

Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Галерея изображений
Фото из
Швейер — инструмент для подготовки армированных ПП труб
Удаление двух наружных слоев
Подготовленная к пайке полипропиленовая труба
Обработка перед пайкой неармированной ПП трубы
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Ещё одно приспособление – торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
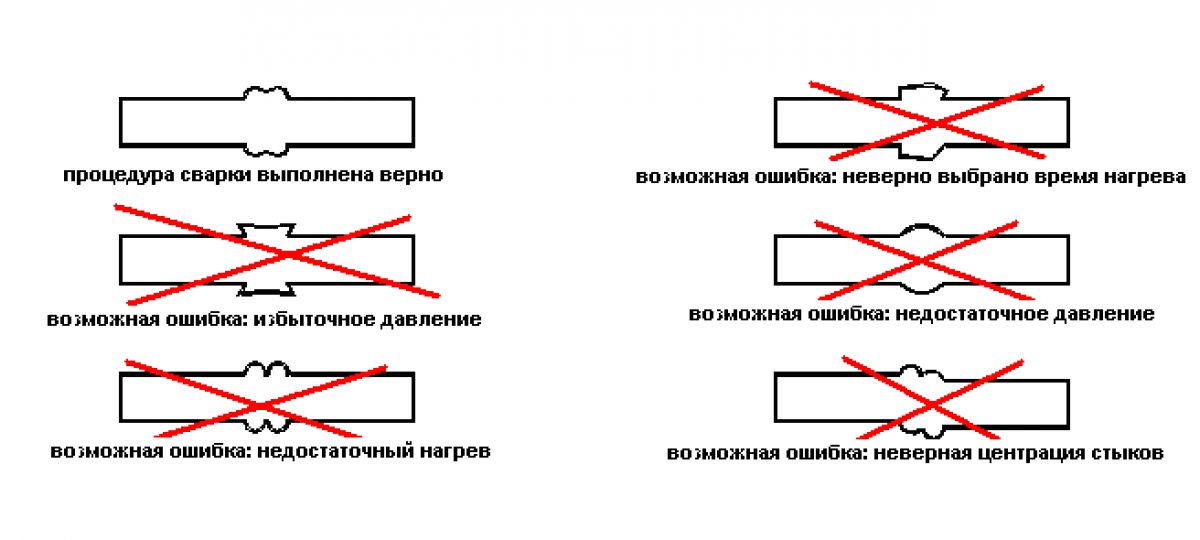
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
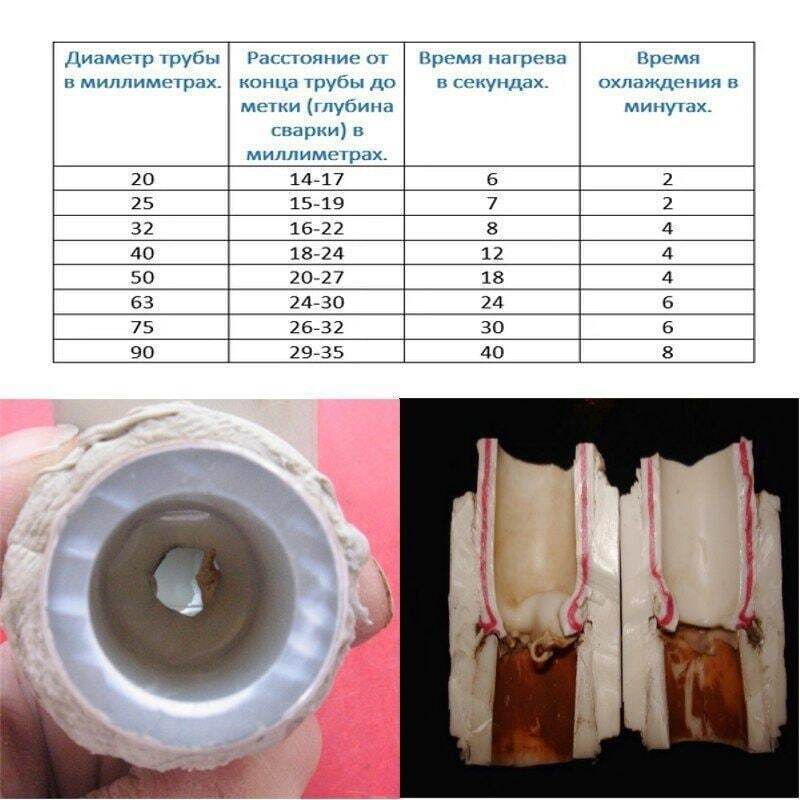
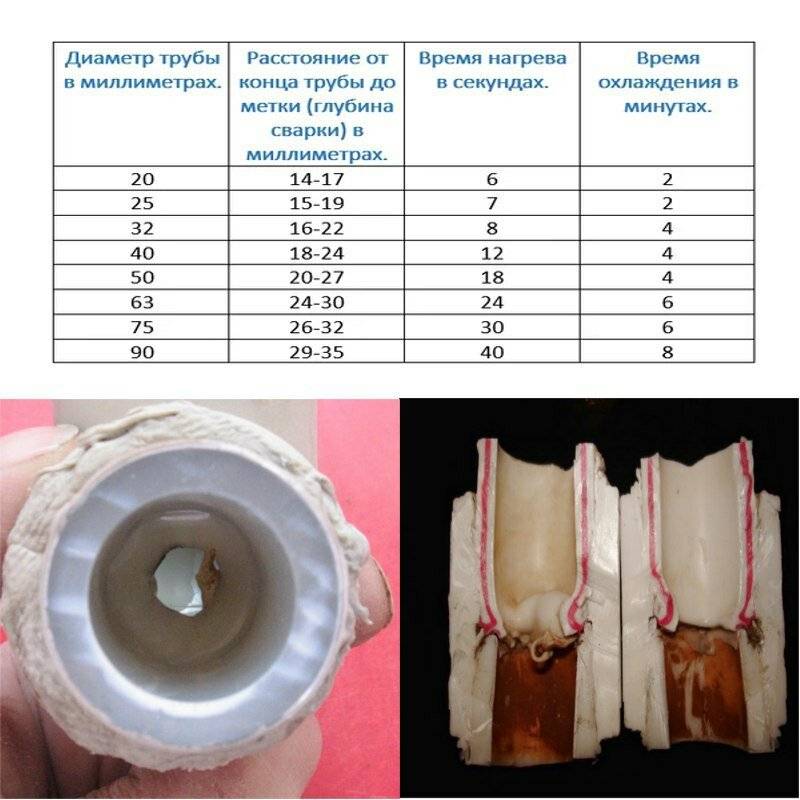
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.

Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.







Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Особенности технологического процесса сварки
 Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Осталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
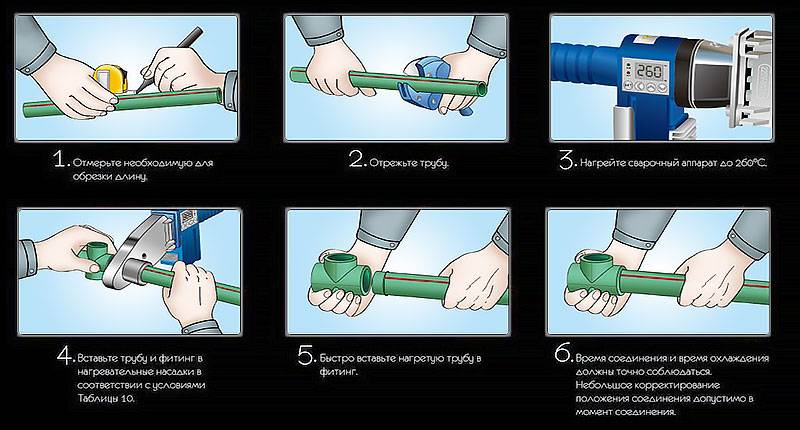
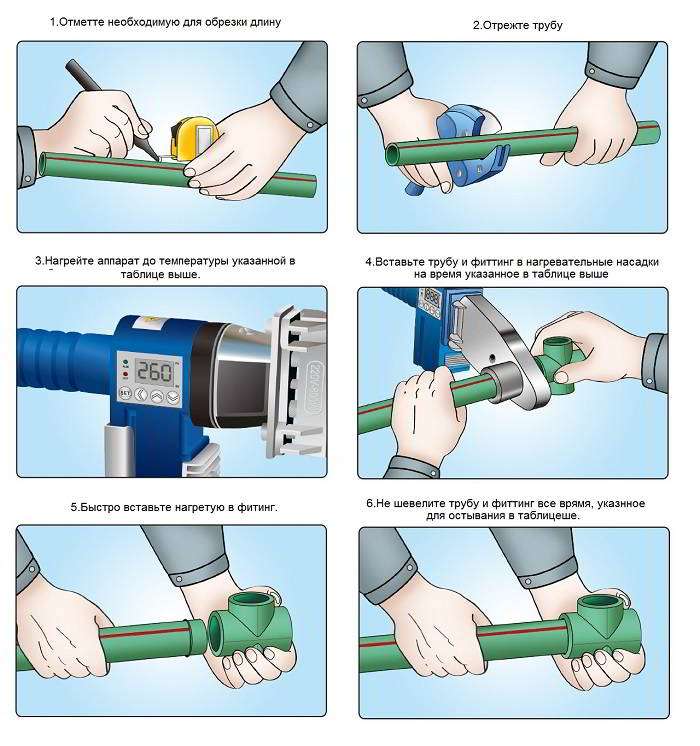
Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
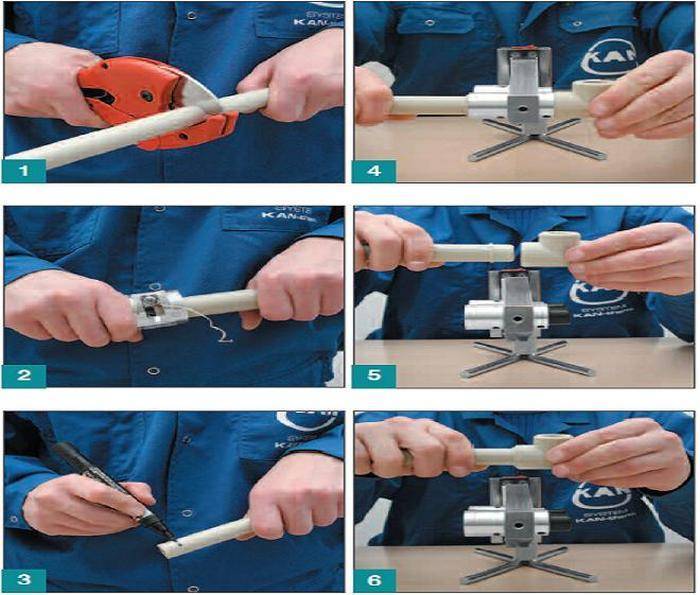
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы
Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима
Шейвер для зачистки армирования
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
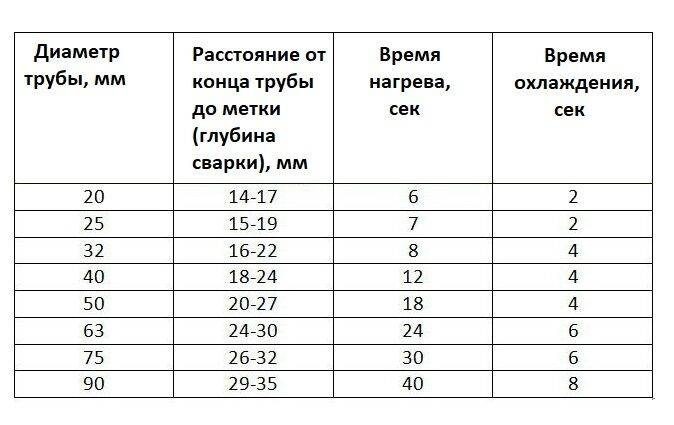
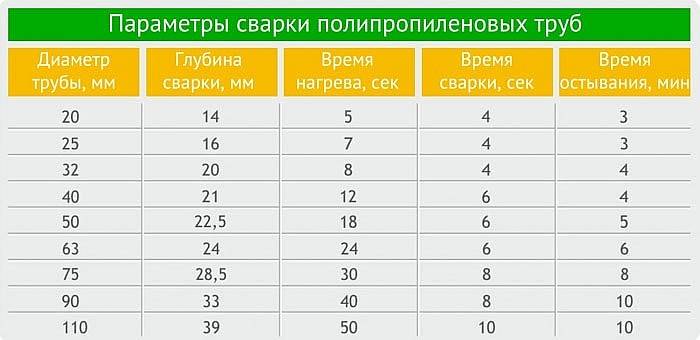
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.
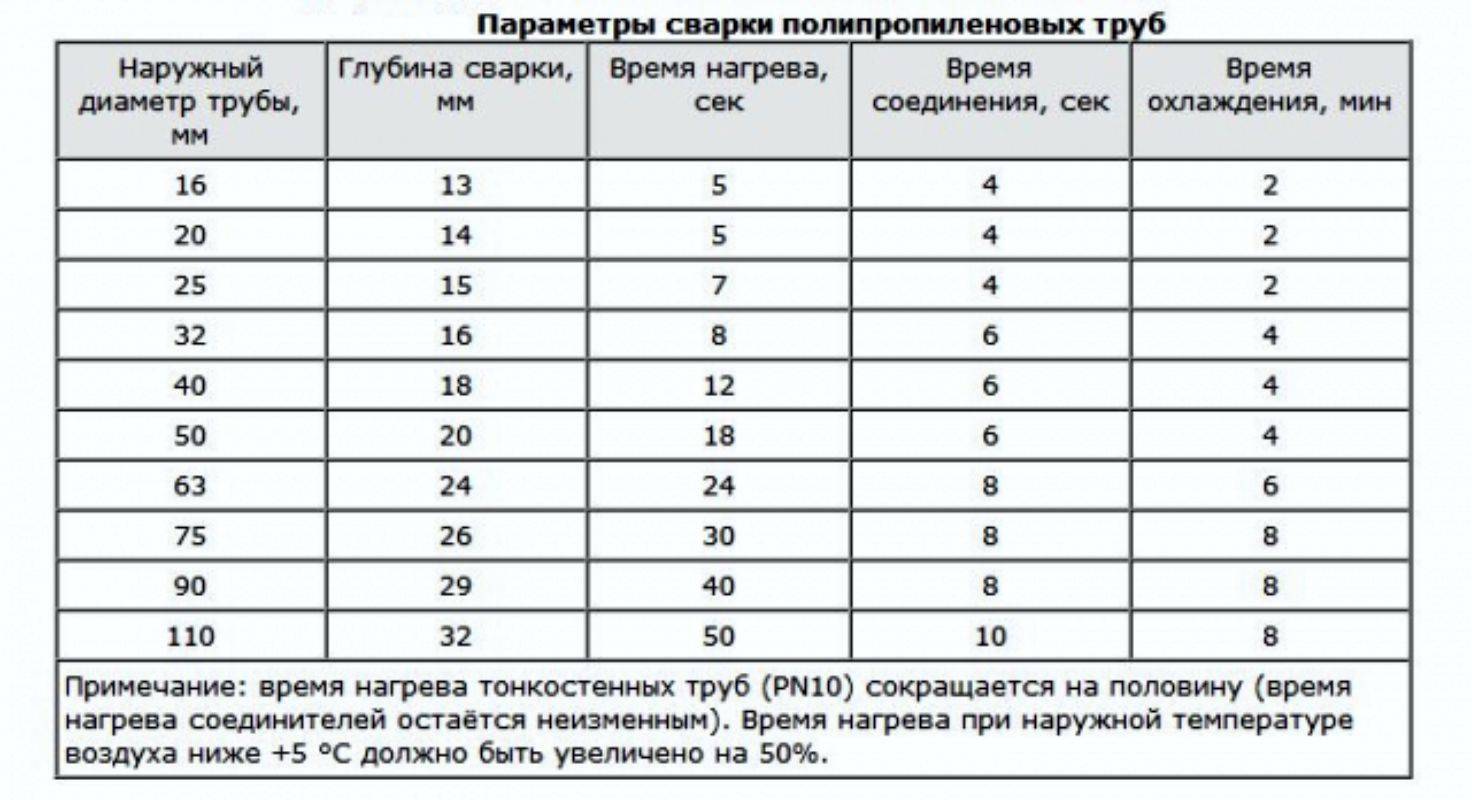
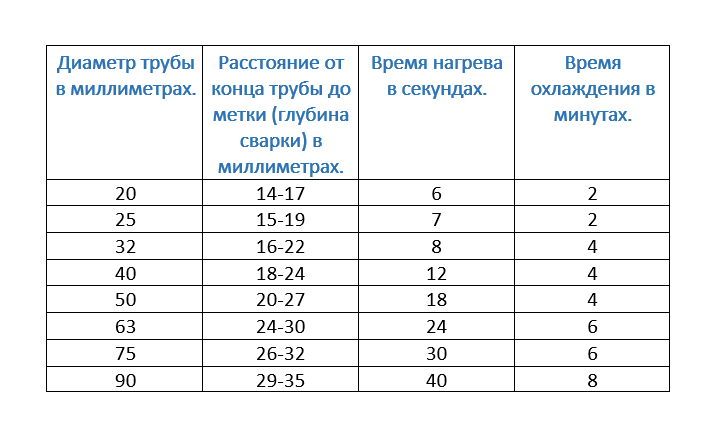
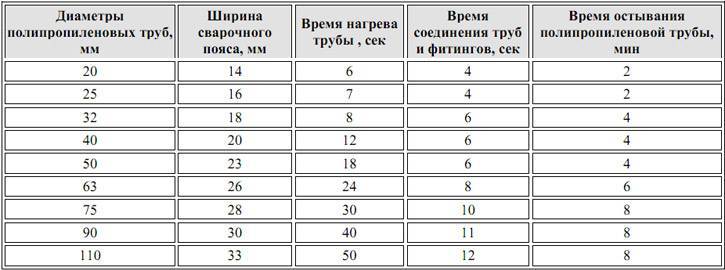
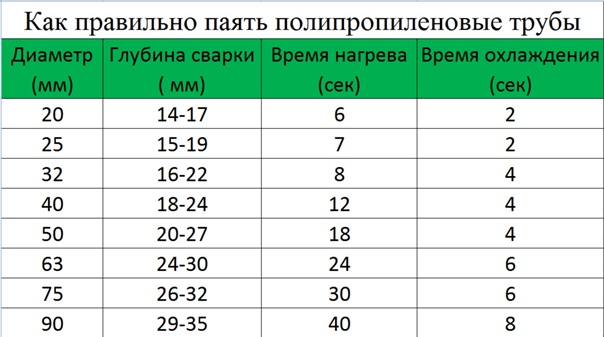
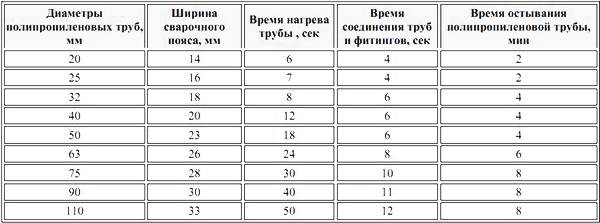 На фото таблица с данными для сварки полипропиленовых труб
На фото таблица с данными для сварки полипропиленовых труб
Прогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать, иначе такое соединение может в будущем дать течь
Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр
Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
 Труба и муфта в «утюге» фиксируются на строго заданное время
Труба и муфта в «утюге» фиксируются на строго заданное время
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
Полезные советы
Чтобы работы была произведена качественно и вовремя, есть смысл придерживаться следующих инструкций, которые помогут при работе:
Трубы и соединительные детали должны быть произведены одной из той же компаний. В этом случае нельзя экономить и приобретать бюджетные фитинги и дорогие трубы или наоборот
Это очень важно, так как температура плавления у изделий может оказаться разной, что чревато для надежности готовой системы;
Паяльник должен нагреваться до температуры 260 градусов Цельсия, при этом нельзя повышать температуру элемента для экономии времени. Пара минут времени «не сделают погоды», а вот вероятность повреждения материала увеличится;
Соединительные элементы нужно обезжирить и тщательно отчистить от загрязнений
Даже малейшие части грязи могут нарушить качество крепления;
Перед началом пайки и монтажа при отсутствии опыта в подобных работах лучше сперва попрактиковаться на отрезках трубы, чтобы «набить руку» и понять, сколько усилий нужно прилагать. Недостаточное или слишком большое усилие является одной из самых распространенных ошибок;
Если вы хотите соорудить качественную систему, нельзя экономить. Не стоит приобретать дешевые материалы, инструменты и оборудование. Качественная продукция прослужит намного дольше.
Работу по пайке нельзя осуществлять при температуре воздуха ниже +5 градусов Цельсия. В таком случае эффективность процесса ощутимо снижается, соединения становятся хрупкими и требуют большего нагрева соединительных элементов. Это опасно излишним плавлением и деформированием изделий.
Кроме организационных проблем и ошибок при проектировке конструкции трубопровода, монтаж труб из полипропилена зависит исключительно от человеческого фактора при пайке. В наших силах повлиять и на время соединения и на температуру нагрева изделий, поэтому остается быть аккуратным и внимательным.
Паяем полипропиленовые трубы правильно
Разобравшись с основными ошибками, приведем небольшую инструкцию по сварке пластиковых труб.
Шаг 1. Вначале подготавливается все, что потребуется для работы:
- сам паяльник;
- пила по металлу (лучше труборез, если есть возможность);
- трубы с фитингами;
- маркер.
Шаг 2. Паяльник собирается, на него ставятся нужные насадки, затем прибор подключается к сети и прогревается. Когда он хорошо прогреется, его желательно выключить (хотя бы один раз). На трубе делается пометка – обозначается глубина ее вхождения в фитинг. Затем можно приступать непосредственно к пайке.




Разметка трубы перед пайкой
Шаг 3. Труба размечается, указывается, куда и как будет направлен фитинг (либо тройник, отвод, проч.), для чего лучше воспользоваться черным строительным маркером. Также отмечается глубина вхождения в фитинг. В будущем это поможет избежать разного рода ошибок, касающихся разметки.
Шаг 4. Труба загоняется с одной стороны хорошо разогретого паяльника, а фитинг – с другой. Начинается отсчет времени (следуйте таблице), по прошествии которого стыкуемые элементы быстро извлекаются и соединяются вместе.
Элементы нужно нагревать в течение определенного времени
Шаг 5. Фитинг во время соединения сразу выравнивается, чтобы ровно сидел на трубе. Саму трубу не стоит сильно вдавливать – достаточно насадить на глубину, отмеченную ранее. Если вдавить слишком сильно, внутренний диаметр трубы может уменьшиться, а это уже очень грубая ошибка!
Кроме того, фитинг во время соединения нельзя прокручивать. Если говорить простым языком, нужно: нагреть, соединить, выровнять и удерживать примерно полминуты.
Этапы пайки полипропиленовых труб
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.
Свойства и разновидности труб

Полипропилен (PP, ПП) — продукт полимеризации пропилена — твердое белое вещество. Чтобы придать ему цвет, в материал специальные органические красители, пигменты. В промышленности используют полипропилен (гомополимер), имеющий изотактическую структуру, которую отличает твердость, морозо- и термостойкость, повышенная прочность, устойчивость против агрессивных реагентов.
Трубы для водоснабжения производят из первичного полипропилена PPR третьего типа. Материалы в состоянии:
- выдерживать высокое давление (10-25 атмосфер);
- быть надежными в эксплуатации более 50 лет;
- противостоять температуре до +95° (трубы для ГВС).

Есть у полипропилена один существенный недостаток — линейное расширение при нагревании. Он приводит к провисанию этих пластиковых трубопроводов ГВС. Для снижения риска деформации, увеличения прочности данные изделия усиливают армированием (стекловолокно, алюминиевая фольга) — внешним или внутренним. Такая защита позволяет использовать полипропиленовые трубы не только для водопроводов, но и в системах отопления.
Минус алюминиевого армирования — сложности, возникающие у домашнего мастера в процессе монтажа: как внешний, так и внутренний пояс металла требует разного подхода к пайке трубопровода.
Марки труб
Сейчас выпускают несколько разновидностей изделий, все они в некоторой степени отличаются свойствами, характеристиками, а значит, предназначением. Существует 4 марки, цифры означают максимальное значение давления (атмосферы), которые они способны выдерживать.

- PN 10. Материал, имеющий самую бюджетную стоимость. Объясняется она не слишком выдающимися характеристиками. Приобретают эти трубы для холодного водоснабжения, в исключительных случаях — для монтажа подводки к контурам систем «теплого пола», если максимальная температура не будет превышать 45°.
- PN 16. Это самые популярные трубы для холодного водоснабжения с высоким давлением, а также для низкотемпературного отопления, так как максимально допустимая температура составляет 60°.
- PN 20. Универсальный материал, который можно использовать для холодного или горячего водоснабжения, а также в автономных отопительных системах, где нет опасности гидроударов. Марка Gf-PPR PN 20 имеет стекловолоконное армирование. Температура теплоносителя не должна подниматься выше 80°.
- PN 25. Это самые прочные трубы, которые можно использовать для холодного либо горячего водоснабжения, в домах (квартирах) с любой системой отопления. Для марки Al-PPR PN 25 характерно внешнее армирование алюминием, для PERT-Al-PPR PN 25 — внутреннее. Максимальная температура — 90-95°.
Внешние температуры
Паяя изделия из полипропилена надо следить за внешними температурами:
- Если температура за окном меньше пяти градусов, значит устанавливать трубы нельзя;
- Если температура меньше пятнадцати градусов, значит нельзя ронять и трясти трубу. В противном случае она деформируется/развалится;
- Помещение предварительно прогревается/проветривается. Лучший вариант – 10 градусов;
- Рекомендуется использовать обогреватель, чтобы поддерживать одну температуру по ходу пайки;
Подробную информацию изготовитель пишет в инструкции по эксплуатации изделия. Показываются временные нормы, температуры, дополнительные требования.
Особенности соединения зачистной трубы
Перед соединением зачистной трубы, с нее нужно убрать фольгированный слой специальной стружилкой (шейвером) на размер глубины спайки. При отсутствии шейвера, армирующий слой аккуратно срезается канцелярским ножом ровно, по всей площади погружения трубы в фитинг. Этот способ выглядит непрофессионально, но при аккуратном удалении не уменьшает наружный диаметр полипропилена.
Что нужно для пайки
Для состыковки труб и переходных элементов понадобится следующие инструменты:
- набор для пайки труб (паяльник, насадка 20 мм, подставка);
- ножницы для пластиковых труб;
- простой карандаш;
- трубные рычажные ключи;
- рулетка.
Пошаговая инструкция по пайке пластиковых труб
В процессе монтажа коммуникаций важно избежать ошибок. При нарушении технологии монтажа качество шовного соединения существенно снижается, что приводит к сокращению срока службы трубопровода
Увеличивается риск протечки.
Меры безопасности
Для работы необходимо использовать перчатки. Нельзя прикасаться к нагревательному элементу после включения аппарата, т. к. он имеет свойство нагреваться до +300°С.
Необходимо удостовериться, что аппарат для сварки находится в рабочем состоянии – целостность провода не нарушена.
Подготовка элементов и деталей
Не рекомендуется соединять необработанные коммуникации. Сначала выполняется нарезка материала в соответствии с проектом системы водоснабжения. Даже если используется труборез, то заусеницы все равно необходимо удалить, т. к. они хоть и в меньшем количестве, но образуются. Чтобы коммуникации легче соединялись с фитингами, делают фаски на торцевых участках (угол до 45°). Для этого используется специальный инструмент. Перед началом сварочных работ трубы обезжиривают.
Перед пайкой проводят процедуру обезжиривания трубы.
Подготовка паяльника
Работать с аппаратом для сварки полимерных коммуникаций несложно. Его устанавливают на подставку, затем подключают к сети. Одновременно задается требуемая температура нагрева (если есть такая функция), которая реализуется посредством терморегулятора. После этого остается дождаться, когда терморгулятор достаточно прогреется (используют электрический термометр). Длительность данного периода зависит от мощности агрегата и скорости нагрева. Часто приходится ожидать до 30 минут.
При какой температуре паять пластиковые трубы
Температурный режим изменяется в зависимости от вида материала коммуникаций. Чаще всего используются трубы из полипропилена, для них задается температура +260°С (верхний предел). С полиэтиленовыми изделиями работают при менее агрессивных условиях: температура не выше +220°С. При отсутствии терморегулятора в качестве главного критерия выступает время нагрева. Чем больше диаметр трубы, тем дольше она прогревается. Время нагрева изменяется в пределах от 6 до 20 секунд (для коммуникаций диаметром 20-63 мм).






Правила стыковки
Основное требование при монтаже полимерных коммуникаций – соответствие оси трубопровода. Они гибкие, становятся пластичными при нагреве. Это способствует увеличению риска неправильной установки труб. Чтобы избежать образования наплывов внутри коммуникаций на участке стыка, оставляют зазор до 3 мм между кромками.
Последовательность пайки пластиковых труб.
Соединение трубы
Выдержав достаточное количество времени, трубу и фитинг снимают с насадок
Важно сразу соединить их, установив в правильном относительно оси трубопровода положении. Полное отвердевание полимерного материала происходит через 2-3 минуты
Однако ближе к окончанию этого отрезка времени уже нельзя регулировать положение трубы и фитинга относительно друг друга. Это приведет к разрушению образовавшихся молекулярных связей. В результате качество соединения снизится.
Зачистка и охлаждение соединений
Стыковка трубопровода с фитингом.
Участок трубопровода после стыковки с фитингом оставляют в неподвижном положении. Ожидают, когда температура материала уменьшится до +40°С (допускается изменение на 1-2°С). После этого необходимо частично удалить наплывы. При таких условиях полимерный материал успевает набрать прочность, но все еще сохраняет достаточную пластичность. Это позволяет легко удалить наплывы, не деформируя шовное соединение.
Нельзя подвергать участок трубопровода искусственному охлаждению. Он должен остывать на открытом воздухе. Применять специальные средства (обдув, источники низкой температуры или холодную воду) для этого запрещено.
Проверяем качество соединения
Выполняется оценка внешнего вида участка трубы. Так, на шве не должно быть трещин. Материал здесь должен быть равномерным, без неплотностей, структура – не пористой. Качественным считается соединение без дефектов и с наплывом в пределах 2-4 мм. Если толщина стенки трубы менее 10 мм, то оставляют валик на шве до 2 мм высотой. Когда свариваются коммуникации большего размера, наплыв должен быть не менее 4 мм.
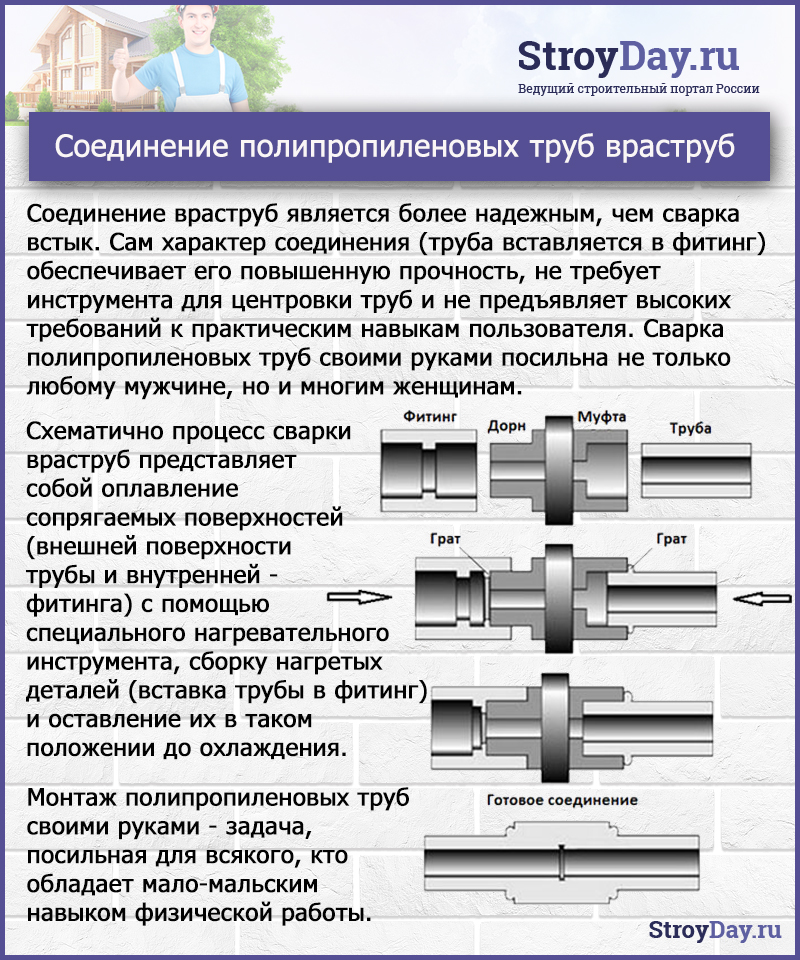
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Как выбрать насадки
Подбирая нагревающие насадки, необходимо учитывать диаметр соединяемых труб и другие важные моменты:
- прочность;
- насколько хорошо сохраняется форма после изменения температуры;
- теплопроводность.
Практически ко всем сварочным аппаратам подходят различные насадки. Это очень удобно, когда необходимо смонтировать сложную магистраль.
Каждый надеваемый элемент имеет два конца. На одном нагревается внешняя сторона детали, на другом – ее внутренняя часть. Все насадки имеют тефлоновое напыление, которое защищает поверхность от налипания расплавленного материала. Размеры деталей находятся в диапазоне 2-6 см, что соответствует распространенным диаметрам цилиндрических изделий.





