

Использование, ремонт и диагностика задвижек

Монтаж и обслуживание устройств должны выполняться специалистами высокой категории.
Применение задвижек арматуры в технологических и транспортных трубопроводах на ключевых и вспомогательных предприятиях различных видов промышленности, в энергетических системах, в газо-, нефте- и водопроводах обусловлено следующими техническими характеристиками:
- длительный срок службы при неблагоприятных условиях;
- малое гидравлическое сопротивление;
- устойчивость к существенным нагрузкам.
Монтаж и обслуживание устройств должны выполняться специалистами высокой категории с достаточным уровнем знаний, допуском к проведению специфичной операции, обладающими навыками применения конкретного типа задвижек.
Основная причина неисправности задвижек — повреждение поверхности уплотнительных колец вследствие попадания чужеродных мелких частиц (песок, окалина и т.д.), при этом нарушается герметичность конструкции, происходит утечка транспортируемого вещества. Помимо существенных материальных потерь, при транспортировке опасных или агрессивных веществ по трубопроводу с неисправными узлами возможно нанесение ущерба окружающей среде, а в самых сложных ситуациях возникает угроза жизни работников, участвующих в процессе.

По окончании работ специалисты тестируют узлы на герметичность уплотнений, испытывают работоспособность устройства.
Своевременная диагностика и ремонт технического состояния узла влияет на качество и эффективность работы системы.
Для устранения неисправностей, в зависимости от расположения поврежденного узла, соблюдая правила безопасности, задвижки разбирают, а по окончании работ собирают стандартным инструментом в специально оборудованных цехах или непосредственно в системе трубопровода. Работник, ответственный за проведение работ, обязан обеспечить соответствующую защиту резьбовых и уплотнительных элементов от повреждений, не допустить попадания инородных частиц в полости узла. По окончании работ специалисты тестируют узлы на герметичность уплотнений, затвора, прокладочного соединения, испытывают работоспособность устройства.
Ремонт и демонтаж задвижек арматуры запрещен, если:
- есть давление в полости арматуры или системе;
- в устройстве остается среда.
Недопустимо использовать узлы для регулировки потока.
Работа шиберной задвижки
Шиберные задвижки обладают способностью пропускать большие объёмы рабочих материалов, а также осуществлять фильтрацию, измельчение проходящих через них примесей и дозирование полезных компонентов.

Исходя из этих возможностей и особенностей принципа работы входящих в их конструкцию узлов, изделия широко применяются в системах отвода канализационных вод, в технологических трубопроводах химических, нефтегазодобывающих, строительных, целлюлозно-бумажных, горнодобывающих производств.
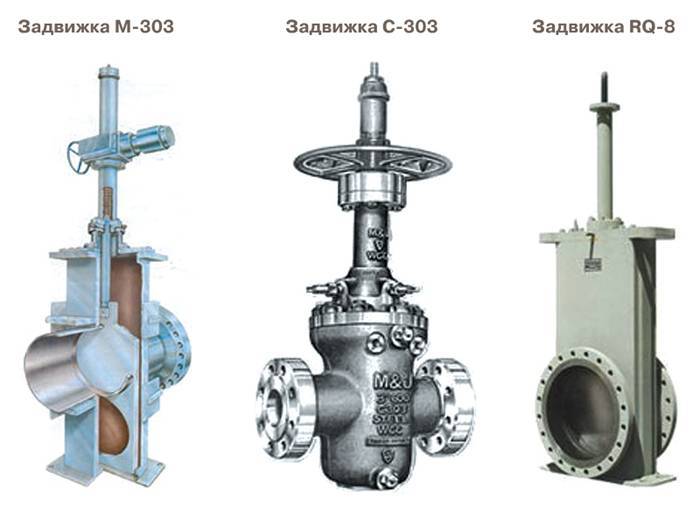
Шиберные задвижки типа ЗМС используются для перекрытия напорных линий в оборудовании фонтанного, устьевого и нагнетательного типа, манифольда буровых установок.
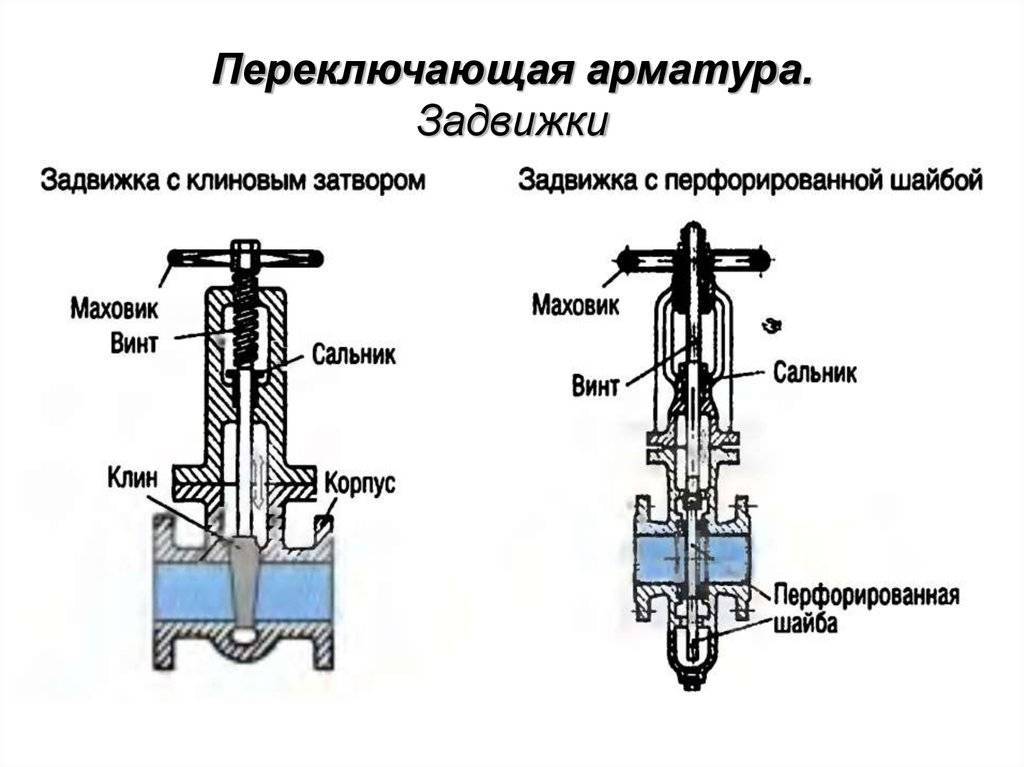
Внимание! Шиберные задвижки всегда устанавливаются в вертикальном положении, так чтобы ножевые пластины располагались перпендикулярно ходу рабочего потока.. Устройство и принцип работы арматуры шиберного типа
Устройство и принцип работы арматуры шиберного типа
Металлический шибер представляет собой плиту или острую отполированную и заточенную пластину, имеющую форму ножа или гильотины. На его острых концах установлены крепкие уплотнители (металлические или синтетические), повышающие износостойкость основной рабочей детали, особенно при функционировании в агрессивных средах с большим количеством крупных гранул и примесей.
При производстве уплотнителей используют синтетические материалы, стойкие к химическим воздействиям и перепадам температур:
- нитриловую резину;
- этиленпропилендиеновый каучук;
- эластомеры для горячих сред;
- кремнийорганическую резину.
Задвижки шиберного типа имеют простой и одновременно надёжный принцип работы. Он заключается в передачи усилия от воздействия ручного, автоматизированного или механического механизма управления на шток или шпиндель, который в свою очередь приводит в движение шиберный элемент для полного или частичного перекрытия проходного отверстия.
Наглядно принцип работы шиберной задвижки показан на видео.
При этом шпиндель может иметь выдвижную и невыдвижную конструкцию. Герметичность выдвижного штока обеспечивается сальником, изготовленным из синтетических хлопчатобумажных волокон, графита и др.
Сфера применения и преимущества
Трубопроводные задвижки производятся в диапазоне диаметров от 15 до 2000 мм. Они предназначены для монтажа в системы с температурой рабочей среды до 550 градусов и давлением до 25 МПа включительно. Сфера использования задвижки непосредственно зависит от материала, из которого изготовлен ее корпус. Наиболее распространенные стальные конструкции могут применяться:
- в сфере жилищно-коммунального хозяйства для установки на трубопроводы центрального водоснабжения и отопления;
- в нефтегазовой и энергетической промышленности на транспортных магистралях;
- в производственных сферах на трубопроводах подачи парообразных, жидких и сыпучих веществ.
Также производятся задвижки в корпусах из нержавеющей стали, за счет устойчивости которой к коррозийным воздействиям они получили широкое распространение в химической и фармацевтической промышленности.
Конструктивные особенности задвижки не позволяют использовать ее в качестве регулирующей арматуры, запорный элемент всегда должен находиться в крайних положениях – “закрыто” либо “открыто”, в противном случае значительно ускорится износ уплотнительных поверхностей и, как следствие, рабочий ресурс конструкции.
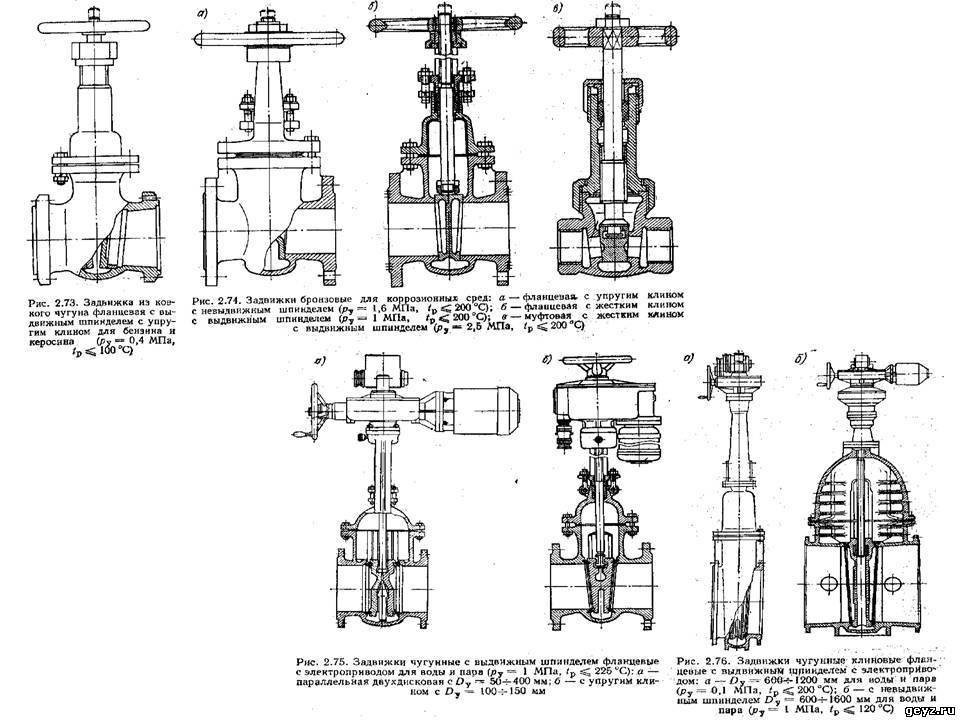
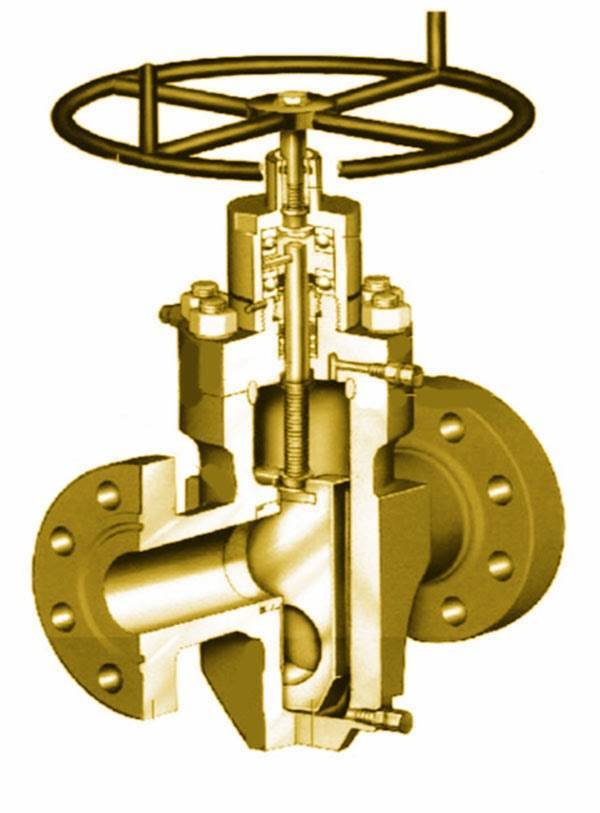
Фланцевые задвижки с выдвижным шпинделем имеют следующие эксплуатационные преимущества:
- простота компоновки, надежность и ремонтопригодность;
- минимальное гидравлическое сопротивления;
- небольшая габаритная длина;
- возможность комплектации механизированными приводами гидравлического, электрического либо пневматического типа;
- простота установки и возможность быстрого демонтажа за счет фланцевого соединения.
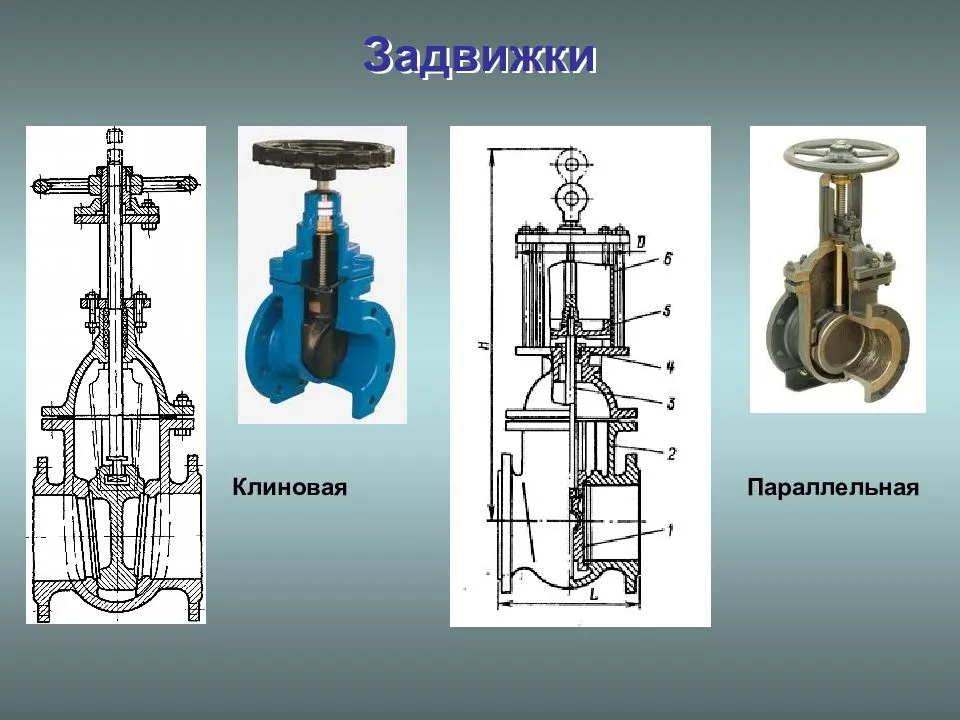
Высота клиновой задвижки
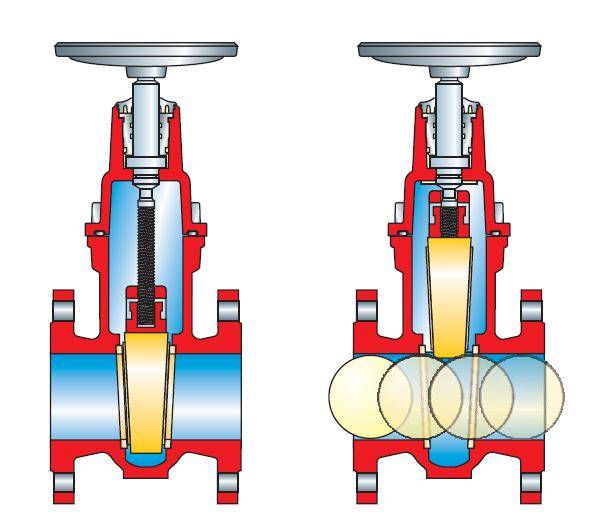
Есть у конструкции и недостатки, основной из них – большая габаритная высота за счет шпинделя, длина которого идентична диаметру пропускного отверстия в корпусе. При открытии затвора шпиндель полностью выходит из корпуса, что требует наличия свободного пространства над трубопроводом.
Задвижка с невыдвижным шпинделем отличается от рассматриваемой нами конструкции тем, что ее шпиндель при открытии затвора совершает исключительно вращательное движение, тогда как выдвижной шток движется вращательно-поступательно. В сравнении с фиксированной арматурой конструкция с выдвижным шпинделем требует значительно меньших затрат времени на открытие.
К недостаткам задвижек также относится достаточно быстрый износ уплотнительных поверхностей на седлах и затворе за счет их постоянного трения, что требует частого планового ремонта, выполнить который без монтажа арматуры с трубопровода невозможно.
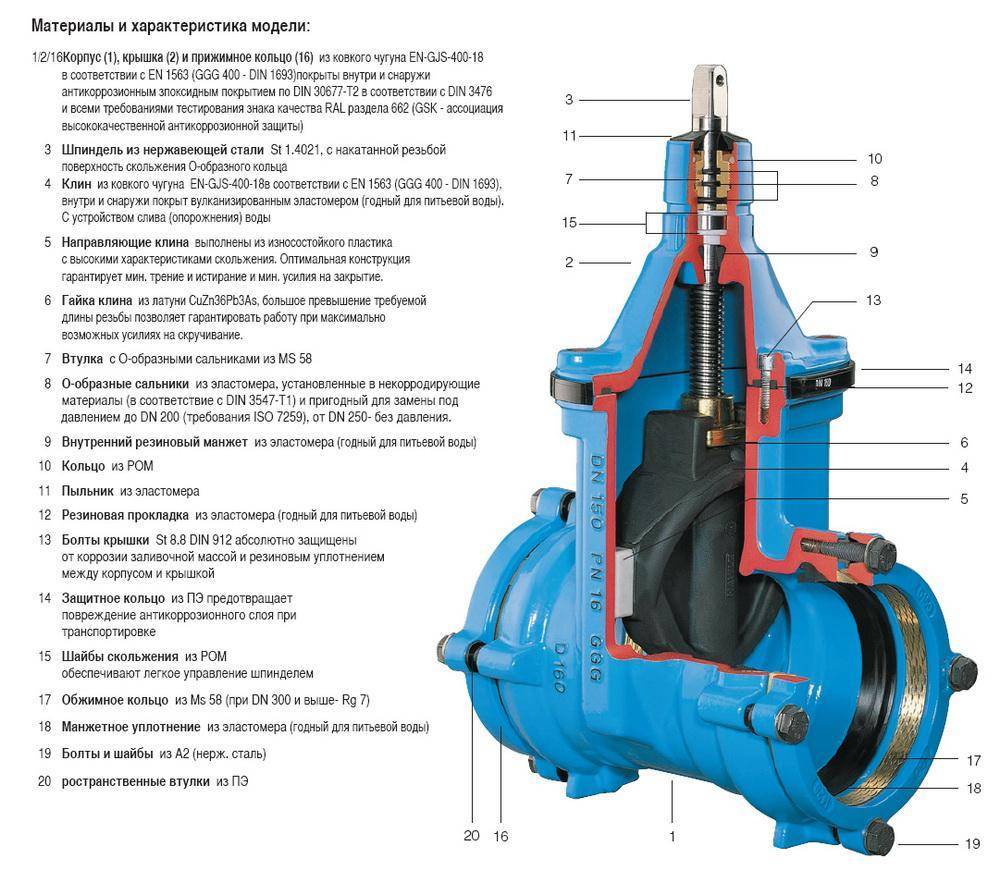
Принцип работы и особенности конструкции
Задвижки в большинстве случаев выполняются в полнопроходной конфигурации, предусматривающей одинаковое сечение пропускного отверстия корпуса по отношению к диаметру трубопровода, на который устанавливается арматура.

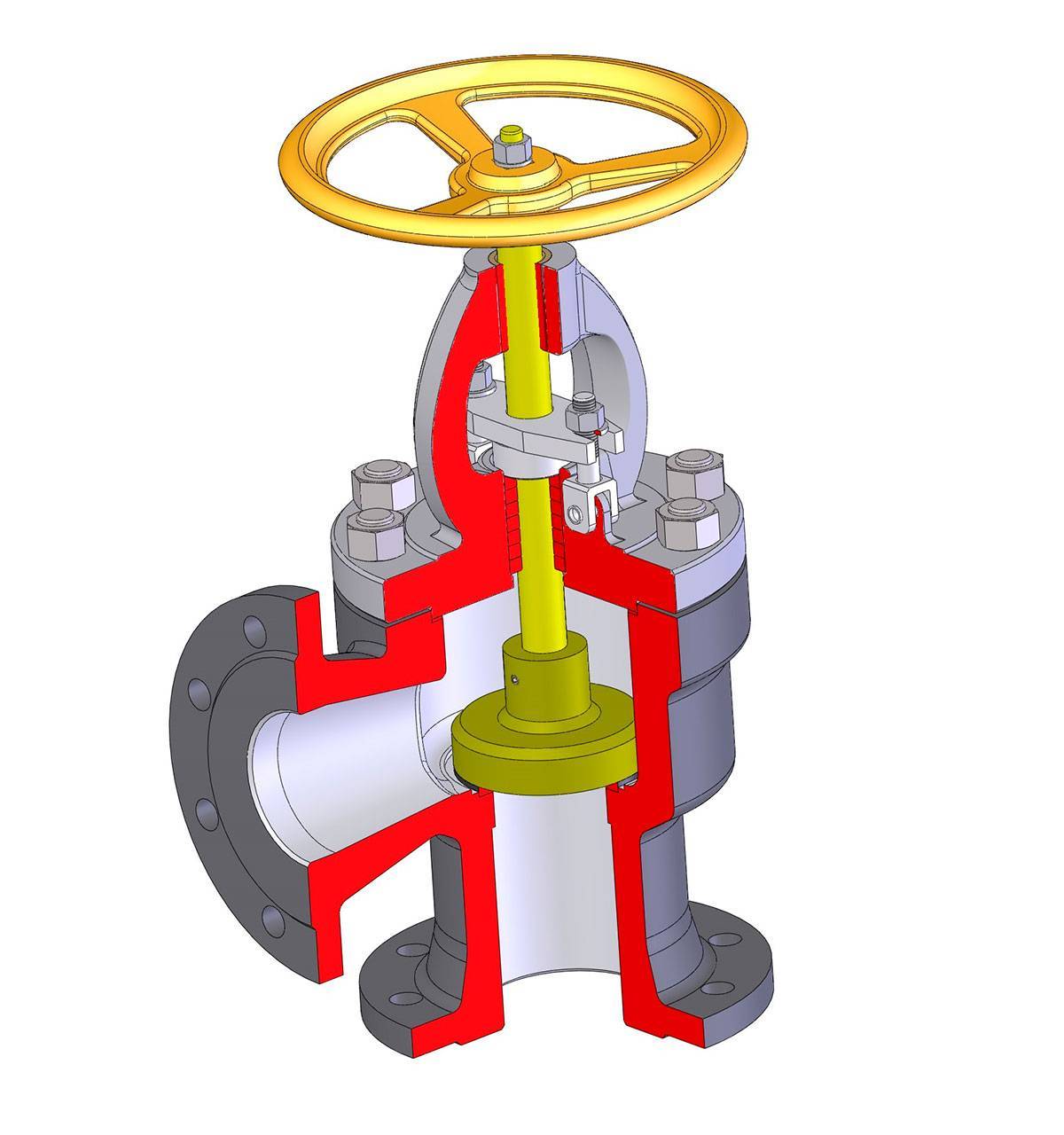
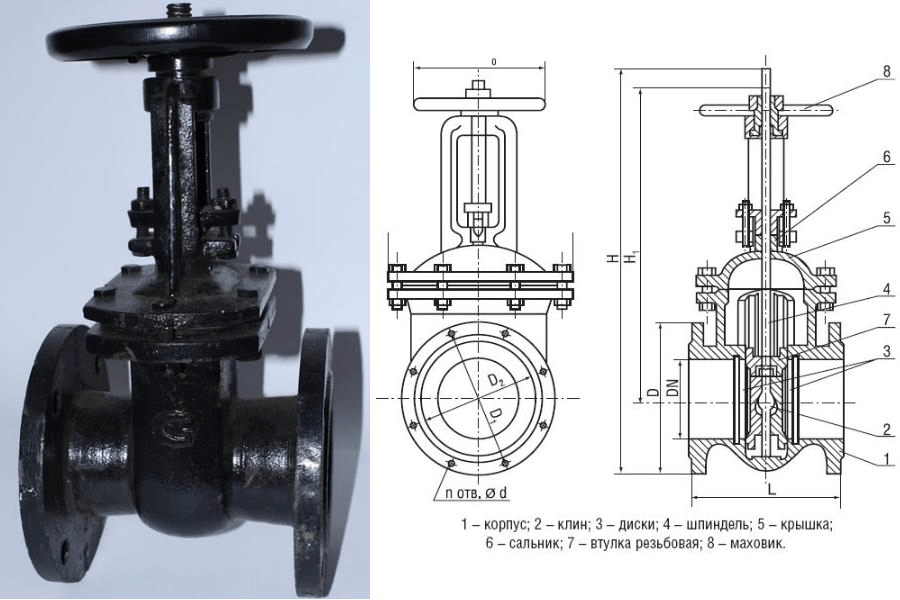
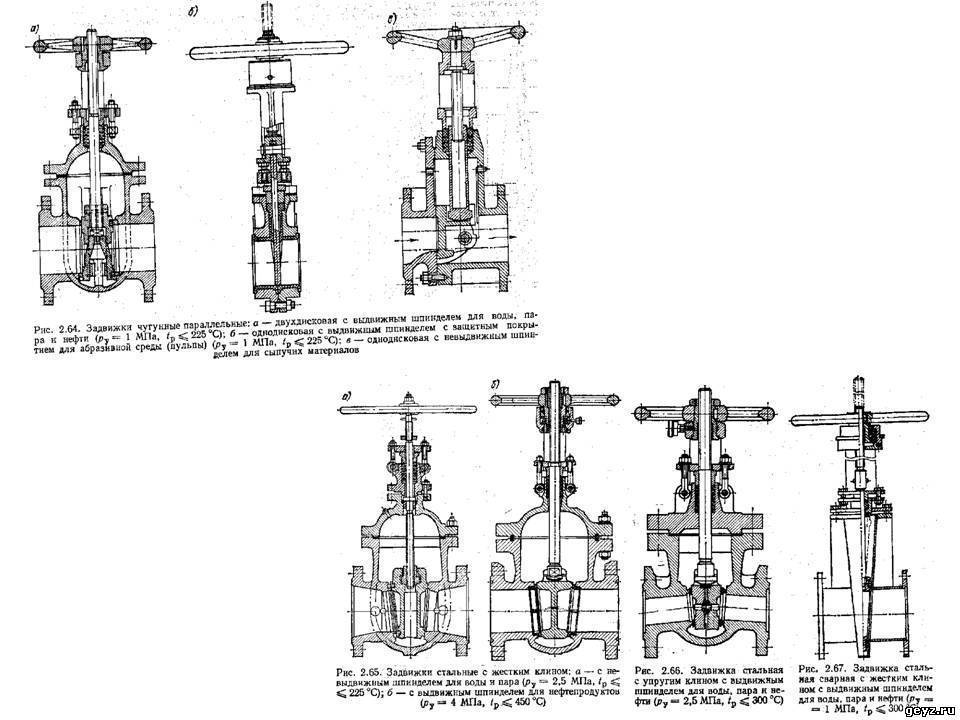
Клиновая задвижка двухдискового типа в разразе
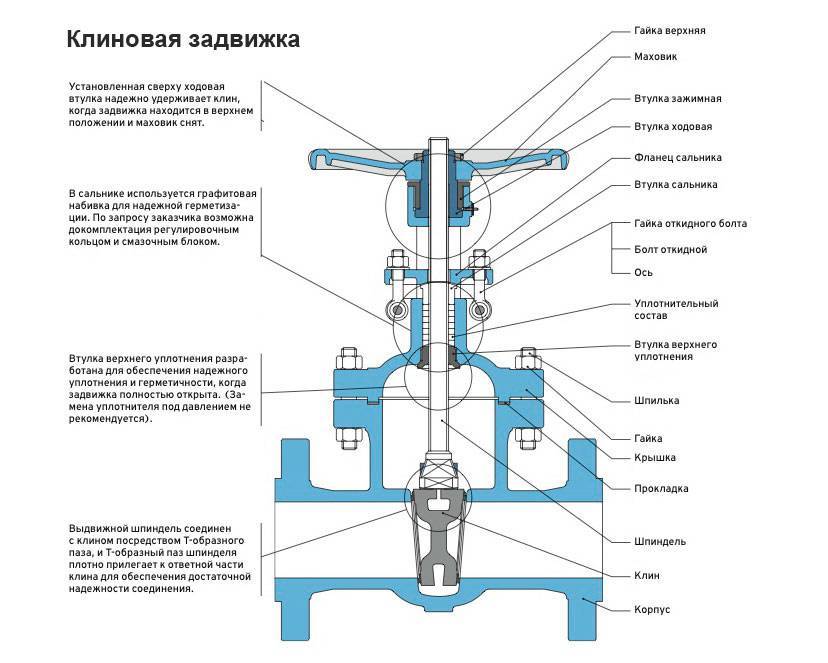
Конструкция клиновой задвижки состоит из следующей элементов:
- Корпус (стальной, чугунный либо нержавеющий).
- Клиновидный запорный механизм.
- Два седла, в которые затвор упирается при перекрытии пропускного отверстия.
- Привод ручного либо механического типа.
- Шпиндель зафиксированный ходовой гайкой, направляющей его перемещение внутри корпуса.
При активации привода шток, вращаясь вокруг своей оси внутри ходовой гайки, опускается в низ и перемещает запорный механизм, который перекрывает пропускное отверстие. Герметизации отсечения рабочей среды достигается за счет покрытия затвора и седел эластичным материалом. В зависимости от типа покрытия выделяют несколько видов арматуры, наиболее часто встречается задвижка с обрезиненным клином и конструкции с затвором покрытым фторопластом.

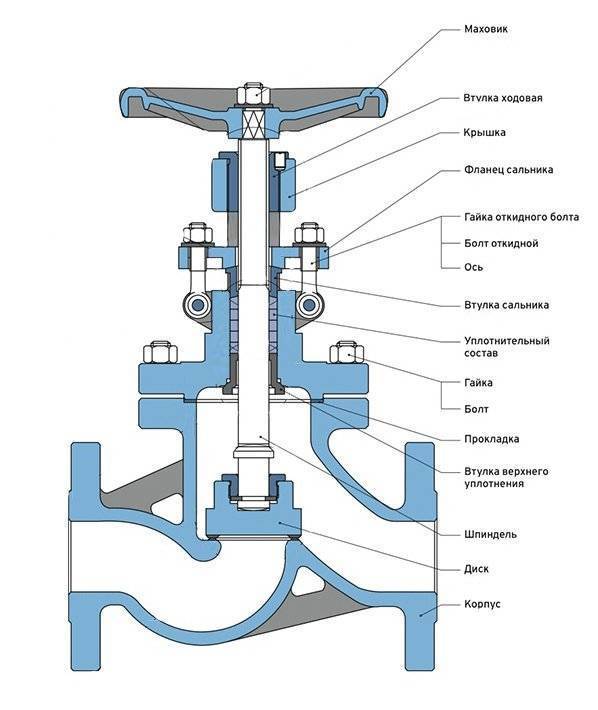



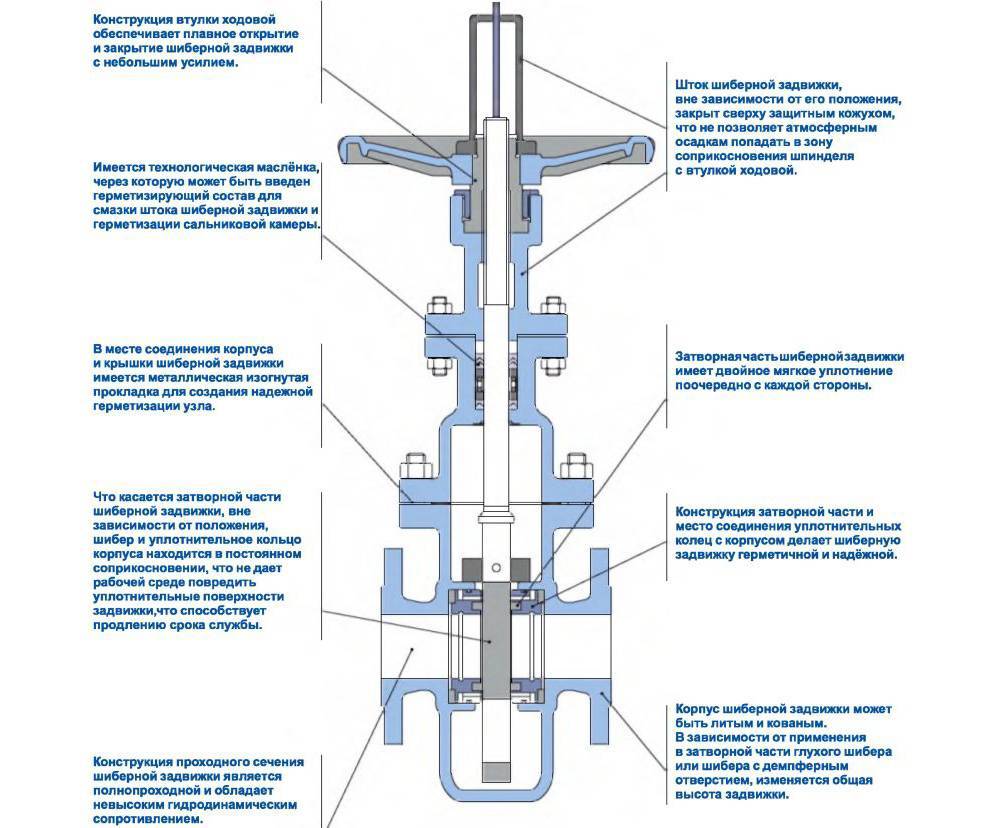

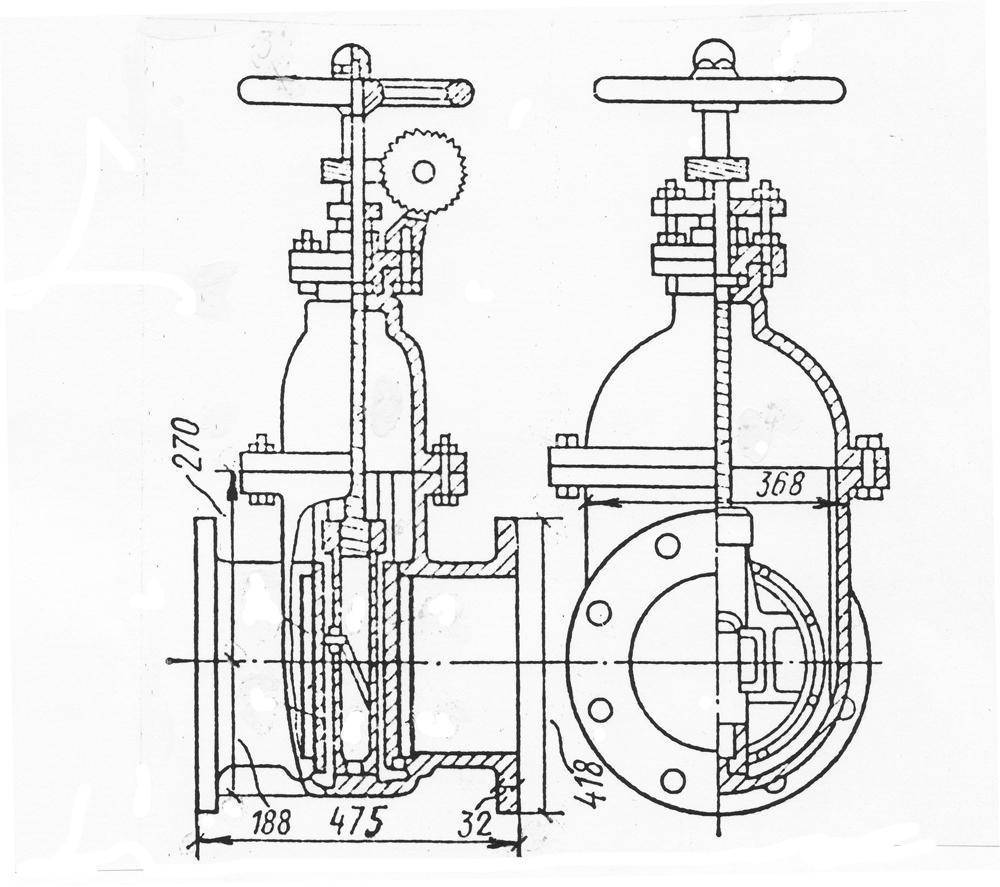
Нижняя часть корпуса задвижки цельносварная, к ней винтами крепится крышка, из которой выходит шпиндель. На боковых частях корпуса расположены оборудованными фланцами присоединительные патрубки. Фланец представляет собой круглую стальную пластину, по периметру которой размещены посадочные отверстия под крепежные винты.
При монтаже арматуры на трубопровод наваривается ответный фланец, имеющий аналогичные размеры и шаг между винтами, что и фланец задвижки. Между пластинами размещается уплотнительная прокладка из резины либо паронита и фланцы стягиваются крепежами друг с другом. За счет уплотнительной прокладки обеспечивается максимальная герметичность соединения.
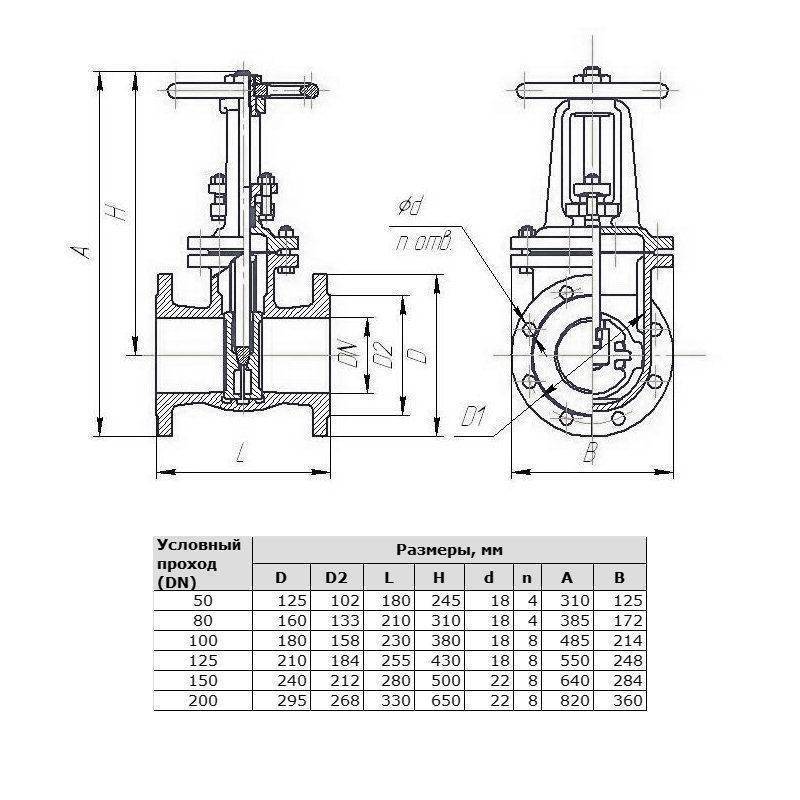
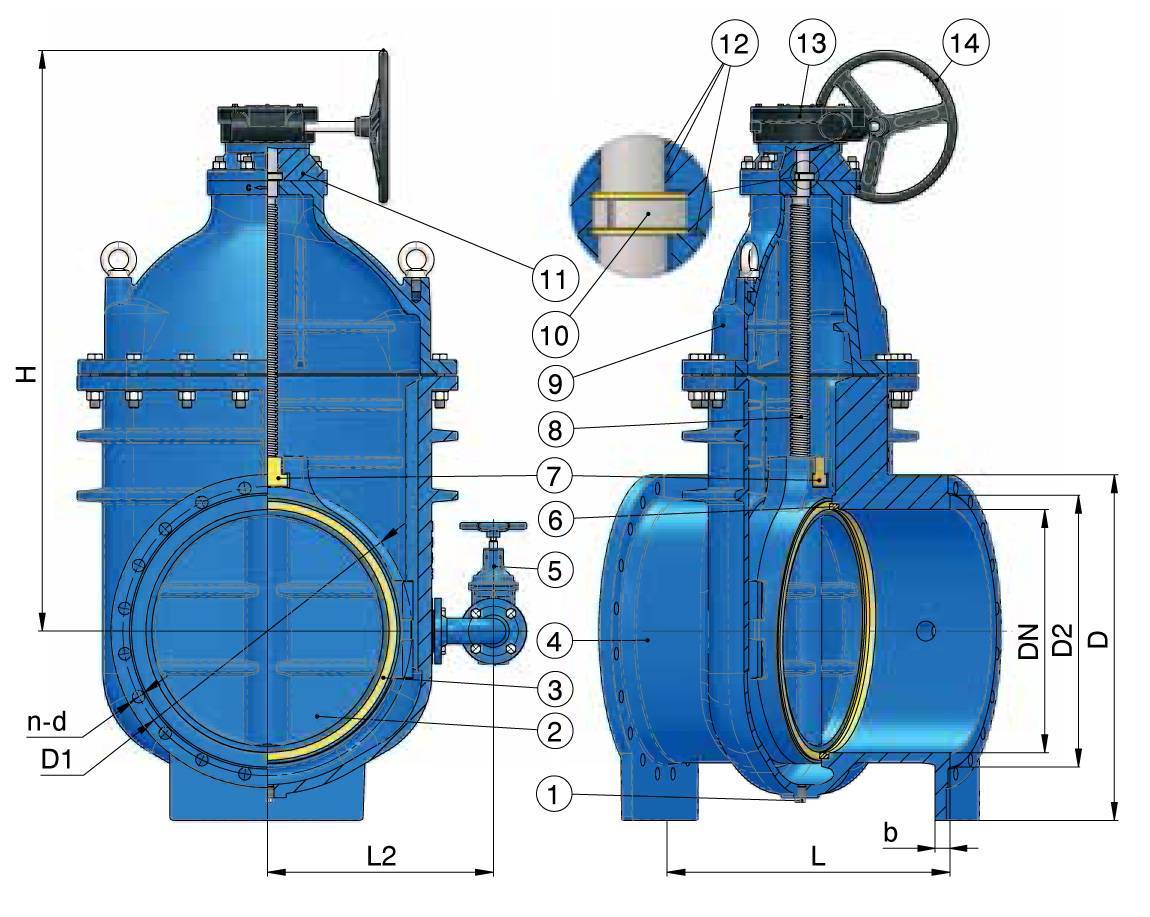
Габаритные и присоединительные размеры магистральной задвижки AVK типа 15/40-42
Магистральная задвижка клинового типа AVK 15/40-42 применяется на трубопроводах водоснабжения, канализации и сточных вод.
Изделие имеет фланцевое присоединение к трубопроводу. Управление задвижкой и перекрытие потока рабочей среды осуществляется с помощью электропривода AUMA SA, рекомендованного для данной модели трубозапорнаязапорной арматуры. Задвижку используют при температуре среды до +70 С.
Изделие имеет корпус, фланцы и крышку из ковкого чугуна, обработано антикоррозийным эпоксидным покрытием, рассчитано на длительную службу. Все задвижки прошли тестирование и гидравлические испытания. Применение электропривода повышает функциональность оборудования, ускоряет его работу.
Стандартное исполнение:
- Тип SA 07.5: макс. момент 60 Н-м, номинальный ток 1,7 А, макс. ток 2,8 А, начальный ток 4,6 А
- Тип SA 10.1: макс. момент 120 0 Н-м, номинальный ток 2,5 А, макс. ток 3,2 А, начальный ток 8,5 А
- Тип SA 14.1: макс. момент 250 Н-м, номинальный ток 1,9 А, макс. ток 3,8 А, начальный ток 9,0 А
- Тип SA 14.5: макс. момент 500 Н-м, номинальный ток 4,3 А, макс. ток 7,5 А, начальный ток 18 А
- Тип SA 16.1: макс.момент 1000 Н-м, номинальный ток 7,6 А, макс. ток 15 А, начальный ток 38 А
Скорость вращения:
AVK рекомендует для DN 40-80: 45 об./мин., для DN 100-200: 45 об./мин., для DN 250-300: 22 об./мин., для DN 350-500: 22 об./мин.
Специальное исполнение:
Если требуется изменить стандартную конфигурацию или есть другие пожелания, следует их указать при заказе.
В запросах или заказах всегда указаывайте напряжение питания, т.е. 3 х 400V~, 50 Hz.
Стандартная электросхема для привода:
ТР 110/001
- — вкл./выкл. конечный переключатель для направления откр./закр.
- — вкл./выкл. переключатель коррекции момента для направления откр./закр.
- — световая сигнализация для направления откр./закр.
- — термовыключатель, защищающий от перегрева, с автоматическим сбросом*
- — если требуется другая схема, предоставте схему действия с размерами
* следует подсоединить чтобы сохранить гарантию
Тестирование/настройка:
- Рекомендуется после завершения монтажа: тестирование седла по DIN 3230, часть 4
- Цикл закрытия: Привод действует от переключения момента с индикацией ошибки если
- момент выключает привод до активирования конечного переключателя.
- Цикл открытия: Привод под управлением конечного переключателя.
- Если необходимо дистанционное считывание вкл./выкл., закажите транзитный групповой искатель.
- При заказе индикатора положения укажите источник питания (2х или 4х-жильный).
Технические характеристики
При выборе модели учитывают, в каких условиях она будет эксплуатироваться (в помещении, на улице или под навесом). Если в маркировке есть буква «У» и цифры 1 или 2, оборудование используют при температуре окружающей среды от −40°С до +40°С. Обозначение «УХЛ» говорит о возможности применения аппаратуры при температуре от −60°С до +40°С. В южных регионах устанавливают приборы с маркировкой «Т». Они могут функционировать при температуре от −10°С до +50°С. У каждого климатического исполнения есть некоторый температурный запас.
Диаметр арматуры выбирают в соответствии с особенностями трубопровода. Минимально этот показатель составляет 40 мм, а максимально — 600 мм и более. Для самого небольшого стандартного прибора максимальный момент составляет 60 Н-м, номинальный ток — 1,7 А. Самый габаритный агрегат имеет максимальный момент 1000 Н-м, а номинальный ток — 7,6 А. В таблице далее приведены основные характеристики существующих моделей:
| Наименование | Ду | Материал корпуса | Pn (РУ) | Рабочая среда | Цена, тыс. руб. |
| 30с541нж | 300-1000 | Сталь | 16 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 85-955 |
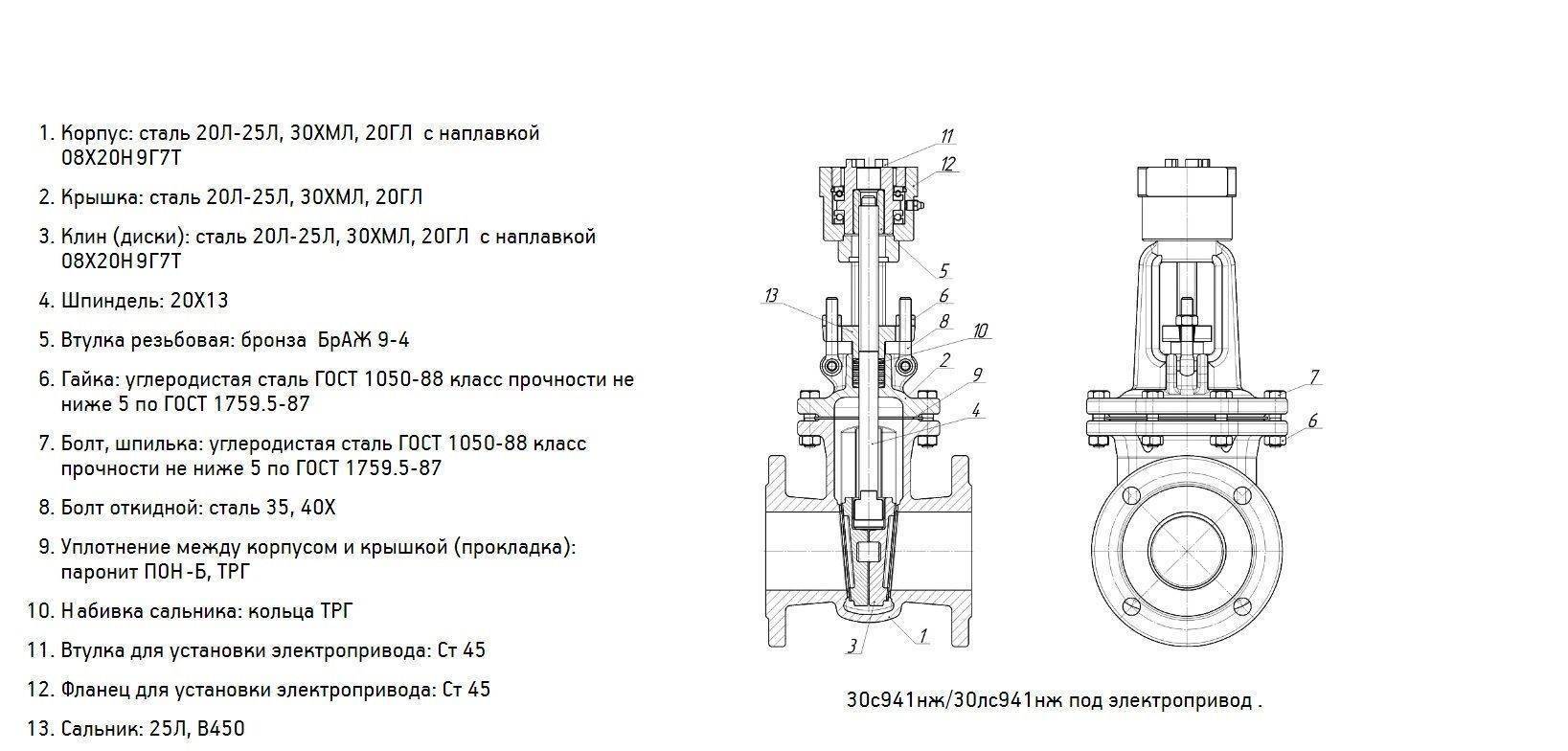
| 30с941нж | 50-1000 | Сталь | 16 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 4,2-890 |
| 30с564нж | 300-1000 | Сталь | 16 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 70-1044 |
| 30с964нж | 50-1000 | Сталь | 16 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 5,8-938 |
| 30с515нж | 50-400 | Сталь | 16 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 5,5-104 |
| 30с999нж | 50-250 | Сталь | 25 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 6,3-37,9 |
| 30с915нж | 50-400 | Сталь | 40 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 6-200 |
| 30с576нж | 50-400 | Сталь | 63 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 11-279 |
| 30с976нж | 50-400 | Сталь | 63 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 9,6-355 |
| 30ч906бр | 50-400 | Чугун | 10 | Вода пар, газообразные среды, нефтепродукты | 2,8-23,5 |
| 30ч915бр | 50-1400 | Чугун | 10 | Вода пар | 148-1597 |
| 30ч925бр | 50-1600 | Чугун | 2,5 | Вода пар | 132,5-2211 |
| 31ч917бк | 50-400 | Чугун | 10 | Вода пар | 4,6-70 |
| 30лс964нж | 50-400 | Легированная | 25 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 6,8-189 |
| 30лс915нж | 50-400 | Легированная | 40 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 8,5-373 |
| 30лс976нж | 50-400 | Легированная | 63 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 13-405 |
| 30лс941нж | 50-1200 | Легированная | 16 | Вода пар, нефтепродукты, неагрессивные вещества (газ, жидкость) | 6,5-457 |
| 30нж941нж | 50-500 | Нержавейка | 16 | Вода пар, нефтепродукты, агрессивные вещества, кислоты | 18-833 |
| 30нж915нж | 50-600 | Нержавейка | 40 | Вода пар, нефтепродукты, агрессивные вещества, кислоты | 23,2-1778 |
| 30нж976нж | 50-500 | Нержавейка | 64 | Вода пар, нефтепродукты, агрессивные вещества, кислоты | 33-1151 |
Особенности монтажа

Монтаж электрической арматуры зачастую выполняется только квалифицированными бригадами. Перед началом проведения установки устройство нужно расконденсировать, убрать лишний смазочный материал, а также удалить заглушки и проверить работоспособность. Все технические параметры, прописанные в паспорте изделия, должны полностью соответствовать данным трубопровода.
Монтаж можно выполнять как в вертикальном, так и в горизонтальном положении. Не рекомендуется устанавливать арматуру в перевёрнутом виде, так как возле штока будет собираться грязь, а это постепенно приведёт к заклиниванию шпинделя. Клапанам с электрическим приводом диаметром более 10 см нужно оборудовать дополнительную неподвижную опору.
Подключение устройства к трубопроводам напрямую зависит от материала, из которого оно выполнено. Например, чугунную задвижку подсоединяют с помощью фланцев. Для этого к торцам труб придётся приварить такие же отвлечённые элементы. Это соединение благодаря болтам и резиновой прокладке обеспечивает высокую герметичность. Нельзя компенсировать дефекты сварки с помощью добавления дополнительных уплотнителей.
После завершения монтажа начинается сборка блока управления механизма. Он включает в себя элементы автоматики, а также силовую часть. Первые подают сигнал от кнопки на привод. Силовая часть размещается в электрошкафу, установленном возле клапана. Последним этапом будет проверка всех видов управления.
Гидравлические испытания выполняются уже на подключённой конструкции. Нельзя устранять обнаруженные дефекты при помощи подтягивания болтов. Монтаж может считаться завершённым только после проведения всех проверок.
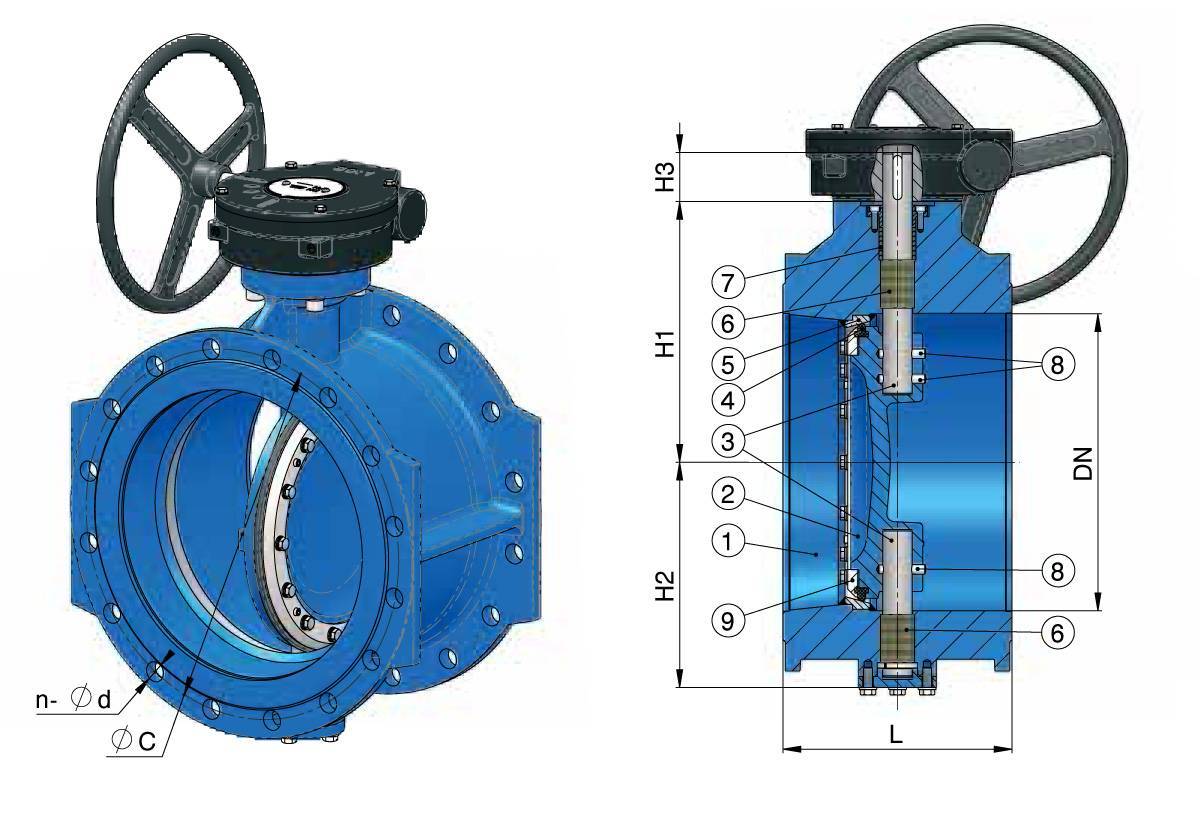
Затворы
Это наше устройство более функционально. Оно закрывает и регулирует поток.
Применимо для трубопроводов большого диаметра.
Самый распространенный вариант – дисковый затвор.
Для контроля положения затворов предусматривают Устройство положения для дисковых затворов.
Диаметр поперечного сечения трубы соответствует диаметру диска.
Вращательный механизм запирания, управляемый вручную с рукоятки или дистанционно через ПУ (при высоком давлении).
При слишком сильном давлении в системе пожаротушения устройство не применимо.
Неплохой компанией, специализирующейся на производстве затворов этого и других видов, является ЗАО «АРМАТЭК».
Данный вид арматуры широко используется.
- Теплоснабжение.
- Водоснабжение.
- Газоснабжение и вентиляция.
- Пожаротушение.
- Специальные условия: доставка ГСМ и пр.
Что же выделяем затворы из остальных видов электроарматуры? Они отличительны тем, что:
- при ремонте сможем быстро заменить основные компоненты;
- имеют малый вес, габариты и простую внутреннюю конструкцию.
- можно использовать их в трубопроводах большого диаметра.
Недостатком считаем то, что в состоянии «открыто», диск закрывает часть отверстия и понижает пропускную мощность.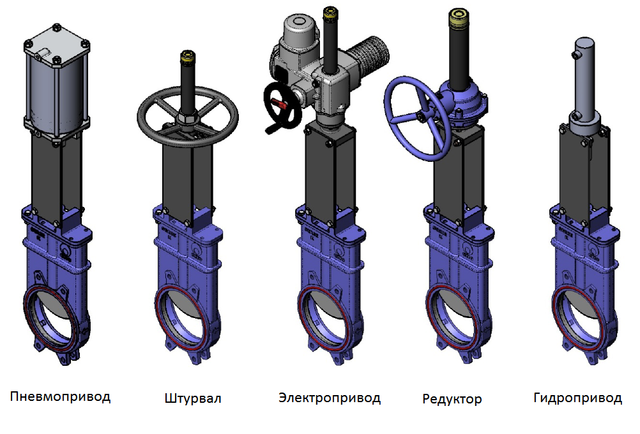
Также приходится прикладывать большую силу к рукоятке из-за небольшого крутящего момента конструкции.
Классифицируем затворы так.
- В качестве запирающего элемента – линзовые поверхности или плоский диск.
- Материал изготовления – частые варианты чугун и сталь.
- Изнутри могут отделываться резиновыми вкладышами или не иметь отделки.
- Разный диаметральный размер проходного отверстия.
Управление схоже с шаровым краном. Некоторые затворы имеют маховик или редуктор для увеличения силы, прилагаемой к рукояти.

Общие правила

При обустройстве систем трубопроводов на этапе установок задвижек, следует руководствоваться такими основными рекомендациями и правилами, которые едины при работе с любой арматурой запорного типа:
В процессе сварки, арматура, изготовленная из нержавейки, должна оставаться в открытом положении.
Прилагать усилия при закрытии арматуры не стоит, так как возможна ее перекрутка, что неминуемо приведет к поломкам и трещинам.
При наличии тяжелых приводов или задвижек больших размеров понадобится вспомогательная опора для того, чтобы избежать деформации винтов и прокладок.
Качественная защита от возможных гидравлических ударов. В этот момент возникает избыточное давление, которое способно вывести из строя основные и крайне важные комплектующие. Также в качестве последствий можно привести существенное сокращение службы отдельных элементов системы, в том числе и запорную арматуру
Именно для того, чтобы избежать подобных ситуаций, следует устанавливать запорную арматуру, которая гарантирует стабильность в передвижении рабочего потока и снижает риск возникновения внештатных ситуаций.
Важно также учитывать и то, что монтируемое оборудование должно находиться на прямом участке системы трубопровода. Неровных участков следует избегать, так как в местах изгибов может возникать напряжение, которое отрицательно скажется на показателе герметичности всей системы
В результате чего будут с регулярностью возникать протечки.
Также следует учитывать и то, что используемая при проведении монтажных работ аппаратура должна проверяться на предмет соединений. Фланец должен быть абсолютно ровным и не иметь видимых неровностей и других изъянов. Не должно присутствовать даже маленьких царапин.
А начинать следует с очистки используемого трубопровода, а точнее внутренней части труб. Все сторонние предметы удаляются, а налет и другие посторонние элементы, которые участвовали при транспортировке рабочей среды, изымаются. Подобные манипуляции можно проводить как при помощи специального оборудования, так и вручную (ершиком). Очистка должна проводиться своевременно и в процессе проведения монтажных работ, после которых может образоваться окалина, как результат проведения сварочных работ.
Монтаж арматуры своими руками
Любой вид запорной арматуры для водоснабжения может быть установлен тремя способами:
- методом сварки;
- на фланцы;
- при помощи резьбы.
Монтаж арматуры методом сварки
Приварные элементы арматуры в частных водопроводных системах в настоящее время используются крайне редко, так как для установки такого устройства необходимо сварочный аппарат и навыки работы с ним.

Устройство, устанавливаемое при помощи сварочного аппарата
Однако метод сварки до сих пор применяется при монтаже промышленных трубопроводов. Как установить арматуру методом сварки:
- в месте установки крана, вентиля или задвижки вырезается участок труб;
- края зачищаются и шлифуются;
- арматура устанавливается на подготовленный участок и фиксируется сварочным аппаратом;
- сварочные швы защищаются и покрываются слоем краски или грунтовки.

Арматура, зафиксированная при помощи сварочного аппарата
Сварочный шов нельзя разъединить для ремонта арматуры, то есть в случае поломки придется вырезать установленное ранее устройство. Однако сварочный шов является наиболее прочным и герметичным.
Монтаж при помощи резьбового соединения
Резьбовое соединение является разъемным, то есть при поломке арматуры ее можно будет заменить в кратчайшие сроки без каких-либо проблем.
Для обустройства резьбового соединения потребуются:
- болгарка для обрезки труб;
- инструменты для нарезания резьбы;
- гаечный ключ.
Резьбовая запорная арматура системы водоснабжения устанавливается по следующей схеме:
- вырезается участок трубопровода. Концы труб обрабатываются;
- нарезается резьба;

Нарезка резьбы для установки запорной арматуры
- резьба на арматуре герметизируется при помощи любого материала, например, ФУМ-ленты или льняной нити;

Уплотнение резьбы на арматуре для повышения герметичности соединения
- устройство фиксируется;
- проверяется герметичность полученных соединений.
Как правильно нарезать резьбу и установить запорную арматуру можно посмотреть на видео.
Установка арматуры на фланцы
Фланцевое соединение также является разъемным, однако преимущественно используется на промышленных водопроводных системах.
Обустроить фланцевое соединение самостоятельно на бытовом водопроводе достаточно сложно, так как необходимо изначально приварить особые кольца, на которые будет фиксироваться арматура. Если такие кольца были установлены ранее, то установить фланцевую арматуру можно по следующей схеме:
- между кольцом на трубе и фланцем, расположенным на устанавливаемом устройстве располагается уплотнительная прокладка, повышающая уровень герметичности соединения;
- устройство фиксируется при помощи крепежных болтов, которые прилагаются к арматуре при покупке.

Монтаж арматуры при помощи фланцевого соединения
Зная функциональные особенности отдельных видов запорной арматуры и правила ее монтажа, подобрать наиболее подходящее устройство и установить его на водопроводную систему можно своими руками.
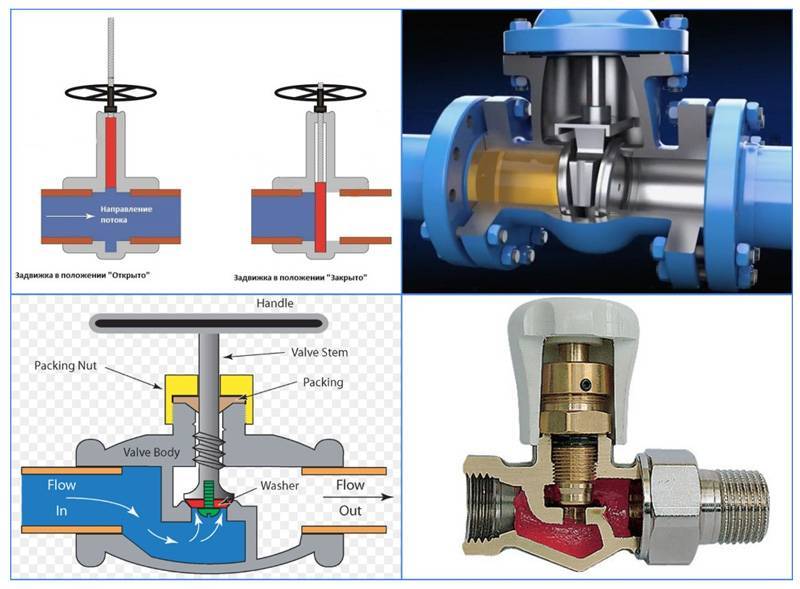
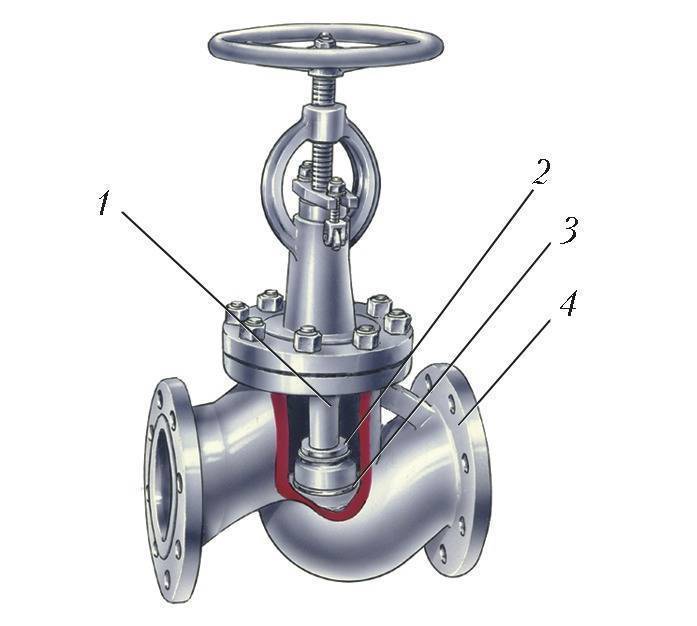
Принцип действия
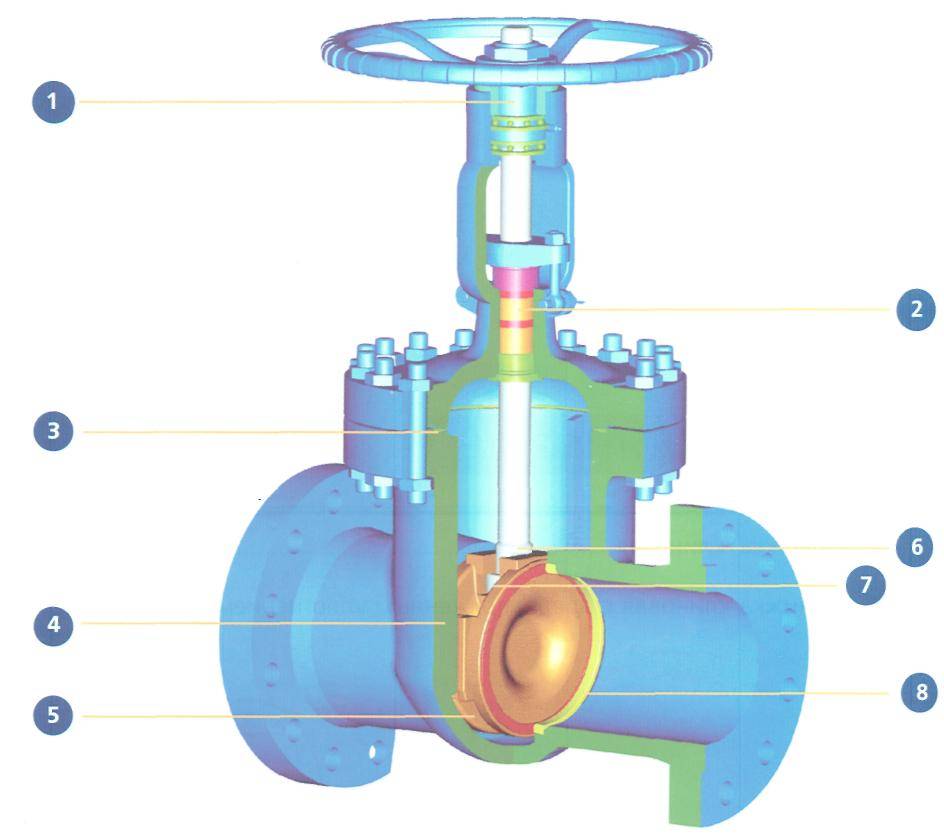
Вне зависимости от типа все приспособления для перекрытия водопроводной трубы состоят из следующих деталей:
Корпус с крышкой.
В корпусе находится полость, в которой размещены запорные элементы. В большинстве случаев корпус изготавливается из чугуна или стали, соединение с другими элементами инженерной системы происходит при помощи фланцев или посредством сварки. Главное достоинство первого способа – возможность быстрой и простой замены элемента в случае поломки. Сварочный же шов является самым надежным способом соединения, поэтому чаще всего в системах водоснабжения применяется именно он.
Запорный узел.
В состав запорного узла входит направляющая и затвор. Чаще всего направляющая является частью корпуса, что обеспечивает максимальную надежность данного приспособления и точность всех движений. Все детали изготавливаются из высококачественной стали, на затвор же дополнительно наносится слой специального покрытия, препятствующего образованию коррозии.
Элемент управления.
Узел для управления состоит из винтового штока (вентиля), махового колеса и резьбовой втулки, при помощи которой крутящий момент преобразуется в поступательное перемещение затвора. Узел устанавливается в верхней части приспособления, причем все его элементы располагаются в собственном металлическом кожухе. Соединение с основным корпусом происходит при помощи фланцев.
 Кроме того, в конструкцию входит бугельный узел задвижки, обеспечивающий вынос соединения шток-гайка за пределы основного корпуса. Таким образом, соединение защищается от негативного воздействия перемещаемой среды (например, высокой температуры).
Кроме того, в конструкцию входит бугельный узел задвижки, обеспечивающий вынос соединения шток-гайка за пределы основного корпуса. Таким образом, соединение защищается от негативного воздействия перемещаемой среды (например, высокой температуры).
Работа трубопроводной задвижки происходит по следующему принципу:
- Оператор или электропривод приводит в движение маховое колесо.
- Благодаря резьбовому соединению приводится в движение шток.
- Шток перемещает затвор (данный процесс контролируется направляющей).
- Затвор перекрывает корпус, препятствуя перемещению жидкой среды в трубопроводе.
Для открытия затвора необходимо повернуть маховик в обратном направлении.

В большинстве случаев сильно изношенные водопроводные запорные устройства не подлежат ремонту, единственное верное решение – замена. Поэтому внимательно следите за правильностью ее применения.
Конструктивные особенности
Устройство задвижки характеризуется простотой. Зависимость заключается в расположении запорного механизма. Он встроен в металлический корпус цилиндрической формы вдоль его центральной оси. Монтируют оборудование внутри кессонной камеры или смотрового колодца.
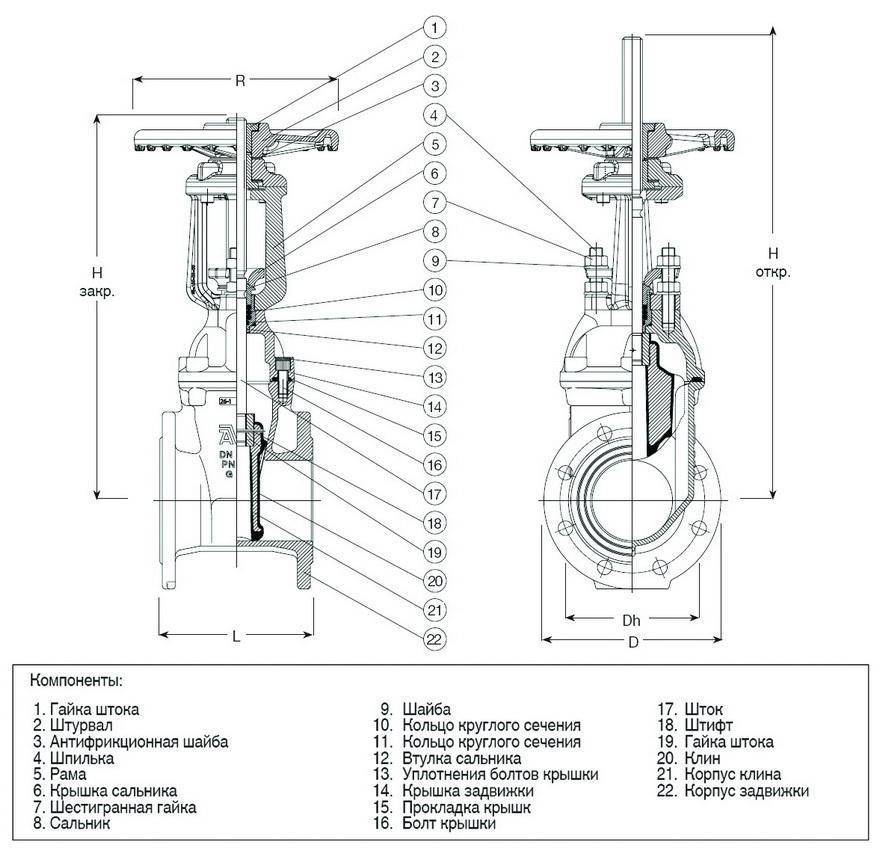

Управление может быть ручным или автоматическим. Второй вариант позволяет регулировать положение затвора дистанционно. Для этого оператор пользуется кнопочным устройством.
Чертеж задвижки представлен уплотнительным кольцом и металлическим клапаном. Его форма выпуклая, причем с обеих сторон. Запорные механизмы с механическим управлением имеют шток и прикрепленный к нему рычаг. Его поворот (90॰) приводит в движение клапан.
Схема задвижки
Фиксация устройства осуществляется за счет двух выводов по обе стороны относительно диска. Они могут быть представлены фланцами, резьбовыми элементами или фасками для подсоединения к патрубкам посредством сварочного аппарата.
Ремонт и профилактика

Любая задвижка рано или поздно нуждается в ремонте, поскольку в конструкции имеются подвижные элементы, которые требуют периодичной замены. Рассмотрим основные причины неисправности водопроводных задвижек:
- Разгерметизация между трубопроводом и корпусом арматуры.
Такая неисправность может появиться вследствие неправильного монтажа запорной арматуры или при деформации уплотнителя. Такую поломку можно определить при зрительном осмотре системы.
- Разгерметизация между штоком и сальником.
Причиной такой поломки является износ сальника. Также можно определить зрительно, при выявлении потеков на стенках задвижки, которые направлены от крышки арматуры.
- Разгерметизация между корпусом и заслонкой.
Причина такой поломки может заключаться только в постоянном перемещении сильно загрязненного потока. В этом случае грязные частицы влияют на уплотнительные кольца, приводя к постепенной их деформации. Помимо этого, загрязняющие вещества могут накапливаться на внутренних стенках задвижки и в дальнейшем препятствовать плотному закрытию крышки. Выявление причины такой поломки происходит достаточно сложно. Поэтому придется обеспечить вмешательство опытного специалиста.
Для того чтобы обеспечить правильную работу запорной арматуры потребуется проведение ремонтных работ, которые подразумевают либо полный демонтаж запорного элемента, либо частичная его разборка.
Для того чтобы выполнить частичный ремонт арматуры необходимо выполнить разборку крышки сальника, а также снять крышку самого корпуса
Но важно помнить, что ремонтные работы любого типа должны начинаться с перекрытия трубопровода вентилем, который располагается выше задвижки
Для того чтобы выполнить полный демонтаж задвижки необходимо выполнить несколько следующих действий:
- В первую очередь, выполняется снятие маховика, который содержит в своем составе ходовую гайку. Ее также необходимо снять;
- Крышку корпуса нужно освободить от стопорных винтов путем вывинчивания;
- Далее нужно разобрать соединение фланцевого типа;
- Далее следует очередь штока. В этот момент можно произвести очистку заслонки и седла, а также заменить в этой области уплотнители;
- После замены или ремонта всех отдельных запчастей стоит начать обратную сборку арматуры, которая выполняется в строгом обратном порядке.
После того как все ремонтные работы будут окончены обязательно необходимо сделать проверку устройства на уровень работоспособности. В таком случае необходимо сделать тест на возможность полного перекрытия арматурой потока.
Особенности систем управления
Системы управления электроприводами являются неотъемлемой частью механизма.
Системы управления выполняют определенные функции в зависимости от назначения устройства:
- пуск и выключение;
- регулировка скорости;
- управление положением механизма или машины;
- контроль и изменение характеристик устройства в соответствии с заданными параметрами;
- защита, блокировка оборудования или сигнализация.
В зависимости от типа управления все системы делятся на три группы:
- ручные. Оператор самостоятельно следит за рабочими процессами, непосредственно воздействуя на механизмы электропривода. Недостаток очевиден – это низкая точность, наличие человеческого фактора и медлительность системы. Этот тип управления используется редко, для выполнения базовых операций и контроля за одним процессом;
- полуавтоматические. В данном случае присутствие оператора необходимо, но его участие в процессе остается минимальным – он лишь воздействует на автоматические системы, причем контроль может проводиться дистанционно. Главное преимущество – повышается быстродействие и точность обработки данных и регулировки процессами;
- автоматические. Эти системы управления не допускают участия оператора – все процессы контроля и регулировки электроприводами осуществляются в автономном режиме согласно заложенной программе и с учетом внештатных ситуаций.
Область применения
Подобная запорная арматура нашла распространение как в бытовых в системах, так и в промышленных. Такие задвижки имеет смысл устанавливать только на тех трубопроводах, сечение которых превышает 50 мм. Но в некоторых отраслях применяют электрические вентили и на трубах с меньшим диаметром.
Управление устройством зависит от того, где оно будет установлено и какие функции придётся выполнять. Электрические клапаны активно применяют в различных сферах в качестве элемента, способного сделать технологический процесс более эффективным. Из-за этого таким прибором можно управлять не только дистанционно, но и вручную.
Наиболее широкое применение автоматические клапаны нашли в системах водоснабжения. Там монтируются прямоходные вентили и устройства с сужающейся проточной частью. Но следует помнить, что второй тип нельзя применять на магистральных трубопроводах, так как сужение диаметра увеличивает перепад давления на задвижке.
В нефтяной и газовой промышленности вентиль с электрическим приводом устанавливается на трубопроводах, по которым осуществляется транспортировка продукта. Также широко применяется устройство в общественных зданиях для систем пожаротушения. Автоматический вентиль позволяет осуществить подачу воды именно к точке возгорания после приёма команды от пожарной сигнализации.





