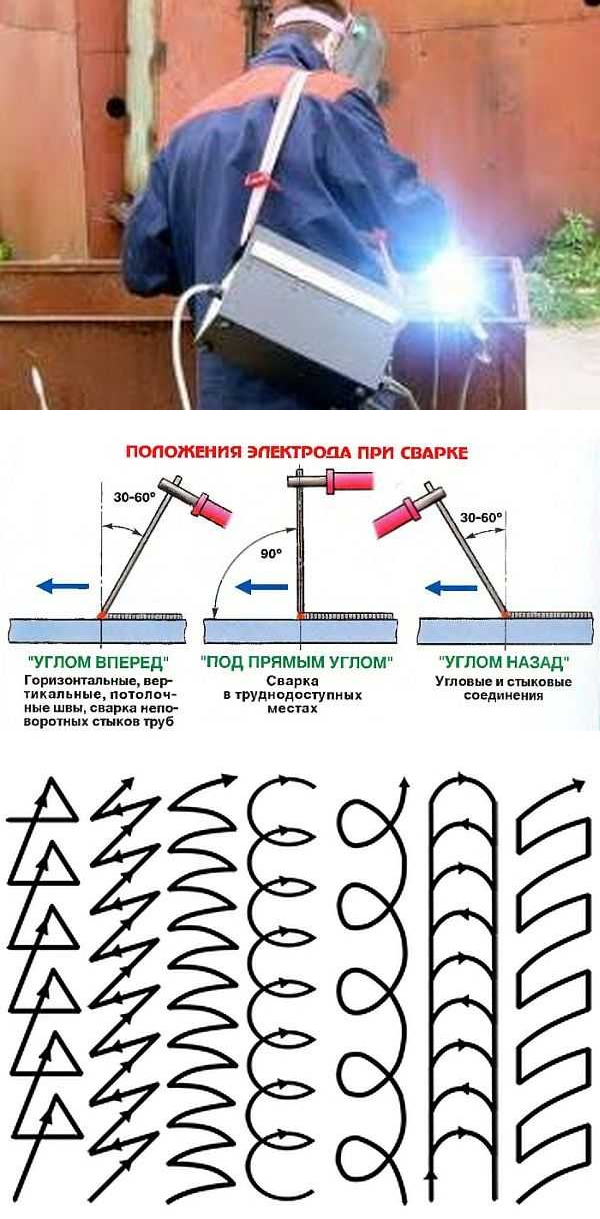
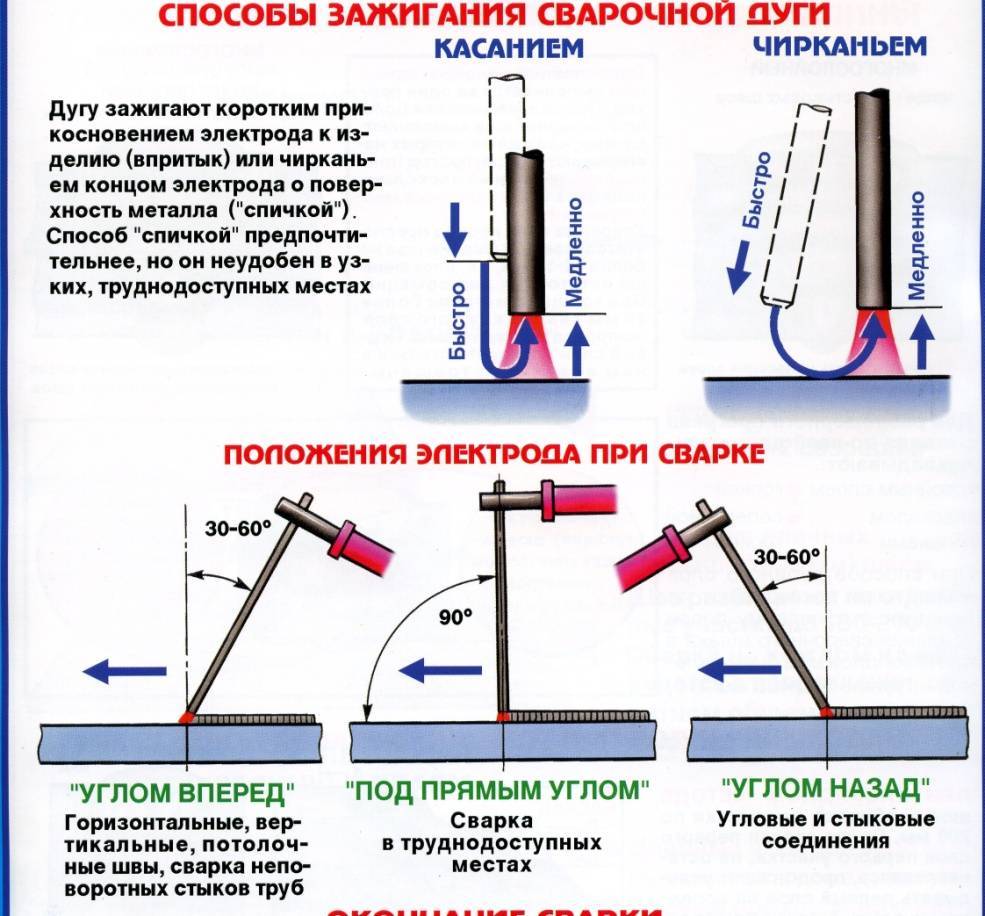
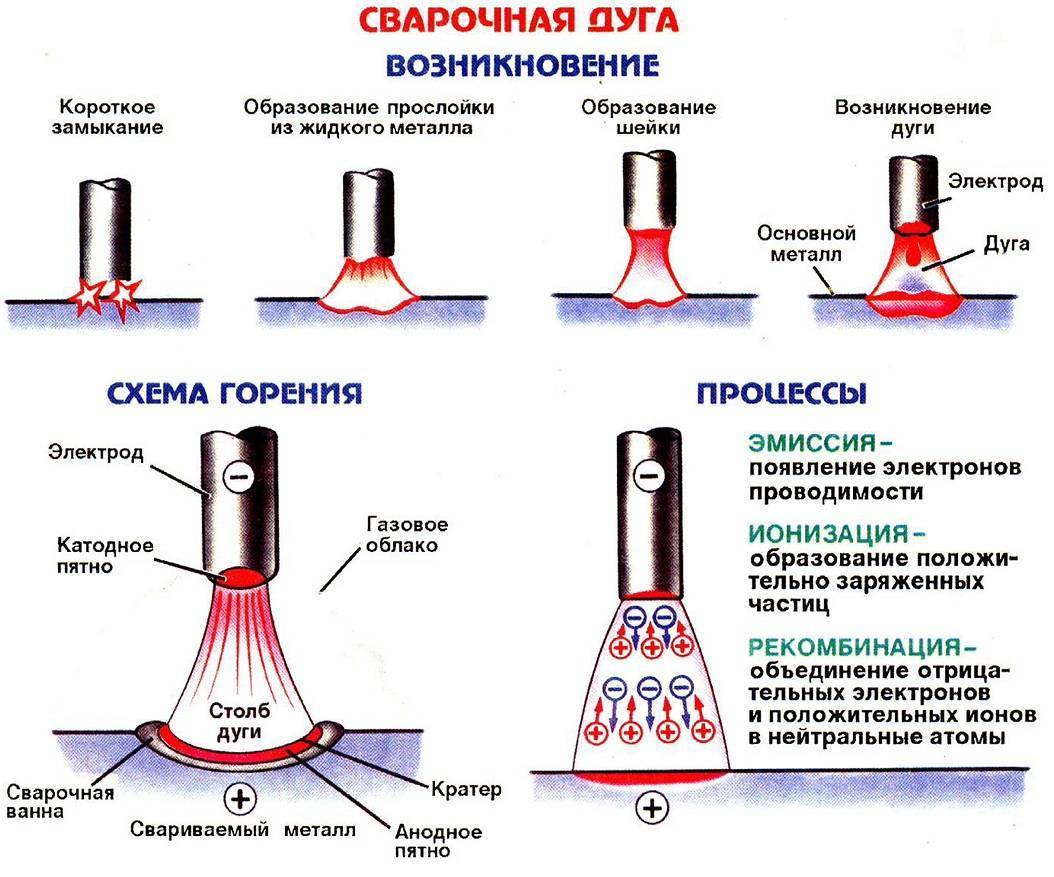
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
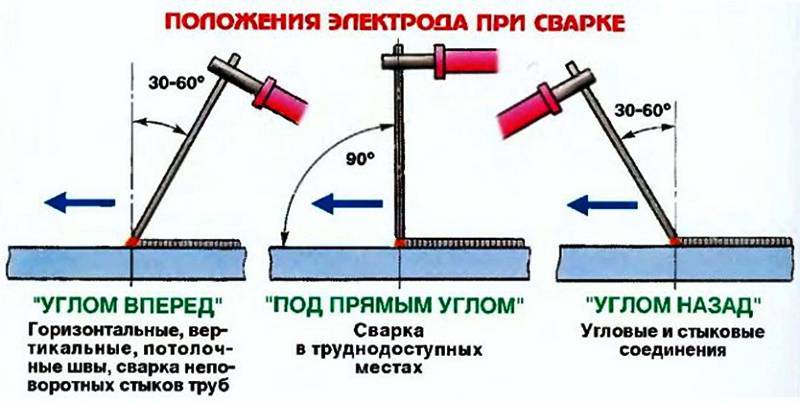
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
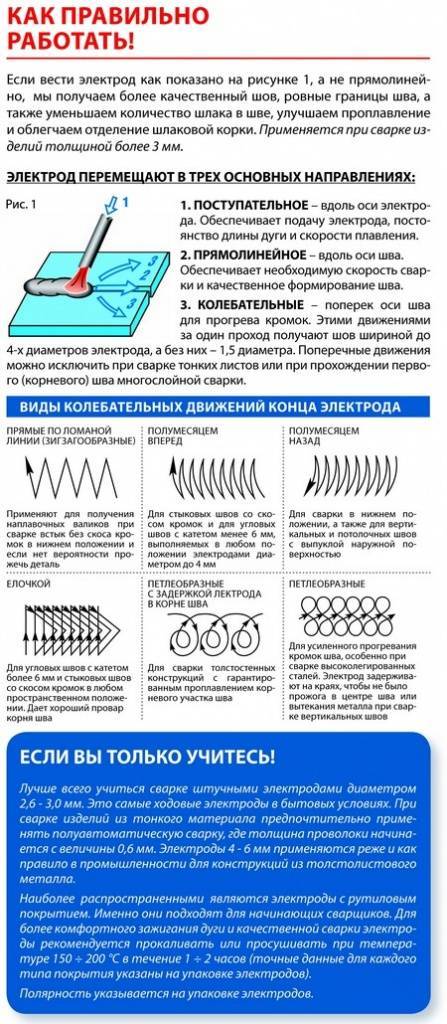
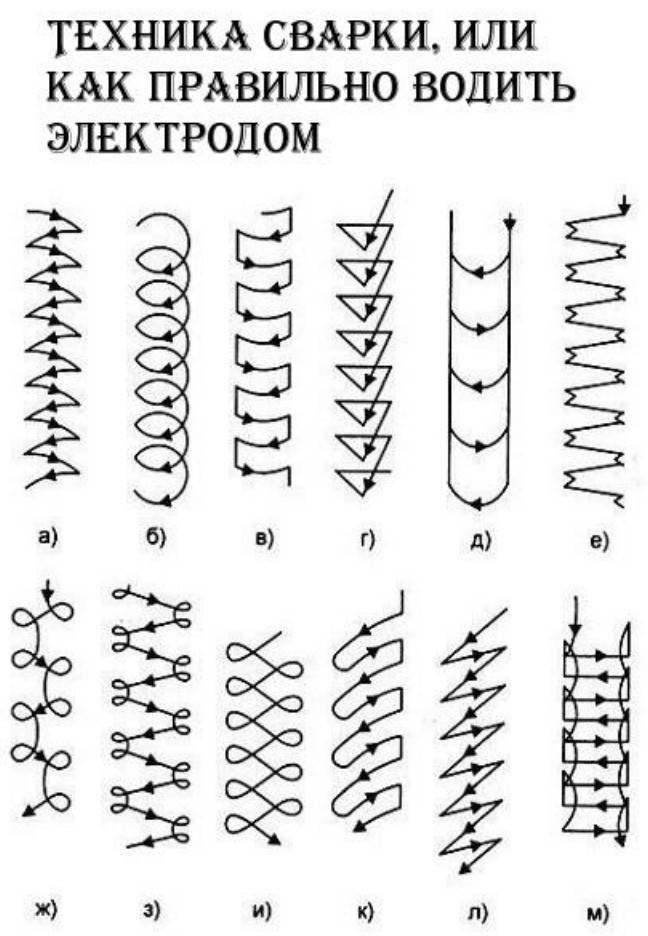
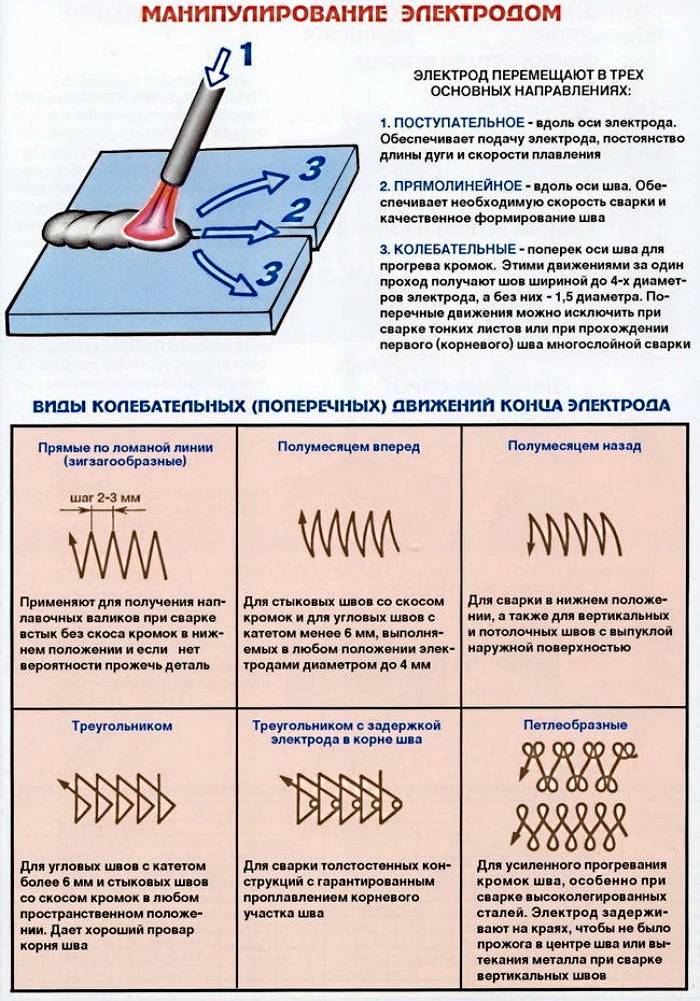
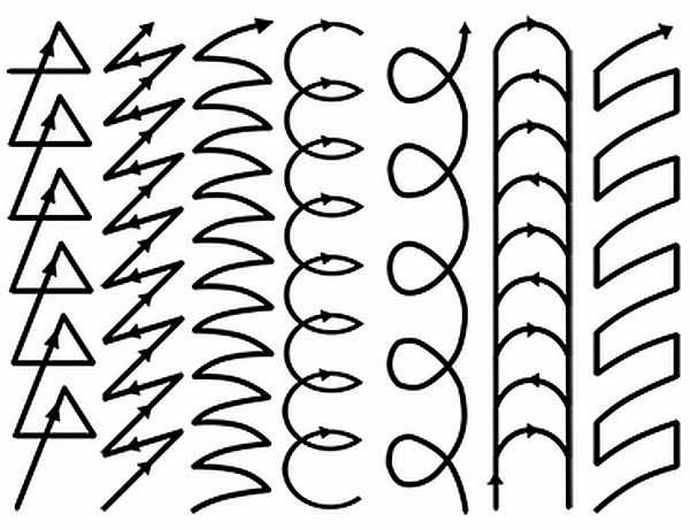
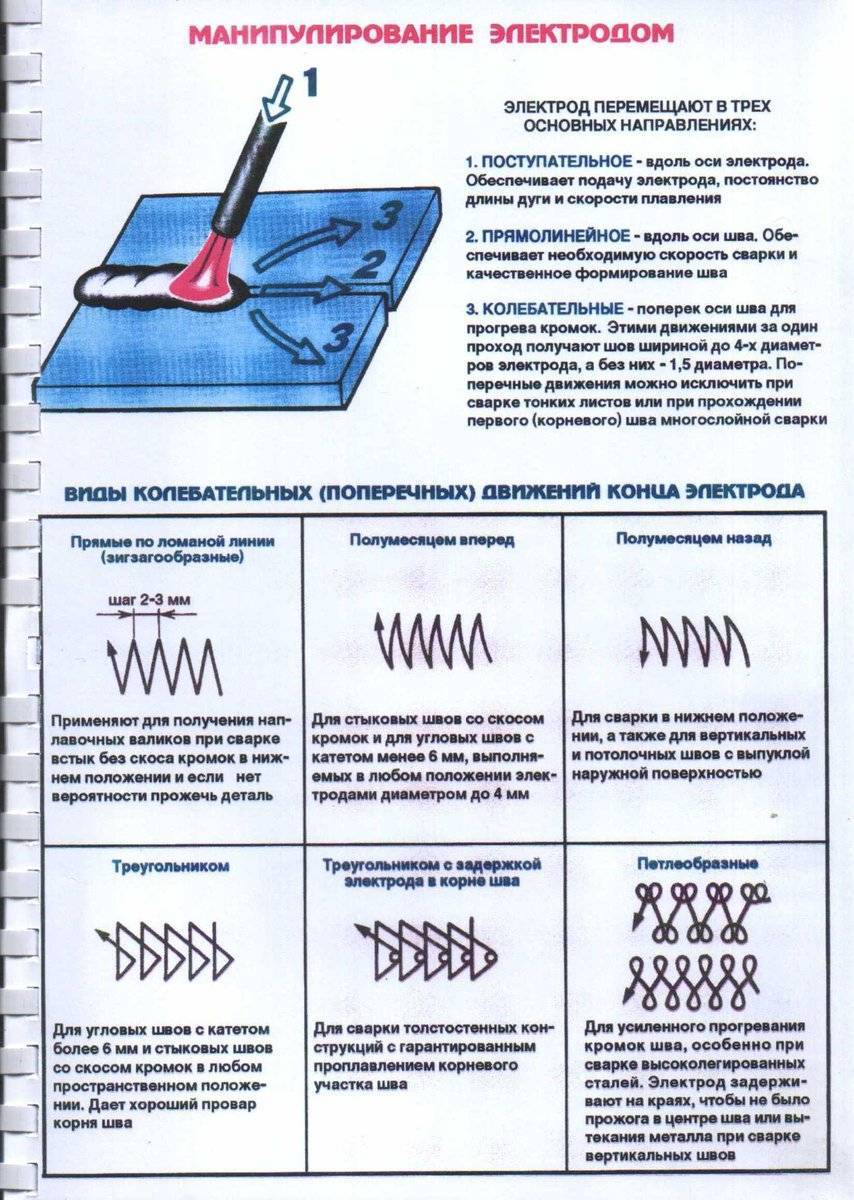
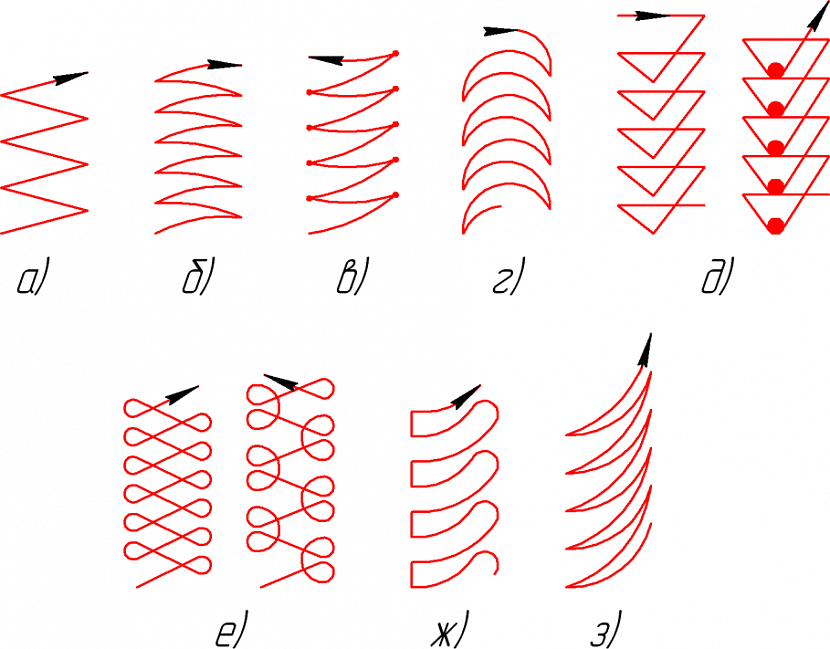
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них
Во время работы важно следить за величиной и состоянием сварной ванны. Для этого движения ускоряют или замедляют
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен
Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Технология сварки
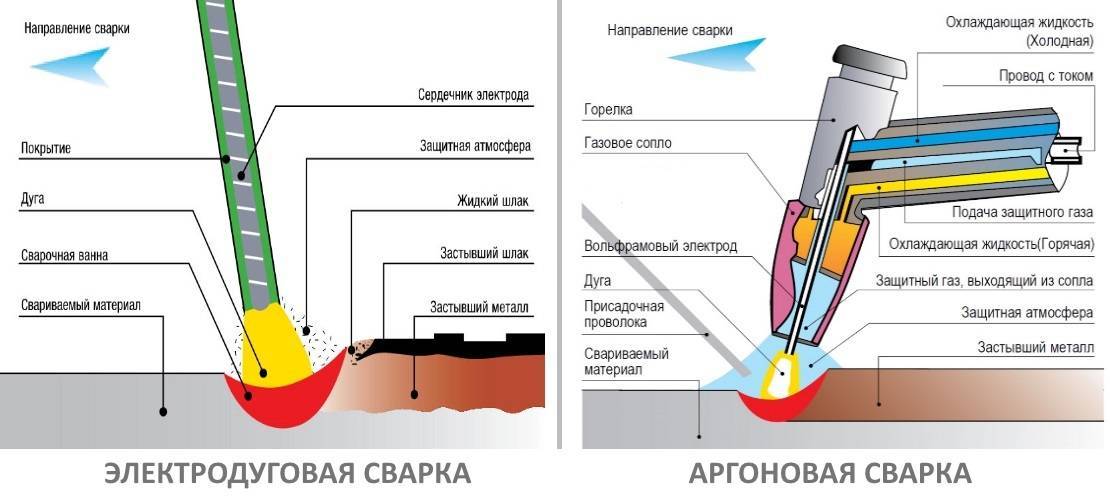
Для сварки металла понадобятся две части, которые пропускают ток, а также имеют противоположные заряды. В данном случае ими являются металлическая деталь и электрод. Когда две части, которые имеют разную полярность, соприкасаются, вызывается электрическая дуга, которая направлена на плавление металла. В таком случае начинает плавиться как сама металлическая деталь, так и электрод.

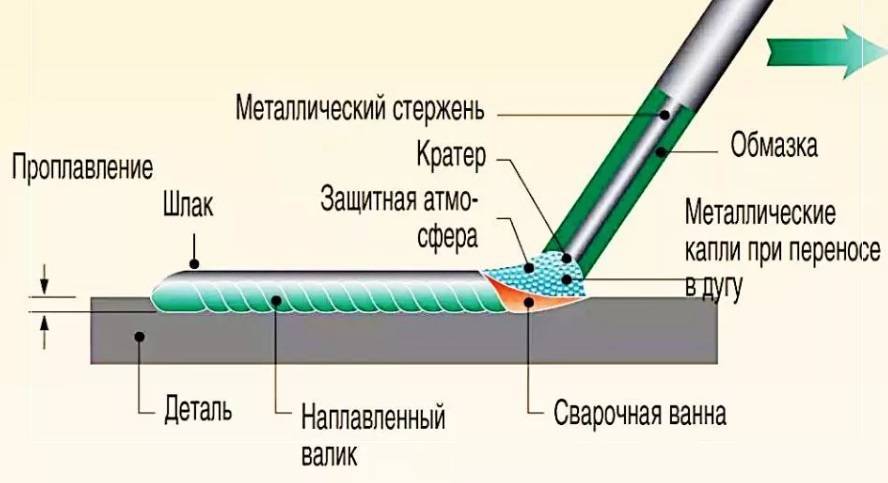
При этом плавящийся электрод направляется в сварную ванну вместе с дугой. Защитное покрытие электрода также плавится при высокой температуре, поэтому оно оказывает защитное действие, чтобы в эпицентр не попадал кислород, также выделяются газы при работе.


В целом сваривание металлов получается только за счет электрода и его плавления, поэтому важно передвигать его с определенной скоростью по тому месту, где необходимо сварить две части металла. При этот расплавленный электрод в конце концов и создает рисунок шва

Когда расплавленная масса начинает высыхать, то на месте шва образуется своеобразная скорлупа, которая и защищает место соединения от попадания ненужных газов. По мере остывания ее отбивают молотком, но необходимо быть внимательным и защищать глаза, так как отлетающие осколки зачастую еще горят и могут попасть в глаза или на кожу.


Сварка неповоротного горизонтального стыка
Сварка с формированием стабильного проплавления ведется электродом диаметром 3 мм. Сварочный ток выбирают в зависимости от толщины основного металла, зазора между кромками и толщины притупления. Наклон электрода составляет 80-90° к вертикали. При сварке «углом назад» наклон обеспечивает максимальное проплавление, а «углом вперед» – минимальное.
При недостаточном проплавлении длину дуги следует держать короткой, а при нормальном проплавлении – средней.
Корневой шов лучше выполнясь с минимальными размерами сварочной ванны, чтобы не было подрезов и наплывов с обратной стороны шва
Второй валик формируют так, чтобы расплавлять первый корневой шов и обе кромки трубы. Сварочный ток устанавливают в среднем диапазоне. Наклон электрода – такой же, как при сварке первою корневою шва. Сварку ведут «углом назад». Скорость выбирают такой, чтобы внешний вид валика был нормальным (не выпуклым и не вогнутым).
Третий валик лучше выполнять на повышенных режимах. Сварку ведут иод прямым углом или «углом назад». Скорость выбирают такой, чтобы валик был выпуклым, с полочкой для удержания металла ванны последующего валика. Траектория дуги должна совпадать с краем второго валика.
Четвертый валик – горизонтальный. Его выполняют на тех же режимах, что и третий. Электрод наклоняют под углом 80-90° к вертикальной поверхности трубы. Скорость сварки поддерживают такой, чтобы расплавлялись верхняя кромка разделки, поверхность второго валика и вершина третьего валика. Внешний вид четвертого валика должен быть нормальным.
«Замковые» соединения сваривают с плавным увеличением размера шва в начале и уменьшением на конечном участке, «набегающим» на начало шва на 20-30 мм.
Многопроходную сварку труб рекомендуется вести по спирали. Тогда получается меньше «замковых» соединений.
Подготовка оборудования и спецодежды

Первое, что нужно сделать начинающему сварщику — выбрать и подготовить инструменты и оборудование. Дуговые сварочные аппараты по конструкции могут быть трансформаторами, выпрямителями и инверторами.
В принципе подойдёт любой из тих типов. Главное, чтобы аппарат позволял плавно регулировать силу тока в электроде. Это имеет решающее значение для поддержания сварочной дуги в рабочем состоянии.
Электроды отличаются друг от друга по диаметру и другим показателям, влажность флюса и масса свариваемых деталей тоже бывает разной – то есть каждая дуговая сварка индивидуальна, и силу тока, соответственно, тоже надо подбирать индивидуально.
Отдельно несколько слов стоит посвятить сварочным аппаратам-инверторам. Они работают от постоянного тока, что даёт возможность подключать проводки в два положения – на электрод или свариваемую поверхность можно подать «минус» (прямая полярность) или «плюс» (обратная полярность).
Тот элемент, на который подаётся плюс, всегда получает больший нагрев. Обратная полярность обычно используется в традиционной сварке, а прямая применяется для сваривания листов металла в высоком темпе.
Для работы и начинающему, и опытному мастеру также понадобится защитная маска. Во время сварки от электродуги идёт мощное УФ-излучение. И если долго смотреть на неё без защиты, можно обжечь роговицу глаза.
После подобного инцидента придётся восстанавливаться хотя бы пару дней. Спецовка из плотного материала, брезентовые или кожаные перчатки – ещё одни необходимые атрибуты начинающего сварщика.
Тонкая хлопчатобумажная ткань здесь не подойдёт — искры, всегда возникающие при дуговой сварке, легко её прожгут насквозь.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.





Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Виды дуговой сварки
РД сварка металлоконструкций может проводиться разными способами, которые могут отличаться технологией, видами используемого оборудования и расходных материалов.
Выделяют несколько классификаций, которые пользуются высоким спросом:
- в зависимости от вида механизации – механизированный или автоматизированный способ;
- в соответствии с видом и полярностью тока;
- тип электрической дуги;
- разновидность используемой защиты сварочной области;
- в зависимости от используемых электродов.
Но стоит учитывать, что каждый вид имеет подвиды сварочного процесса. Каждый из них имеет определенную технику проведения. Все же стоит рассмотреть каждую классификацию сварки с использованием дуги.
В соответствии с автоматизацией сварных работ выделяют:
- Ручного типа.
- Полуавтоматическая – подача проволоки для сварочного процесса осуществляется автоматически, а движение электрода производится вручную.
- Автоматического вида – передвижение проволоки и электрода производится автоматически.
В зависимости от вида и полярности тока сварка бывает:
- С использованием постоянного тока. Осуществляет соединение поверхностей при помощи тонкого шва.
- С применением высокочастотного тока. Плавление электрода осуществляется струйно, устраняются прорези, привариваются прихваты.
- Импульсная.
- С применением переменного тока. Обычно эта технология применяется для разрезания металлических листов.
В зависимости от типа защитного средства от влияния кислорода:
- шлаковая;
- флюсовая;
- инертно-газовая.
Стоит отметить! Все способы защиты могут зависеть от условий и целей рабочего процесса. Главное назначение состоит в предотвращении попадания в сварочную область кислорода, который негативно влияет на прочность шва.
В зависимости от видов используемых электродов:
- Плавящийся стержень с обсыпкой. Используется для формирования сварочной зоны и соединения кромок.
- Неплавящийся стержень из вольфрама. Применяется для формирования напылений, восстановления поврежденных или разрушенных заготовок, наваривания наплывов.
В соответствии с условиями горения выделяют:
- Открытая дуга. Она видима, но наблюдение за ней должно производиться через специальные средства для защиты глаз. Открытый вид применяется при проведении ручной технологии и сварок с защитными газами.
- Закрытая. Вид дуги невозможно увидеть визуально. Она присутствует в составе расплавленной металлической смеси – флюсе, шлаке.
- Полуоткрытого вида. Дуга видна. Но видеть возможно только одну часть. Первая имеется в металле, а вторая располагается над ним. Наблюдать за сваркой рекомендуется только через элементы для защиты глаз. Этот вид дуги используется при сваривании алюминия автоматическим способом.
По способу защиты сварной ванны:
- без использования защитных элементов – голый электрод, стабилизирующее покрытие электрода;
- применение шлаковой защиты – под флюсом, толстопокрытые стержни;
- шлакогазовая защита – стержни толстопокрытого типа;
- газовая защита – в газовой среде;
- комбинированные защитные средства – среда из газа, покрытие, флюс.





