

Инструменты для работы
Паяльник
Пайка (или сварка, тут уже как вам больше нравится — принцип все равно один и тот же) полипропиленовых изделий при прокладке коммуникаций осуществляется с помощью специальных приспособлений – паяльников. Эти устройства достаточно просты, но при этом они позволяют эффективно сваривать пластик с относительно невысокой температурой плавления.
Внешний вид и основные элементы конструкции
Конструкция паяльника включает такие детали:
- нагревательный элемент – наиболее важная часть, к которой крепятся насадки для свариваемых элементов;
- корпус – внутри располагается электрическая часть, отвечающая за нагрев паяльника;
- рукоятка – используется для манипуляций с устройством, обтягивается материалом с низкой теплопроводностью;
- регулятор нагрева – позволяет подбирать оптимальную температуру для работы с тем или иным материалом;
Регулятор нагрева универсальной модели
основание – платформа, позволяющая усаливать паяльник на пол для более комфортной работы.
Выбирать паяльники нужно, ориентируясь на несколько факторов:
- Первый, и самый главный – мощность. Для бытового использования я не рекомендую брать слишком мощные изделия: при сварке труб до 75 мм вам «с головой» хватит 600 – 900 Ватт. Если же вы планируете заниматься монтажом полипропиленовых трубопроводов на профессиональной основе и сваривать трубы диаметром более 100 мм, то стоит потратиться и приобрести модель, рассчитанную на 1,2 — 2 кВт.
Профессиональная модель с большой мощностью
- Следующий параметр – страна-изготовитель. В моем личном рейтинге первое место занимают Германия (Rothenberger) и Чехия (Dytron), которые делают действительно хорошие устройства с солидным запасом надежности. За ними следует Турция (Candan, Valtec и аналоги) – здесь есть как отличные, так и почти полностью провальные модели. Замыкает список Китай и примкнувшие к нему производители под якобы некитайскими брендами – Энкор, Fora, Sturm.
Устройство от компании Rothenberger (Германия)
Наконец, очень важно оценить субъективное удобство: для этого достаточно взять паяльник в руки и примериться к нему. Сюда же стоит отнести и качество исполнения отдельных элементов: ручка не должна нагреваться, индикаторы обязаны быть достаточно яркими и т.д.
И только в последнюю очередь нас будет интересовать цена: самые дешевые модели стоят от 1500 рублей, а вполне работоспособный аппарат среднего класса можно приобрести за 3 – 3,5 тыс
руб.
Другие приспособления
Пайка труб из полипропилена предполагает использование и других приспособлений.
В первую очередь это инструменты, которые используются для работы с трубами:
Ножницы-труборез
- пила по пластику;
- ножницы-труборез (обеспечиваю более ровную линию отреза);
- завистные приспособления (применяются для удаления металлизированного слоя и выравнивания торцов);
Фото приспособления для зачистки
насадки для паяльника.
Набор сменных насадок
Основные разновидности фитингов для сварного монтажа трубопроводов из полипропилена
Кроме того для формирования соединения используются фитинги. Краткий перечень деталей, которые используются чаще всего, я приведу в таблице ниже.
Таблица часто используемых фитингов
| Фитинг | Назначение |
| Муфта прямая | Удлинение трубопровода за счет наращивания отрезка трубы равного диаметра. |
| Переходник | Соединение двух труб разного диаметра. |
| Муфта резьбовая | Оформление конца трубопровода для резьбового соединения. |
| Отводы | Оформление поворотов трубопровода на 90 и 45 градусов. |
| Отводы ниппельные | Оформление поворотов трубопровода с изменением диаметра трубы. |
| Заглушка/втулка | Формирование глухого отвода трубопровода. |
| Тройники/крестовины | Пайка трех или четырёх труб соответственно. |
Кроме того, для монтажа конструкции на стену понадобься хомуты (пластиковые или металлические с резиновыми вкладками), а также монтажные пластины.
В качестве запорной арматуры применяются шаровые краны разного диаметра.
Можно сразу крепить запорную арматуру, не используя резьбовые соединения
Советы по выбору и эксплуатации трубного паяльника
При выборе трубного паяльника следует учитывать его технические параметры:
мощность. Мощные аппараты нужны для сваривания труб большого диаметра, для систем бытового назначения, в которых диаметр изделий не превышает 50 мм можно приобрести прибор мощностью 0,6 — 0,8 кВт;
качество покрытия насадок и технологию их применения. Свариваемые изделия легко снимаются с насадок с тефлоновым покрытием, поэтому желательно выбирать паяльник, укомплектованный именно такими насадками
Кроме того, следует обратить внимание на возможность нагрева не только одной, а двух или трёх насадок одновременно. Это значительно ускорит выполнение работ;
тип регулятора температуры
Паяльник может быть оснащён электронным, капиллярным или биметаллическим терморегулятором. Лучше выбрать модель с электронным регулятором температуры, так как у двух других имеется слишком большое расхождение между заданной и фактической температурой нагрева изделий.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.



![[инструкция] пайка полипропиленовых труб | видео](https://dpkgroup.ru/wp-content/uploads/7/1/f/71fea616867ccfe426456599787b6d8a.jpeg)





Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
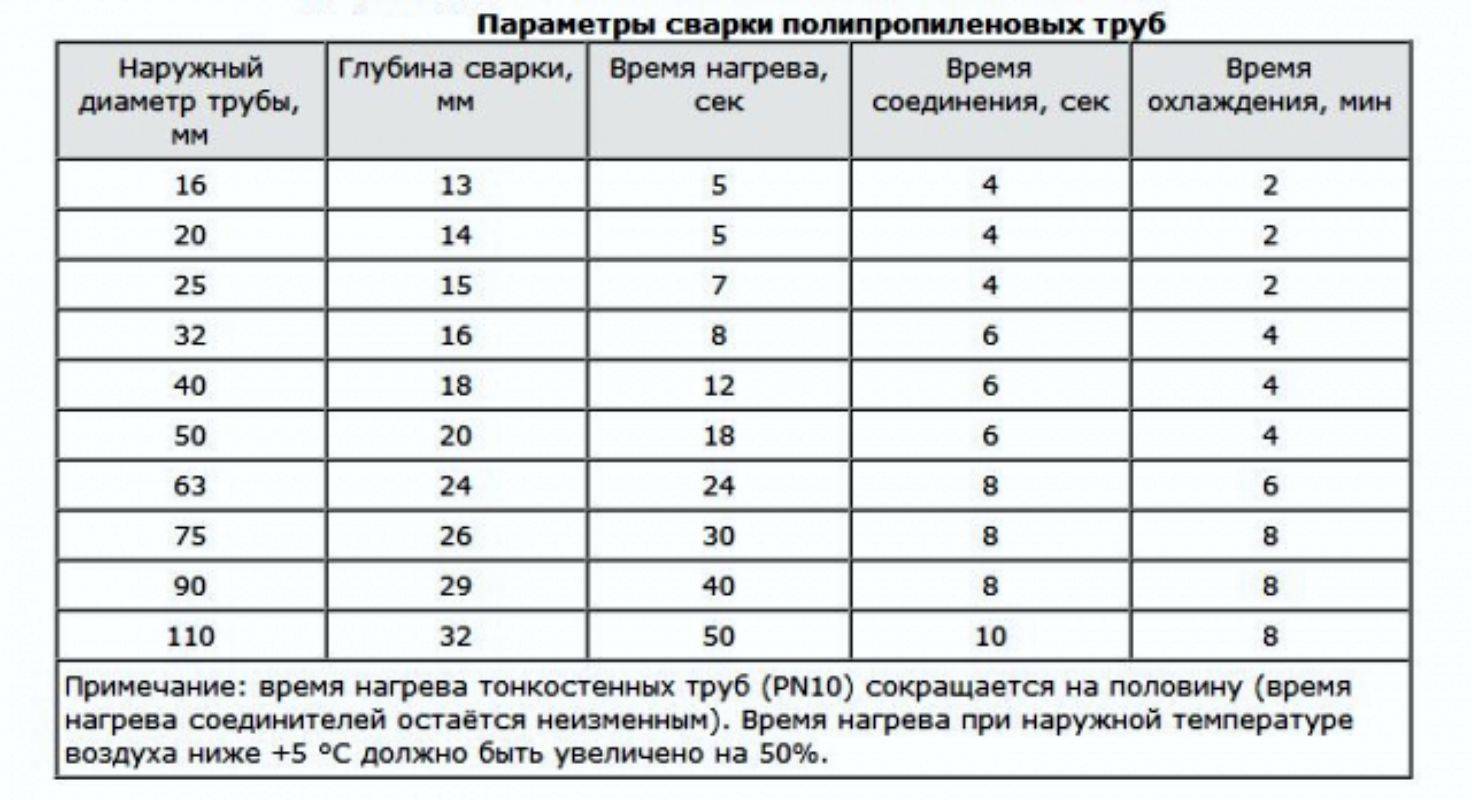
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
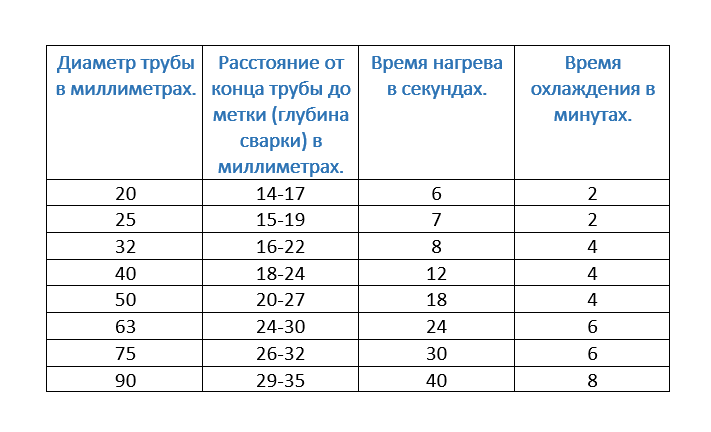
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
На что обратить внимание, планируя разводку труб в квартире или доме

Процесс сваривания полипропиленовой трубы
Самостоятельная сварка трубных элементов для водопровода и отопления будет успешной, если заблаговременно совершить следующие действия:
- выбрать материалы трубопроводов и способы их соединения
- подобрать оборудование для сварки PP-труб
- определить сложные участки и принять решение, возможен ли самостоятельный монтаж труб в этих местах
При возникновении сомнений можно проконсультироваться со специалистами
Если принято решение осуществлять монтаж самостоятельно, следует уделить внимание выбору оборудования и обучению
Полипропиленовые трубы: виды, фитинги, комплектующие. Мастер-класс по пайке труб
Пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | Видео
8.5 Общий балл
Пайка полипропиленовых труб
Удобство монтажа
9.5
Надежность соединения
9
Простота монтажа и пайки
8.5
Экономия средств
7
Рейтинг пользователей: Be the first one!





Ошибки, которых нужно избегать
При соединении деталей нужно с особой тщательностью отслеживать, чтобы труба была вставлена в фитинг до упора. Если не выполнить это условие образуется промежуток между внутренним упором фитинга и торцом трубы. Поскольку такой участок трубопровода при нормальном внешнем виде будет иметь больший внутренний Ǿ чем первичный у исходной трубы и более тонкую стенку, то такое соединение станет слабым звеном трубопровода, так как будет способен выдерживать давление меньше расчетного.
Такая ошибка типична для случаев, когда труба не была введена в гильзу до упора. Другая ошибка – приложение избыточного усилия как при надевании или вставлении деталей на нагреватели, так и при совмещении фитинга и трубы. Лишние усилия приводят к появлению избыточного грата, который также не будет виден снаружи соединения, но постоянно будет создавать серьезное препятствие потокам газа или жидкостей.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!
Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника.
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Применение и свойства
 В частных домах все чаще применяют полипропиленовые материалы для создания водопроводных магистралей. Используя изделия большого диаметра, изготавливают канализационные трубопроводы для отвода стоков из дома. Успешно используют такие трубы и при изготовлении систем отопления. Полипропилен хорошо выдерживает высокую температуру, до которой может нагреваться теплоноситель.
В частных домах все чаще применяют полипропиленовые материалы для создания водопроводных магистралей. Используя изделия большого диаметра, изготавливают канализационные трубопроводы для отвода стоков из дома. Успешно используют такие трубы и при изготовлении систем отопления. Полипропилен хорошо выдерживает высокую температуру, до которой может нагреваться теплоноситель.
Полипропиленовые трубы обладают множеством преимуществ:
- длительный срок эксплуатации;
- низкая теплопроводность, что позволяет избежать потерь тепла в магистралях систем отопления;
- малый вес, что значительно облегчает монтаж;
- устойчивость к коррозии;
- эластичность, что позволяет выдерживать кратковременное замораживание жидкости внутри трубы и предотвращать разрушение материала;
- низкая цена изделий из полипропилена.

Полипропиленовые трубы могут армироваться металлической фольгой или нитями из стекловолокна.
Изделия, армированные алюминиевой фольгой, рекомендуется использовать для монтажа систем отопления или горячего водоснабжения. Фольга будет препятствовать проникновению содержащегося в воздухе кислорода внутрь системы. Сам полипропилен все-таки способен пропускать некоторые его количество. Растворяясь в горячей воде, кислород может вызывать усиленную коррозию отопительных приборов, особенно изготовленных из стали.








Материалы, армированные стекловолокном, представляют собой трехслойную конструкцию. Слой стекловолокна находится между двумя слоями полипропилена. Такие трубы более эластичные, чем армированные металлической фольгой, но прочность их несколько не ниже.
Как избежать ошибок и снизить риск брака?
Сварку полипропиленовых труб выполняйте быстрым четкими движением, плотно приложив разогретые участки друг к другу. Чтобы не пришлось переделывать, учитывайте следующие особенности процесса:
- Не отключайте сварочный аппарат на протяжении всего периода пайки.
- Устанавливайте утюг на расстоянии не более 1,5 метров от зоны монтажа.
- Не начинайте работу при горящем индикаторе.
- Недостаточное нагревание снижает вязкость пластика, приводит к слабой диффузии.
- Не допускайте перегрева. Это вызывает чрезмерное расплавление краев, уменьшает пропускную способность трубопровода. Внешне дефект не заметен. Заподозрить его можно при продуве трубы.
- Стыкуемые участки должны быть прогреты одинаково.
- Не проводите пайку в неотапливаемом помещении или на морозе.
- Задавайте уровень нагрева с учетом сечения коммуникаций.
Не пытайтесь исправить погрешности с помощью повторного нагревания. Бракованный шов обрежьте, зашлифуйте и сварите заново. Помните, что такие ошибки ведут к изменению длины трубы и увеличению риска замены всего участка.
Выполнить пайку полипропиленовых труб несложно. Чтобы сделать работу своими руками, лучше приобрести сварочный аппарат или «утюг». В точности соблюдайте технологию. На труднодоступных участках работайте с помощником. Если стыкуете впервые, сначала потренируйтесь на ненужных отрезках.
Нюансы, на которые следует обращать внимание при сварке труб
Основным оборудованием для пайки труб выступает электрический паяльник с возможностью регулировки «подошвы», на которую установлены насадки для труб. Так вот, умные мастера всегда регулируют температуру паяльника в зависимости от температуры окружающей среды. Выставлять на максимум температуру не следует, поскольку, таким образом, пластик будет слишком быстро плавиться.
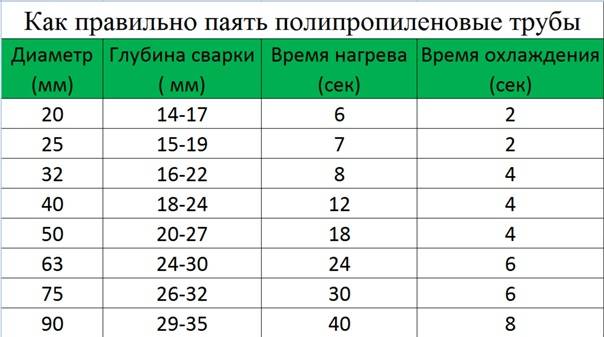
Итак, рекомендуемая температура пайки полипропиленовых труб, это температура 270-300 градусов. Данная температура на паяльнике выставляется в том случае, если в помещении нет минусовой температуры. В таком случае можно будет воспользоваться приведённой таблицей ниже, в которой указано точное время сварки труб.
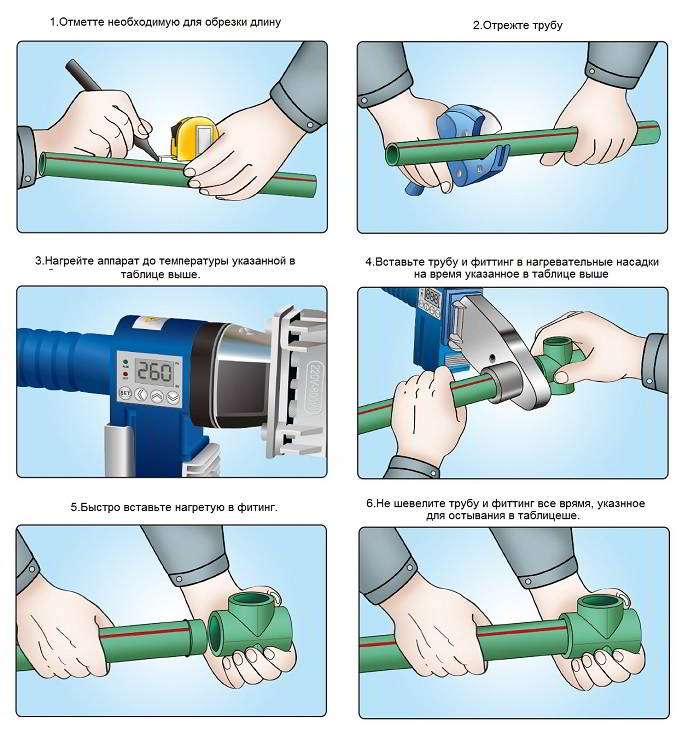
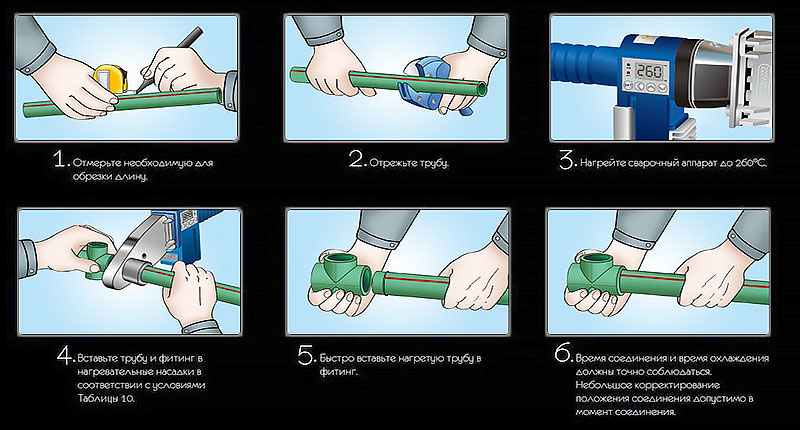
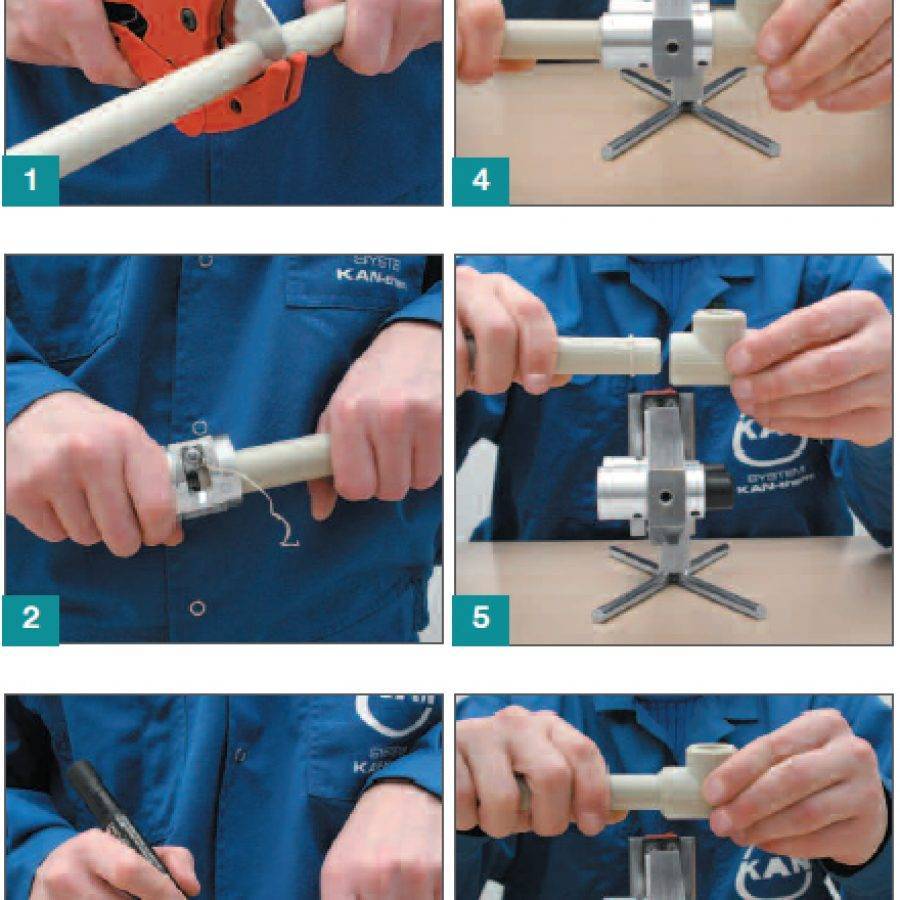
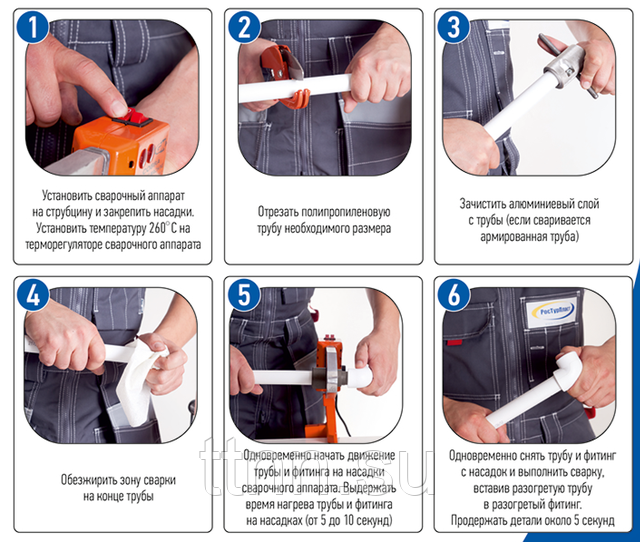
Сам же процесс пайки выглядит следующим образом:
- Паяльник подготавливается к работе и на него устанавливаются насадки соответствующего диаметра. После включения паяльника в сеть, обязательно нужно дождаться пока он пару раз не выключится. Таким образом, подошва с насадками хорошо нагреется и будет готова для спаивания пластиковых труб.
- Далее берётся труба и фитинг, после чего они одновременно заводятся в насадки. Сильно давить на них не нужно, поскольку так можно заплавить отверстие пластиком. Также нужно учитывать время и глубину пайки труб. Найти соответствующую информацию, как уже говорилось можно в таблице выше.
- После нагревания фитинг и труба соединяются друг с другом. Лучше не проворачивать в этот момент соединение, так как оно в результате может потечь. Кроме того, нужно обязательно дать соединению некоторые время на то, чтобы пластик остыл и достаточно схватился.
Ничего сложного в пайке полипропиленовых труб нет. Ну а ниже, как и указывалось в названии статьи, речь пойдет о хитростях.
Инструменты для пайки полипропиленовых труб
Инструменты для пайки труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.





