

Сварка трубопровода в рабочем состоянии
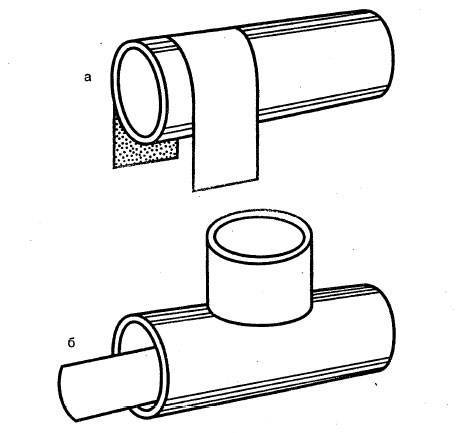
Что соединить трубы под давлением, приходится столкнуться с вопросом, как варить отопление электросваркой в труднодоступных местах. Это объясняется частым расположением трубопровода в узких нишах или вплотную к стенам.

Чтобы реализовать сварочные работы, вырезают отверстие для сварки внутри трубы. После этого провариваются остальная часть. Начинать работу лучше всего от центральной части нижней поверхности трубы. для получения качественного шва электрод позиционируют под углом 90 градусов. Вертикальные швы накладывают в другом положении электрода (под углом вверх): для этих целей нередко используется точечная сварка.
Монтаж отопления металлическими трубами
Монтаж отопления металлическими трубами представляет собой трудоемкий процесс. Самые незначительные ошибки могут оказать влияние на срок эксплуатации и привести в негодность изделия. На начальном этапе необходимо составить грамотный проект и выбрать материал. Следует определиться с местом нахождения элементов системы отопления. Предварительно нужно подготовить необходимые инструменты и материалы. Самостоятельный монтаж отопления металлическими трубами является достаточно кропотливым занятием. Трубы нужно соединить с помощью сварки или паяльного аппарата. Также, можно применить способ резьбового соединения, однако он является менее надежным. Поскольку рабочий процесс предполагает наличие специального оборудования и технических знаний, следует обратиться к квалицированному специалисту.

Расчет параметров котла и подбор материала
Схема устройства водяного котла.
Перед тем как приступать непосредственно к конструированию отопительного оборудования, необходимо провести некоторые расчеты, позволяющие смастерить такой котел, который бы максимально эффективно справлялся со своей основной задачей — отоплением помещения. При этом следует учитывать такие данные: объем помещения, который будет обогреваться в холодную пору года; материалы, которые использовались при строительстве здания; наличие теплоизоляционных прослоек; объем воды, необходимый для обеспечения качественного теплообмена.
Далее следует выбрать котел по используемому топливу и подсчитать необходимый его объем. При этом следует учитывать не только стоимость самого агрегата, но и цену на топливо, возможность его подведения к дому или доставку (твердое топливо).
Рекомендуется применять металл, толщина которого больше 3 мм
Особенно важно использовать качественный металл при создании камеры сгорания. В этом случае лучше всего применять жаропрочный сплав, который позволит эксплуатировать котел отопления длительное время
При выборе материала также необходимо учитывать легкость его сварки и прочность сварочных швов. Под такие критерии отлично подходит низкоуглеродистая сталь с содержанием углерода не более 0,25%.
Сварка и зачистка
Сварку можно производить двумя методами — с отрывом дуги и без отрыва.
Тут все зависит от обстоятельств, Вашего личного предпочтения или навыков.*Я покажу оба варианта: одну половину работы выполнюбез отрыва электродами с основным покрытием, а другуюс отрывом рутиловыми электродами.Важно:на этом моменте, обычно, ещё немного сбегает вода из нашей неподвижной трубы, что может мешать выполнению швов. Чтобы на время её сдержать — закупориваем трубу любой ветошью, выполняем швы и не забываем её от туда достать! Сварку начинаем полумесяцем, чуть выше нижней точки трубы и заканчиваем в месте нашей прихватки
Свариваем до полного сплавления кромок!
Далее такой же шов выполняем с другой стороны
Здесь крайне важно перекрыть замком наш первый шов в нижней точке, поэтому проплавляйте замок подольше!. Теперь подготавливаем нашу треугольную крышку и зону, куда будем её возвращать на место: снимаем фаску и чистим околошовную зону
Затем устанавливаем нашу крышку на место и делаем прихватки
Теперь подготавливаем нашу треугольную крышку и зону, куда будем её возвращать на место: снимаем фаску и чистим околошовную зону. Затем устанавливаем нашу крышку на место и делаем прихватки.
Теперь необходимо выполнить зачистку прихваток и зоны начала сварки
Именно это зона является самой важной!. Теперь свариваем первый шов: от начала указанного места и по диагонали до вершины нашего треугольника:
Теперь свариваем первый шов: от начала указанного места и по диагонали до вершины нашего треугольника:
Перед началом второго шва нужно опять точно также зачистить зону начала сварки(очень важно!) С обратной стороны производим все те же самые действия по очереди:
«Операционный шов» закончен!
Если заглянуть во внутрь трубы, то очень хорошо видны наши проплавленные замки — все важные места, где мы соединяли наши швы:
Теперь Вы знаете все нюансы правильного «операционного шва» и сможете герметично соединять трубы в сложных местах!
Источник
Подбор электродов
Не менее важным для получения высококачественных швов является использование проверенных расходных материалов. Плохие электроды станут непреодолимым препятствием на пути к достижению нужного результата. Лучшими на сегодняшний день считаются такие марки:





АНО-21, АНО-24 и МР-3. Для использования требуется сеть переменного тока. В связи с невысокой стоимостью расходный материал востребован в самых разных отраслях деятельности человека, включая приусадебные хозяйства. Такие электроды отлично справляются с задачами сваривания конструкций для частного подворья: ворот, теплицы, навеса и т.д. Для соединения труб, а особенно магистралей высокого давления перечисленные расходные материалы непригодны;
УОНИ. Высокого качества сердечники заслужили похвалу профессионалов. Тем не менее, электродам свойственны и отрицательные моменты. К примеру, они не позволяют выполнять сварочные работы в быстром темпе
Шов формируется медленно и очень важно поддерживать стабильность электрической дуги. Работать с такими электродами смогут те, кто имеет за плечами опыт с аналогами АНО и МР;
LB-52U
Из всех рассматриваемых марок для сваривания труб электросваркой подходят лучше всего. Японская разработка предпочтительная в реализации крупных проектов. Электроды формируют ровный, привлекательный шов и отлично держат дугу. Единственный их недостаток – это сравнительно высокая стоимость.
Монтаж системы отопления стальными трубами
Монтаж системы отопления стальными трубами можно осуществить следующими способами:
- сваркой;
- скруткой с нарезкой резьбы.
С технологической стороны, процесс установки системы отопления является очень сложным. Поэтому, доверять работу такого рода следует мастерам.
Перед монтажом необходимо провести устройства стояков и произвести укладку труб. При выборе сварочного способа, следует использовать самозащитную проволоку. В отдельных случаях можно пользоваться электродами до 3 мм в диаметре. Если трубы неоцинокованные, то сварку можно произвести внахлест. Сварочные процесс представляет собой кропотливую работу, поскольку швы должны быть ровные без каких-либо пор и наплывов. В процессе сварки, могут вызвать трудности трубы, которые находятся под давлением. Поэтому, сварку нужно осуществлять от центра на самом нижнем участке трубы. При использовании электрода, нужно расположить его перпендикулярно относительно сварочного места. Чтобы сделать вертикальные швы, следует поменять положение электрода. Способ, предполагающий скрутку с нарезкой резьбы является не менее эффективным. В этом случае, трубы соединяются с использованием угольников, муфт и других элементов.
Способы сварки труб
 Различают три способа сварки трубопроводов, это:
Различают три способа сварки трубопроводов, это:
- Термические;
- Термомеханические;
- Механические.
К термическим видам отнесены все способы соединения кромок плавлением. Это дуговая, газовая, лазерная, плазменная сварки труб и другие аналогичные способы. Термомеханические методы включают в себя стыковую контактную сварку и сварку при помощи магнитоуправляемой дуги. К механическому классу относят сварку взрывами и трением.
Кроме того, способы сварки можно классифицировать по следующим параметрам:
- По условиям формирования шва (принудительное или свободное формирование);
- По типу носителя энергии (газовая, лазерная, дуговая и пр.)
- По методу защиты зоны формирования шва (в защитных газах, под флюсом и пр.)
- По степени автоматизации (ручная, автоматическая, роботизированная и пр.).
При строительстве магистральных трубопроводов в большинстве случаев используется автоматическая дуговая сварка под флюсом. Однако возможности применения этого метода ограничены условием необходимости вращения стыка.
Если возникает необходимость сваривать трубы в неповоротном состоянии, применяется ручная дуговая сварка. Этот метод позволяет производить сварку в самых разных пространственных положениях, в том числе и потолочном, которое считается наиболее сложным.
При использовании сварки в защитных газах, выделяют разновидности в зависимости от типа используемого газа. Это может быть сварка в инертной среде (гелий, аргон), в активной среде (азот, углекислый газ), или в смеси активного и инертного газов.
При применении сварочных электродов принято выделять сварку при помощи плавящихся и неплавящихся (вольфрамовых) расходных материалов.
Перспективным способом является лазерная сварка, при которой в качестве носителя энергии выступает луч лазера. Этот способ сварки отличается высокой скоростью до 300 м/ч. Контактные способы сварки осуществляются за счет разогрева кромок свариваемые деталей.
Например, при дугоконтактной сварке разогрев происходит за счет воздействия дуги, которая вращается магнитным полем с большой скоростью. Это способ применяется для соединения труб небольшого диаметра.
Общие сведения
Принцип работы
Температура плавления иногда достигает 3500 градусов по Цельсию. Для достижения качественного соединения приходится заполнять стык расплавленным металлом и вдоль и поперек. Количество слоев напрямую связано с толщиной стенок изделия.
Какого качества будет выполнено соединение, влияет не только сварочный аппарат, в первую очередь это зависит от правильного выбора и подготовки электродов.
С целлюлозной пленкой – для труб с большим сечением
- Рутиловое покрытие – для угловых и коротких прихватывающих швов
- Целлюлозно – рутиловый – для сложной сварки.
Так же для осуществления дуговой сварки труб понадобится трансформатор – выпрямитель или инвертор, для создания постоянного тока.
Хорошо если сварочный агрегат оснащен несколькими режимами работы(с разного вида электродами)
Нюансы дуговой сварки
Аппарат следует включать, только тогда, когда электрод коснулся изделия
Важно следить за размером образующейся электрической дуги.
Сварка производится плавными движениями, что гарантирует равномерное заполнение шва расплавленным металлом
Плавные движения из стороны в сторону контролируют толщину соединения
Изделия с большим сечением и толстыми стенками свариваются с внутренней стороны и внешней.
Правильное сваривание корня шва
При правильном сваривании корня электричеством и газом нужно после варки зачистить конец и начало под нож, чтобы скрыть следы перехода на другой электрод. Сварка корня вторым электродом начинается с уже проваренных и зачищенных мест, покрывая их вторым слоем. Сварка корня, выполненная именно таким образом, позволяет создать практически монолитный шов.
В процессе сварки иногда происходят наружные и внутренние дефекты разного характера. К наружным дефектам относятся пары, брызги, вогнутый корень, микротрещины и другие дефекты.
Некоторые дефекты исправимы. Но следует рассчитать экономическую целесообразность такого исправления.
Подготовка к процессу сварки
Перед скреплением трубы приводят в соответствие требуемым условиям. Для начала оценивают такие технические характеристики:
- диаметр;
- толщину стенок по всей протяженности;
- химический состав (информацию получают лабораторными методами или из технической документации).
При соответствии параметров установленным нормам приступают к подготовке, включающей следующие этапы:
- проверку ровности срезов торцевых частей;
- очищение свариваемых поверхностей до металлического блеска;
- удаление лакокрасочного покрытия, обезжиривание.
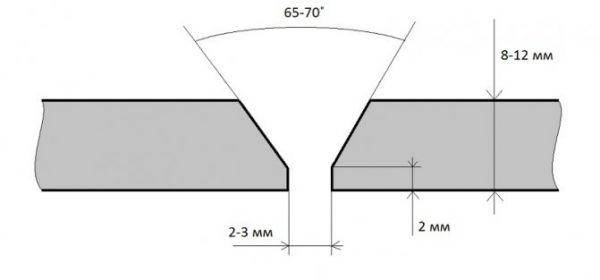
Важная часть подготовительных работ — правильная подгонка торцов.
Притупление должно составлять не более 2 мм. Таких показателей добиваются путем дополнительной обработки срезов шлифовальной машиной или торцевателем. При сварке труб большого диаметра применяют фрезерные станки.
Распространенные ошибки
Очень часто исправление дефектов и доработку сварочных соединений вызывает именно неаккуратная подготовка шва. Чтобы получить хорошие результаты сварки, избегайте этих распространенных ошибок:
- Очень часто можно встретить скос кромок со слишком острым углом, что приводит к плохому проникновению сварочного шва в глубь сварочного соединения.
- Не достаточно хорошая очистка от масла, грязи, краски или лака основного металла. Неправильные методы очистки могут вызвать пористость шва. Использование шлифовальных машин наиболее быстрый способ очистки зоны сварки. Убедитесь что вы очистили по крайней мере 2-5 см от торца детали, чтобы предотвратить попадание в шов посторонних материалов.
- Не соблюдение технологических процессов выполнения сварных швов может показаться удобным для экономии времени и увеличения производительности, но это также может привести к дальнейшим доработкам, исправлениям и неудачным сварным швам. Перед сваркой труб следует ознакомиться с спецификациями и технологическими процессам, там обычно содержатся правильный угол скоса, размер зазора, размер корня шва и другие важные детали.
Виды сварки труб
Сварка труб может, в зависимости от условий и масштаба работ, производиться различными способами:
- газовая сварка сетей водопровода, теплоснабжения и газовых труб в квартирах жилых домов из полудюймовых стальных труб;
- электродуговая ручная;
- электрическая автоматическая или полуавтоматическая, специальным оборудованием – сварочный автомат или полуавтомат;
- сварка стальных труб и нержавеющих (нержавейки) в среде аргона неплавящимся электродом, по-другому TIG-сварка;
- орбитальная, на специальных автоматах с вольфрамовыми электродами в атмосфере аргона под управлением обучающихся программ компьютера;
- индукционная, при которой металл нагревается электромагнитным полем;
- обсадная, для повышения герметичности соединения.
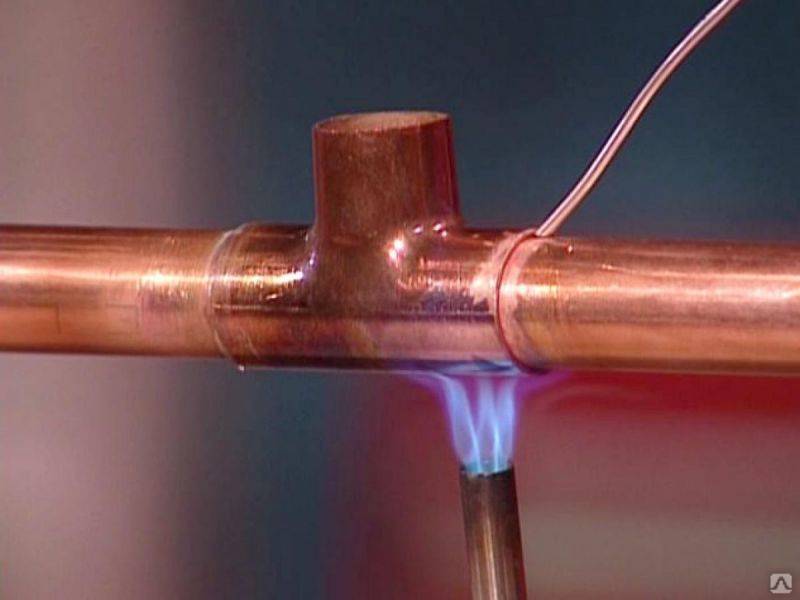
Отдельное место в сварочных технологиях занимает соединение труб из цветных металлов (алюминиевых, медных и т.д.), металлопластиковых, квадратных и эмалированных труб. Эти работы имеют свои особенности. Для них подбираются специальные электроды или аппараты газовой сварки, а также режимы.
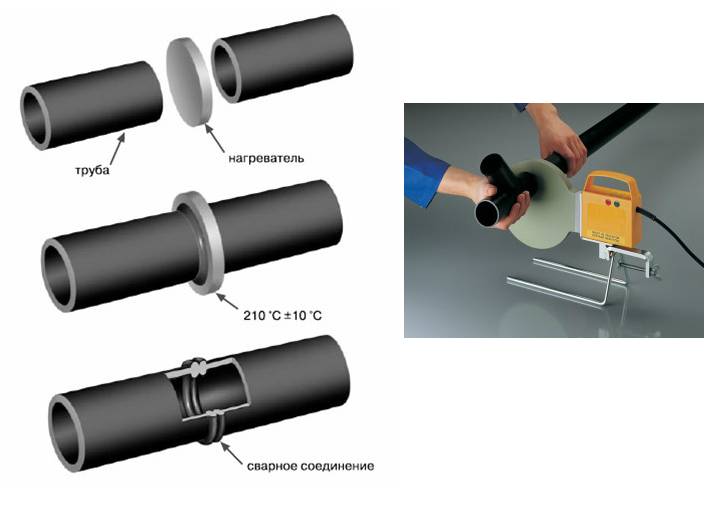
Медные трубы рекомендуется сваривать электродуговым типом в атмосфере азота. Электроды должны быть из вольфрамовой проволоки, в состав обмазки входят раскислители или среда углекислого газа. Тонкостенные трубы для бензопроводов лучше сваривать полуавтоматами. Соединение поли пропиленовых труб производится специальным паяльником.









Они получили заслуженную популярность в последнее десятилетие за упрощенную технику работы с ними, за долговечность и низкую стоимость. Обычно используется приспособление, которое в народе называют «утюг».
Сварочное оборудование для пластмассовых труб стоит в диапазоне примерно от 1000 рублей до 5000 рублей. Но при этом существуют и значительно дорогие аппараты, например, за 60000 рублей. Конечно, промышленные и магистральные трубопроводы варятся по совершенно другой технологии и на другом оборудовании. Ко всем сварочным работам допускаются лишь аттестованные сварщики.
Подготовка к процессу сварки
Перед скреплением трубы приводят в соответствие требуемым условиям. Для начала оценивают такие технические характеристики:
- диаметр;
- толщину стенок по всей протяженности;
- химический состав (информацию получают лабораторными методами или из технической документации).
При соответствии параметров установленным нормам приступают к подготовке, включающей следующие этапы:
- проверку ровности срезов торцевых частей;
- очищение свариваемых поверхностей до металлического блеска;
- удаление лакокрасочного покрытия, обезжиривание.
Важная часть подготовительных работ – правильная подгонка торцов.
Притупление должно составлять не более 2 мм. Таких показателей добиваются путем дополнительной обработки срезов шлифовальной машиной или торцевателем. При сварке труб большого диаметра применяют фрезерные станки.
Полезные советы и возможные ошибки
Чтобы сделать все правильно сразу и не переделывать через время плохую работу, нужно следовать некоторым советам:
- В труднодоступных местах лучше использовать согнутый электрод и контролировать процесс с помощью зеркальца.
- Если необходимо поменять электрод, то шов нужно продолжить с накрытием в 1-2 см.
- Металл током лучше прогревается с помощью прямой полярности, а не обратной.
Чаще всего дефекты возникают из-за того, что неопытные мастера невнимательны во время работы. В случае со сваркой даже небольшое отклонение шва приведёт к тому, что он не будет герметичен и прочный. Если изменить длину дуги, то в швах образуются пустоты и не проваренные места. Также дефекты могут возникнуть из-за оборудования или плохого качества труб.
 Пример некачественного шваИсточник varim.by
Пример некачественного шваИсточник varim.by
Также во время сварки необходимо помнить о технике безопасности:
- проверить жилы и детали аппарата, они должны быть изолированы;
- корпус оборудования должен быть заземлён;
- вся одежда, рукавицы и маска должны быть сухими;
- перед началом работы необходимо обуть резиновую обувь или постелить под ноги коврик из этого материала, это обеспечит дополнительную изоляцию;
- обязательно нужно надевать защитный щиток, чтобы обезопасить глаза и лицо.
Если игнорировать правила техники безопасности, то можно получить ожоги или удар током.
После того, как сварочные работы окончены необходимо проконтролировать качество шва, так как сварка водопроводных труб требует тщательного анализа. Наружно можно определить, есть ли на швах прожоги, поры, свищи или другие дефекты.
Для проверки швов на трещины необходимо использовать компрессор. На концы устанавливаются заглушки, а швы обмазываются мыльной пеной. После этого в трубу под давлением необходимо закачать воздух. На местах, где соединение недостаточно прочное будут появляться мыльные пузырьки.
 Так выглядит окалина на сварном швеИсточник a.d-cd.net
Так выглядит окалина на сварном швеИсточник a.d-cd.net
Оборудование и материалы для сварки труб
Материалы для сварки – это электроды и обмазки. Электроды бывают плавящиеся и неплавящиеся. Обмазки защищают свариваемый шов от окисления и шлаков. Сварочное оборудование очень разнообразно по номенклатуре, назначению и стоимости. Оно различное для электросварки и газовой сварки. Для электросварки — это сварочные аппараты, сварочные инверторы, держатели электродов и проволоки, кабели для подключения и для заземления, всевозможные соединители кабелей и клеммы.
Для газовой сварки необходимы баллоны с кислородом и ацетиленом, газовые горелки, газовые редукторы, приборы для контроля давления, обратные клапаны, ниппели, шланги, различные патрубки. Обратный клапан и предохранительный затвор защищают газовый баллон от проникновения пламени. Ниппель представляет собой переходник с резьбой для соединения шлангов.
При автоматической или автоматизированной сварке более точно выдерживаются нормы расхода электродов. Для защиты самого сварщика необходимы защитные маски, специальные очки, фуражка с козырьком, рукавицы и спецодежда. Все сварочное оборудование должно регулярно проходить планово-предупредительные ремонты (ППР).
Выбор электродов
В большинстве случаев сварку металлических труб отопления ведут плавящимися электродами. При толщине стенок до 5 мм достаточно диаметра 3 мм, до 10 мм — 4 мм. Величина сварочного тока при соединении встык устанавливается 90 — 110 А, внахлест — не менее 120 А. Неплавящиеся электроды из вольфрама или графита с использованием присадочной проволоки и инертного газа используются редко. Область применения стальных электродов зависит от состава покрытия:
- целлюлозное (с маркировкой C) предназначено для сварки магистральных трубопроводов большого диаметра;
- с рутилово-кислым (RA) часто применяются при монтаже коммунальных систем водо и теплоснабжения;
- рутиловое (RR) позволяет создавать швы лучшего качества, чем предыдущий вариант;
- рутилово-целлюлозное (RC) повышает прочность сварочного соединения при вертикальном монтаже;
- универсальное (B), оно же основное, используется при сварке труб разного диаметра и толщиной стенок, работающих в широком диапазоне температур.
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго — это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них
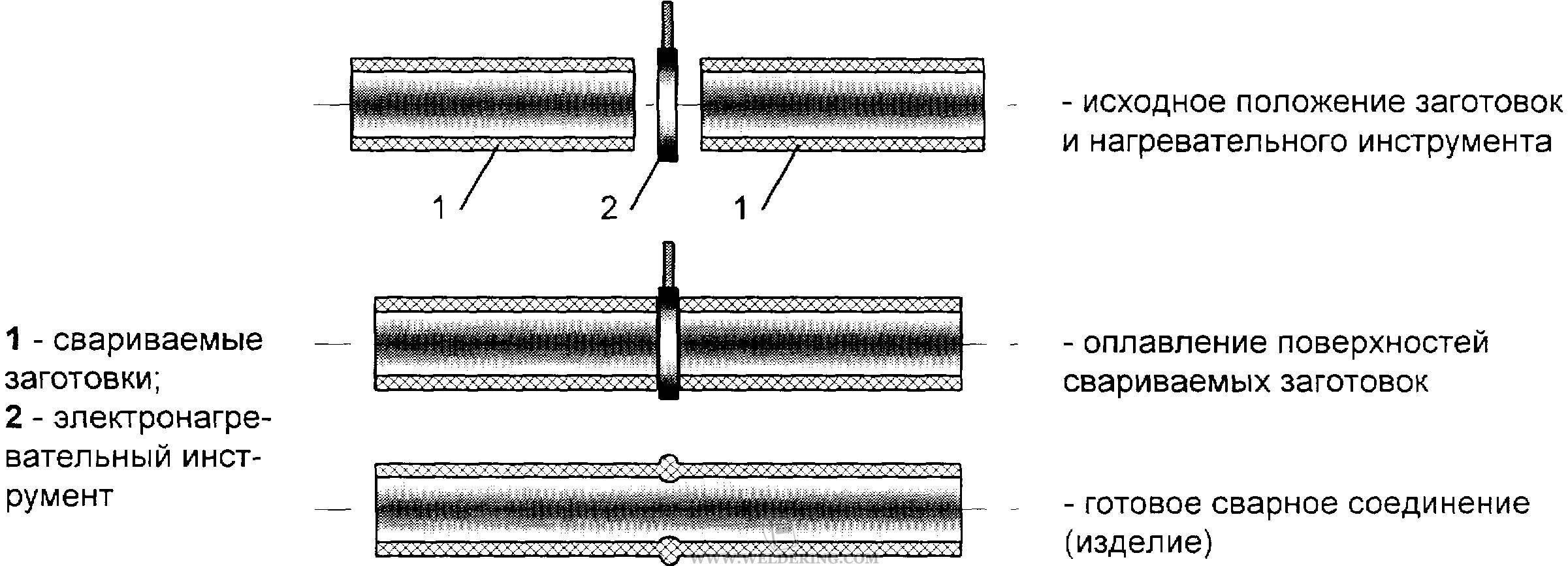
Как сварить пластиковые трубы
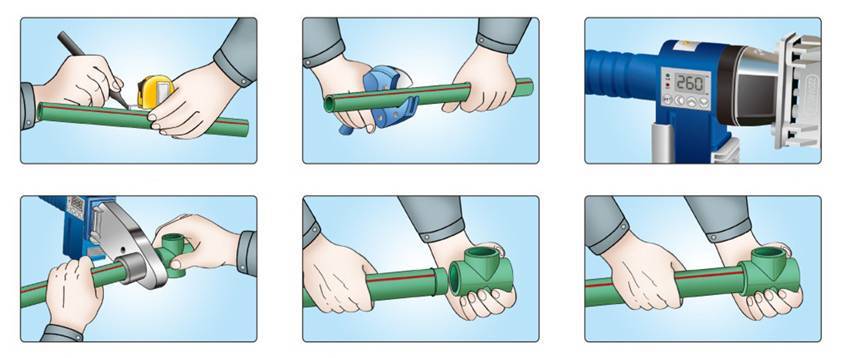
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Самостоятельная сварка трубопроводов
До того как начать непосредственно сваривать трубопровод, необходимо выполнить подготовку:
- Очистить соединяемые детали от покрытий, окисей, жира и грязи.
- В случае наличия на торцах труб существенных неровностей, их деформации желательно их аккуратно обрезать, чтобы получился идеальный срез, легко стыкующийся с такой же деталью.
- Зачистка внутренней и внешней поверхности возле кромки трубы на глубину от 10 мм и больше до состояний чистого металла.
Читать также: Игольчатый вибратор для бетона
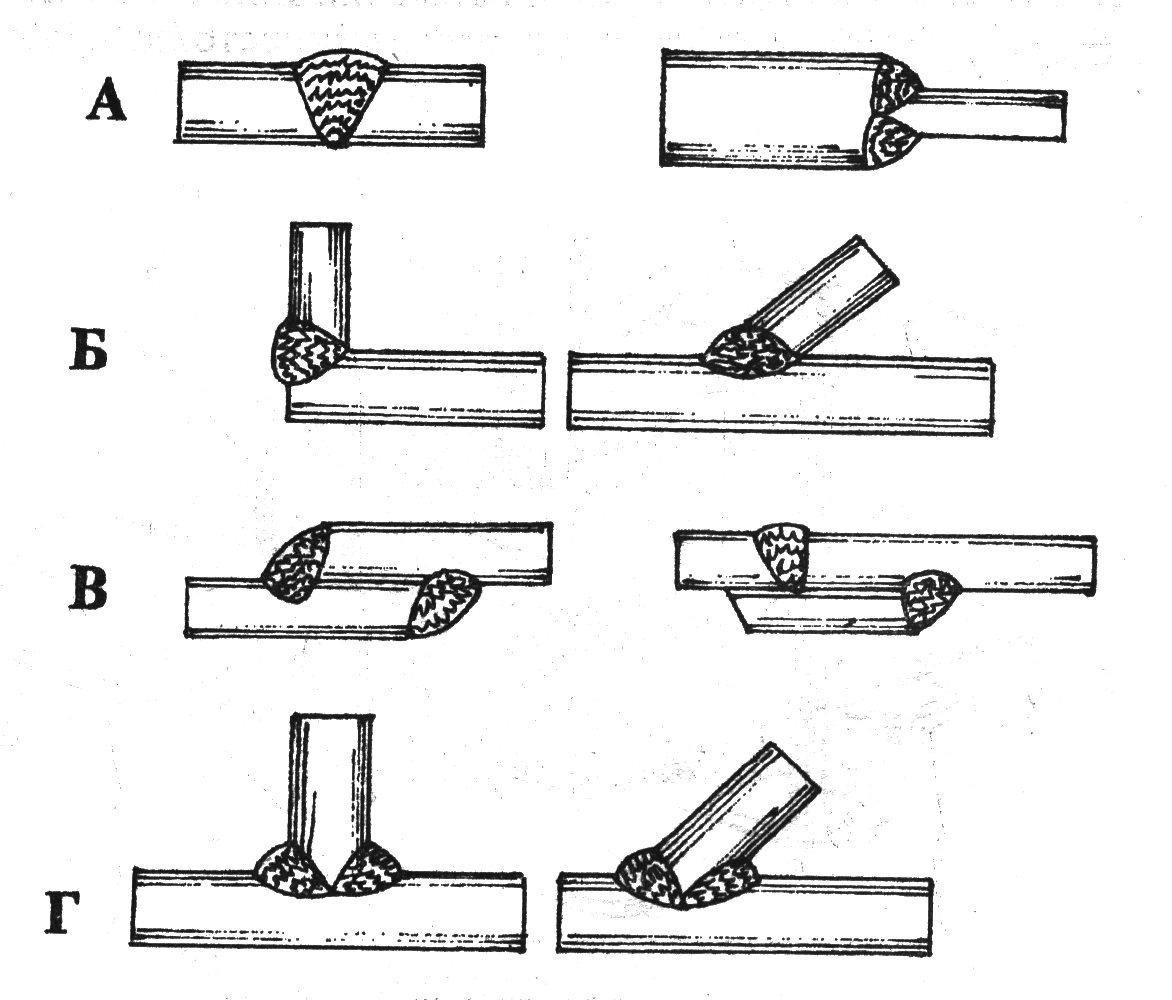
Стальные трубы, как правило, свариваются встык и требуют проварки всех кромок по высоте стенок. Для уменьшения выпирающих внутрь трубопровода наплывов угол наклона электрода при их сварке должен быть менее 45 градусов по отношению к горизонтали.






Сам процесс сварки труб подразумевает непрерывную обработку их стыков до момента окончательного приваривания. Поворотные и неповоротные стыки между трубами ширина стенок, которых не превышает 6 мм, проваривают не меньше 2 раз, то есть в 2 слоя. При увеличении толщины стенок свыше 6 и до 12 мм накладываются 3 шва, более 19 мм – четыре и так далее.

Особенностью сварки труб является то, что из-за необходимости наложения швов друг на друга и технологии сварки требующей предварительной очистки свариваемой поверхности, процедуру очистки поверхности от окалины придется проводить после каждого слоя, чтобы наварить на него следующий. Как и в большинстве монтажных работ и в этом деле первый шов самый ответственный и определяющий качество всей работы.
В него должна полностью вплавиться вся кромка трубы с ее зазубринами и притуплениями. Этот начальный, основополагающий шов особо тщательно изучают на предмет трещин и в случае наличия их выплавляют или вырубают, повторяя заварку фрагмента заново.
Второй и дальнейшие слои наносятся при небыстром и плавном проворачивании уже наживленного соединения труб. Конец и начало всех слоев необходимо смещать по отношению к предыдущему на 15-30 мм. Конечный слой накладывают, делая плавный переход со шва на основную трубу с зачищенной кромкой.
Для обеспечения максимального качества шва, каждый следующий его слой наносят в обратном направлении относительно предыдущего, то есть если первый был по часовой стрелке, то второй должен быть – против и наоборот. Замыкание слоев шва делают не стык встык, а с запасом друг на друга – вразбежку.
Самостоятельная сварка труб дело довольно сложное, но это один из самых распространенных и требуемых от любого сварщика тип работ. Поэтому при желании освоить его не только можно, но и может быть крайне полезно и выгодно. Для этого достаточно лишь понять принципы и технологию сварки, и получив небольшую практику на самых легких упражнениях можно и дальше оттачивать свое мастерство вплоть до уровня профессионалов.
Для соединения металлических труб отопления используется технология электросварки. В этом материале вы найдете видео, которые познакомят вас с данной технологией и вы сможете самостоятельно справиться с работой.
Предлагаем вашему вниманию серию видеороликов, которые познакомят вас с общей теорией электроварки. Вы узнаете, какие электроды лучше использовать в работе, а также как подготовить трубы к сварке.
В этом видеоролике показан сам процесс сварки. Мастер расскажет, как выбрать ток и опишет этапы работы.
В продолжение темы — следующее видео.
Четвертый урок по сварке труб расскажет, как использовать в работе специальные электроды для сварки труб ЦУ-5.
В последнем ролике мастер расскажет, зачем нужны вторые проходы и опишет тонкости работы с разными типами электродов.
Если вам необходимо сделать врезку труб отопления, вам поможет справиться с работой этот ролик.
Еще один видеоурок для начинающих сварщиков, который научит варить трубы небольшого диаметра.
“>
4.Как варить трубы электросваркой покрытым электродом.
1.Режимы:
- Род и полярность тока зависит от толщины стенки трубы, марки стали и марки покрытого электрода.
- Сварочный ток определяется толщиной электрода. Чтобы его рассчитать, надо диаметр электрода умножить на (30-40). Полученное число будет равняться сварочному току в амперах.
- Напряжение на дуге определяется ее дугой. Оптимальная длина дуги находится в диапазоне от половины диаметра электрода до полного диаметра электрода плюс 1.
- Скорость сварки сварщик выбирает в зависимости от геометрических размеров шва.
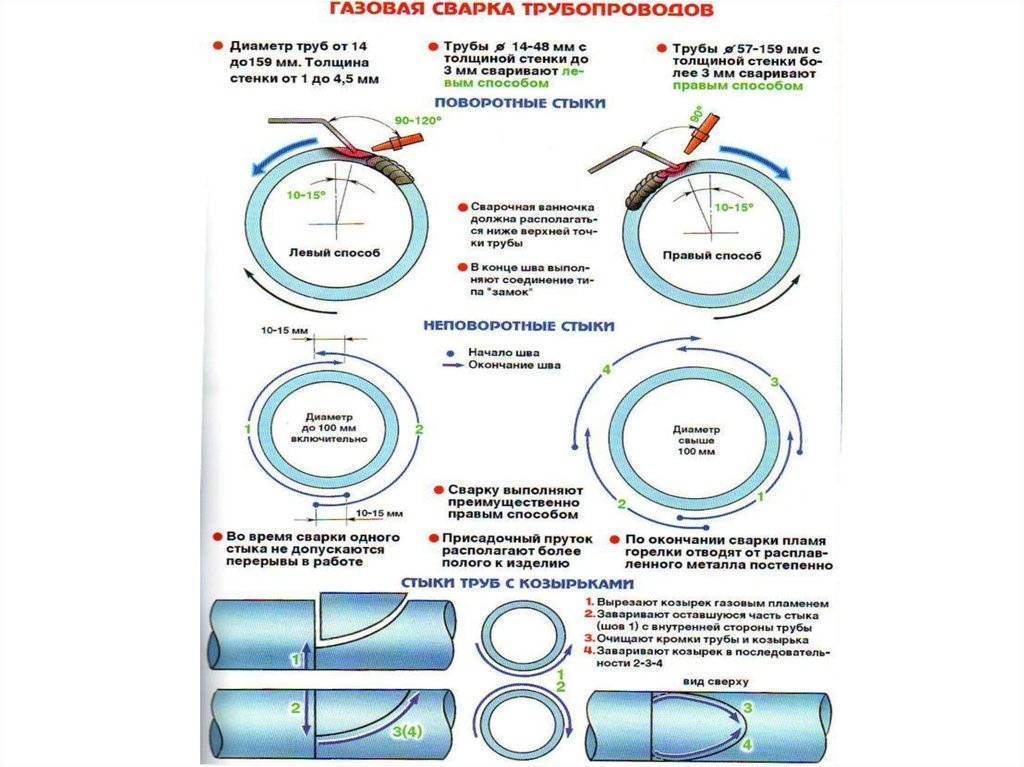
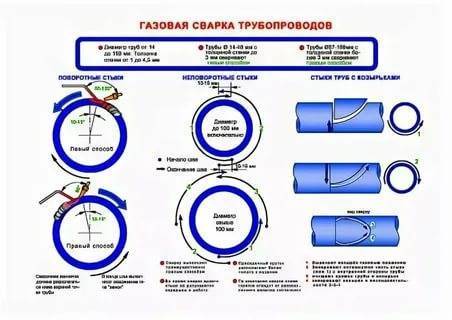
3.Поворотные стыки:
- При сварке стыков во вращателях скорость вращения изделия должна равняться скорости сварки.
- Положение сварочной ванны, наиболее удобное для формирования шва, находится не в самой верхней точке стыка, а в точке, отстоящей от вертикали на 30-35 градусов в сторону, противоположную вращению.
- Если применение вращателей нецелесообразно или их нет, свариваемые стыки надо поворачивать на углы 60-110 градусов. Благодаря этому, шов формируется в самом удобном, нижнем положении.
- трубы с поворотом на 180 градусов сваривают в три приема:
- сначала в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу одни или двумя слоями;
- затем переворачивают трубу на 180 градусов и сваривают оставшуюся часть стыка на всю толщину;
- затем трубу еще раз поворачивают на 180 градусов и проваривают оставшуюся разделку.
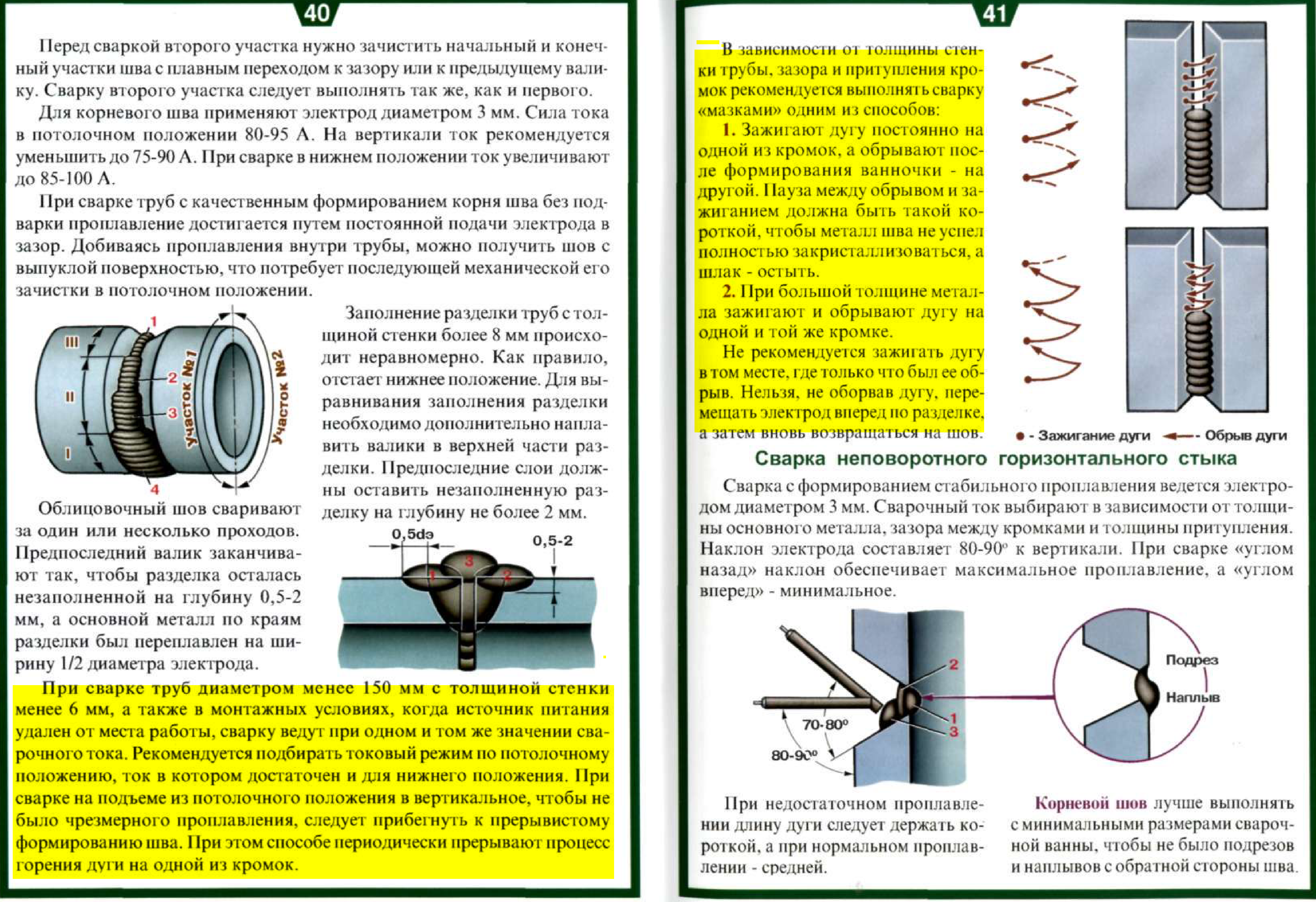
Сварка неповоротных стыков:
Вертикальные неповоротные стыки варятся в два приема. Периметр стыка условно делится вертикальной осевой линией на два участка. Каждый из них имеет три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали.
Нижним положением – участок, занимающий тоже примерно 20 градусов от верхней точки детали. Между этими положениями располагается горизонтальное положение. Сварка начинается с потолочного положения и заканчивается нижним (т. е. ведется с крайней нижней точки детали к крайней верхней).
Каждый участок варится короткой дугой, равной половине диаметра электрода. Перекрытие швов (замок) зависит от диаметра детали и может составлять от 20 до 40 мм. Начинать сварку надо «углом назад», а заканчивать «углом вперед».
Горизонтальные неповоротные стыки варятся «углом назад». Наклон электрода относительно вертикальной оси должен составлять 80-90 градусов. Варить надо средней дугой.





