

Вентиляция над покрасочной зоной
Автолюбители зачастую занимаются в гараже ремонтом, покраской машин. Конечно, в процессе окрашивания выделяется достаточно много токсических соединений, потенциально опасных для здоровья
Важно обеспечить данный участок дополнительной вытяжкой. При этом специалисты и более дальновидные гаражники отмечают, что вентиляционную систему над покрасочной зоной следует также оснастить фильтрами
Обратите внимание: над зоной покраски вытяжку необходимо делать принудительную. Естественной вентиляции в таком опасном месте будет недостаточно, поскольку у нее достаточно низкая эффективность. Воздух обязательно нужно очищать от вредных химических соединений как можно быстрее
Воздух обязательно нужно очищать от вредных химических соединений как можно быстрее.
Наиболее удачное решение – установить принудительную систему вентиляции с двумя вентиляторами. Один вентилятор будет усиливать отток загрязненного воздуха, а другой будет обеспечивать активное нагнетание чистого воздуха. Фильтры лучше установить на обоих воздуховодах, для оттока и притока.
Важно также обеспечить нормальные условия для самой работы в гараже. Например, когда идет окрашивание кузова, на свежей краске моментально выделяется любая мельчайшая соринка, попавшая из воздуха. Именно поэтому пол в гаражном помещении надо увлажнить перед работой, а приточное отверстие должно быть надежно защищено фильтром
Тогда частички сора и пыль не проникнут в помещение
Именно поэтому пол в гаражном помещении надо увлажнить перед работой, а приточное отверстие должно быть надежно защищено фильтром. Тогда частички сора и пыль не проникнут в помещение.

Когда вытяжка с фильтром будет правильно установлена, она не позволит попасть в атмосферу вредным токсичным испарениям. Помните и о грамотном расположении воздуховодов. Вытяжной канал располагается внизу, а вот отверстие для притока свежего воздуха монтируют под потолком гаражного помещения. Тогда вредные пары будут опускаться вниз и сразу же быстро устраняться из гаража.
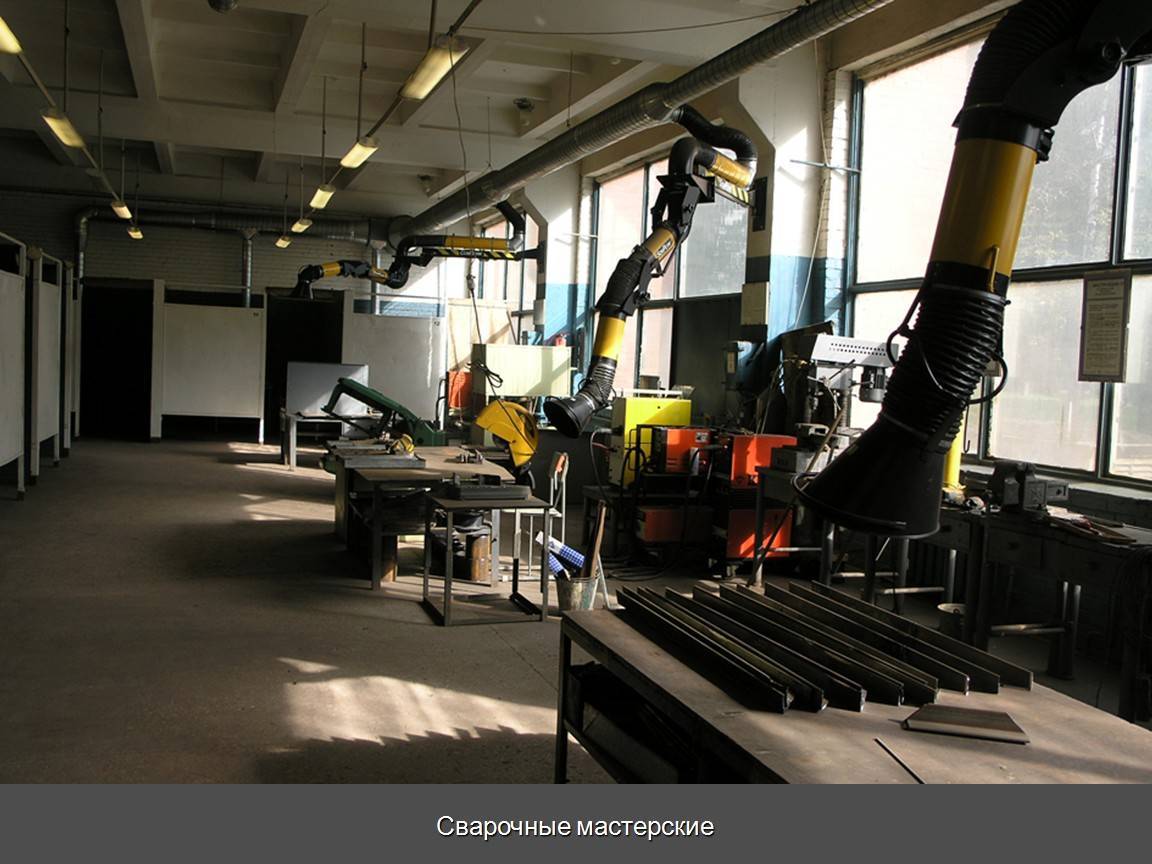
Вентиляция сварочного поста в Санкт-Петербурге (СПб)

Вентиляция сварочного поста одно из ключевых направлений деятельности .
Мы более десяти лет профессионально занимаемся монтажом вентиляции сварочного поста в Санкт-Петербурга (СПб) и области.
Работа в помещении для сварки сопряжена с риском столкновения с повышенной концентрацией опасных веществ. Такую нежелательную ситуацию в помещении для сварки призвана предотвратить вентиляция сварочных постов.
Задачи общеобменной вентиляции сварочного цеха
Общеобменная вентиляция для помещения, где осуществляется процесс сварки, должна очищать воздух от примесей, успевших распространиться далее. Общеобменная вентиляция при сварке должна удалять «отработанный» воздух и замещать его чистым приточным.
При этом вытяжка вентиляции сварочного цеха должна быть оборудована фильтрами, очищающими воздух до его выхода в атмосферу за пределы помещения для сварки. А приточная система до поступления воздуха в сварочные помещения должна обеспечивать нужные параметры температуры и влажности. Для этого установки приточной вентиляции сварочного цеха наделяются функциями очистки, нагрева или охлаждения воздуха.
Задачи локальной вентиляции сварочного рабочего места
К задаче локальной вытяжной системы вентиляции относится удаление максимального количества вредных примесей – азота, фтора, оксида углерода, озона – из вздуха, окружающего сварочный рабочий участок. Удаление опасных веществ с помощью вытяжной вентиляции должно производиться максимально быстро, до их выхода за пределы рабочего места для сварки и попадания их в общеобменную систему вентиляции сварочного цеха.
Расчет для сварочного цеха вытяжной системы должен быть выполнен так, чтобы при сварке вредные вещества не выходили за пределы рабочего места в объемах, превышающих максимально допустимые для здоровья сотрудников.
Система приточной вентиляции сварочного рабочего места должна обеспечивать приток свежего воздуха, понижающего концентрацию вредных веществ на сварочном рабочем участке.
Расчет вентиляции сварочного цеха
Расчет системы для сварочного цеха, устанавливаемых для помещений сварки, осуществляется на основе данных о количестве используемых электродов за один час.
Расчет вытяжной системы сварочного цеха исходит из того, что при сварке ручным методом на 1 кг электродов должно приходиться 1,5-4,5 м3/ч. Для полуавтоматической сварки 1 кг электродов требует 1,7-2 м3/ч. При этом один рабочий сварки за 1 час использует около 5 кг электродов.









При проектировании вытяжек вентиляции расчет исходит из того, что 70% мощности вентсистемы сварки придется на нижний ярус цеха, а оставшиеся 30% — на верхний ярус сварочного помещения.
Вентиляция сварочных постов с рекуперацией тепла
Для такого энергоемкого производства как сварочный цех вопрос расходов на электроэнергию стоит крайне остро. Вентиляционные приточные системы, используемые при сварке, для нагрева или очищения воздуха также потребляют немалое количество энергии. При этом приходящий в помещение для сварки воздух может из-за вытяжки покидать здание, не успевая передать тепло внутрь помещения. Такая приточно-вытяжная система при сварке расходует много электроэнергии, показывая сомнительную эффективность.
Для энергоемкой сварки используются системы с рекуперацией тепла. При ней вытяжной воздуховод, удаляющий воздух из помещения для сварки, имеет зону теплообмена с приточным воздуховодом, несущим воздух внутрь помещения и на участки.
Таким образом, система вентиляции при сварке позволяет нагревать приходящий воздух не только за счет работы вентиляторов, но и за счет уходящего воздуха. Системы с рекуперацией тепла при сварке помогают экономить до 30% электроэнергии, используемой для работы вентиляторов притока.
Система вентиляции сварочного поста от профессионалов .
Для заказа вентиляции сварочного участка позвоните нам по телефону или закажите обратный звонок у нас на сайте. Наши специалисты проведут расчет вентиляции сварочного цеха, создадут проект и проведут монтаж системы воздухообмена при сварке под ключ: от первичного расчета вытяжной системы до пуско-наладочных мероприятий и составления актов о выполненных работах в помещении для сварки.
Мы имеем более, чем пятилетний опыт проектирования и установки систем воздухообмена сварочных постов и других производственных участков.
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.
Рекомендуем к прочтению Как разделывать металлические кромки под сварку

Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
- Выбирают место. Рекомендуется располагать пост вдали от легковоспламеняющихся жидкостей, материалов и газов.
- Собирают кабину. От пола до нижнего края стен оставляют зазоры в 5 см для проветривания. При работе с инертными газами это расстояние увеличивают до 30 см. Устанавливают вентиляционные сетки. На входе вешают брезентовую или пластиковую негорючую ширму.
- Монтируют стол со столешницей. Предусматривают возможность регулирования высоты стоек и площади столешницы.
- Устанавливают осветительные приборы.
- Окрашивают стенки кабины светло-серой краской, поглощающей ультрафиолетовые лучи. Выбирают красящие составы на основе титана или цинка.
- Монтируют вытяжную установку принудительного типа. Подключают оборудование к централизованной системе воздухообмена.
- Заливают пол бетоном. Можно использовать для формирования напольного покрытия кирпич.
- Монтируют рубильник для аварийного отключения сварочных аппаратов.
На последнем этапе подключают оборудование к источникам питания.
Естественная вентиляция в гараже
Если внутри постройки имеется погреб, то его необходимо оборудовать отдельной вытяжной системой (подробнее об этом читайте здесь). Смотровая яма к этому правилу не относится – ее размер учитывается при расчете общей площади.
Чтобы сделать хорошую вентиляцию, нужно опираться на следующие факторы:
- объем воздуха, который нужно менять;
- направление ветра и периодичность его смены;
- уровень температур в регионе и их перепады в зависимости от сезона.
Большое значение имеет разность температуры внутри и снаружи. Воздух в помещении должен быть теплее, а потому легче – тогда он будет легко замещаться более тяжелым. Свежие потоки будут проникать сквозь воздуховод самостоятельно, без вмешательства механических систем, заменяя собой менее плотные воздушные массы.
Также эффективность такого рода конструкции зависит от разных показателей давления между вертикальным положением притока и вытяжки. Перепад между вводным отверстием и выводным должен быть не менее 3 метров.
Если эти условия не были выполнены при монтаже вытяжки естественного типа, конструкция не будет в полной мере выполнять свои функции. В холодное время года потребуется отопление, чтобы установить разницу температур внутри и снаружи. Входящий поток следует уменьшить путем регулировки открытия воздуховода. Летом вентиляционный проход открывается полностью, а циркуляция обеспечивается за счет направления ветра.
Такая самодельная вытяжка для гаража будет стоить недорого, но ее эффективность не достаточно высока. Приемлемая циркуляция воздуха будет наблюдаться только при температуре на улице ниже +10 градусов. Также может создаваться сквозняк, негативно влияющий на здоровье. Трубы требуют регулярной очистки: летом – от пыли, зимой – от льда.
Разновидности вентиляции
Конструкция и производительность вытяжного устройства зависят от габаритов соединяемых деталей и интенсивности выполнения работ. При сварке широких и протяженных швов возрастает количество газов, попадающих в атмосферу.
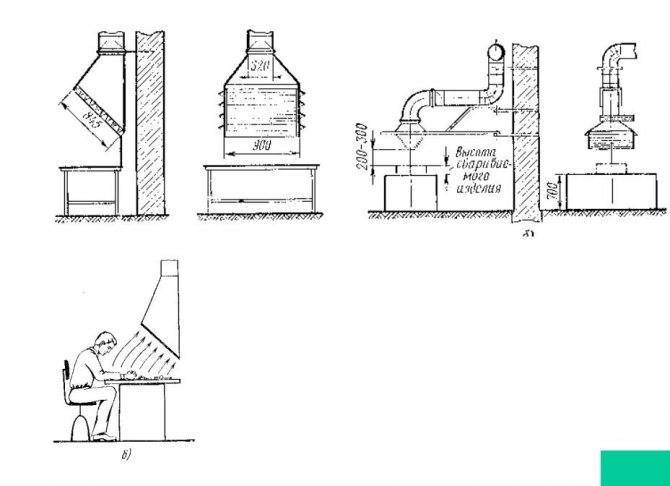
Располагать зонт над рабочим столом (по аналогии с кухонными вытяжками) не рекомендуется, поскольку оператор будет вдыхать вредные вещества, затягиваемые потоком воздуха.
Местная вытяжка
Для отвода газов из рабочей зоны необходимо установить колосниковую решетку с расположенным снизу каналом. В системе вентиляции предусматривают фильтр с сеткой для гашения искр и улавливания капель расплавленного металла и флюса. Производительность вентилятора с электрическим приводом достигает 5,5 тыс. м³/час (зависит от объема цеха и количества газов). Если на столе невозможно установить решетку, то применяют передвижные фильтровентиляционные установки с гибкими рукавами, подводимыми к рабочей зоне.
 Местная вытяжка на сварочном столе.
Местная вытяжка на сварочном столе.
Сварщик вручную подводит вентиляционный раструб к рабочей зоне и фиксирует в заданном положении. Свежий воздух подается в нижнюю часть цеха. Допускается организация его притока вверх с принудительным отводом к рабочему месту сварщика.










Общеобменная вентиляция
В состав системы входят раздельные вентиляционные установки, обеспечивающие обмен воздушных масс в помещении. Предусмотрено фильтрационное оборудование для отделения посторонних частиц. Такое оснащение должно обеспечивать цех свежим воздухом с учетом максимальной производительности установленной аппаратуры. Нормативами предусмотрена организация общеобменной системы при использовании от 200 г материала электродов за 1 час рабочего времени на 1 м³ объема помещения. Если эти параметры ниже, воздухообмен обеспечивается естественным путем.
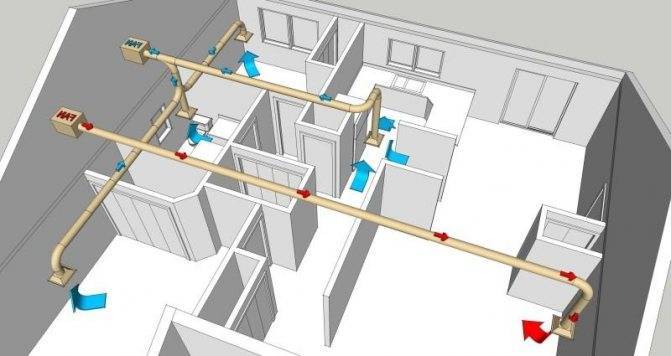 Схема общеобменной вентиляции.
Схема общеобменной вентиляции.
Стандарты предусматривают поддержание 10-кратного воздухообмена в помещениях с обеспечением скорости циркуляции потоков в вертикальном направлении от 0,1 м/сек (для отвода пыли и газов из зон, расположенных вне сварочных постов).
Варианты для замкнутых пространств
Для организации воздухообмена в таких помещениях применяют:
- Систему принудительной подачи очищенной атмосферы с одновременным удалением загрязнений во всем объеме.
- Отвод вредных веществ из рабочей зоны с обеспечением воздухообмена естественным путем через вентиляционные прорези.
- Вентилирование зоны около органов дыхания сварщика (например, путем принудительной подачи очищенной атмосферы под маску или щиток).
Рекомендуем к прочтению Особенности настройки сварочной маски Хамелеон
При проведении работ в закрытых помещениях необходимо использовать вентиляторы высокого давления с увеличенной производительностью и эластичные шланги. Рукава подсоединяют герметичными муфтами, выдерживающими заданный напор потока. В зимнее время предусматривают подогрев. Скорость движения потока для ручной сварки должна находиться в пределах 0,7-2,0 м/сек. Направление циркуляции обеспечивает отвод вредных газов от органов дыхания. Если предполагается работа 2 сварщиков, то необходимо обеспечить рассеивание примесей до значений ПДК.
Циркуляция в замкнутых условиях улучшается при использовании системы отвода загрязнений. Для предотвращения попадания частиц металла и дыма в помещение необходимо откачивать на 10-15% больше воздуха, чем подается по нагнетательному каналу.
Помимо стационарных установок допускается использование передвижных агрегатов (например, при сварке цистерн или иных резервуаров на открытом пространстве).
Вентилирование на местах
- Самое основное различие между видами вентиляции местного назначение это, как уже было замечено, движение потока воздуха, следовательно, она может быть либо приточной, либо вытяжной.
- Вытяжной вариант используется в тех случаях, когда нельзя допустить распространения вредных или дурно пахнущих летучих веществ с локализованного места нахождения по всему помещению. Сущность операции состоит в улавливании этих самых веществ при помощи движения воздушного потока и выбрасывания их в открытое пространство, то есть, на улицу. В таких ситуациях речь идёт, как о невидимых газах, так и о дыме и пыли, загрязняющих близлежащее пространство.
- В домашних условиях такой тип вентиляции знаком всем в качестве кухонной вытяжки и те, кому приходилось своими руками разбирать такой агрегат, могли видеть там один или несколько вентиляторов. Их лопасти развёрнуты таким образом, что при вращении они как бы отсасывают воздух, особенно, если тот поднимается к месту тёплым потоком.
- А вот местная приточная вентиляция применяется в виде воздушного душа, где более холодные потоки воздуха направленно подаются на какие-либо детали или локальное рабочее место и за это её также называют «обдувом». Также на некоторых производствах в горячих цехах созданы настоящие оазисы, представляющие собой кабинки высотой 2-2,5м, куда нагнетается прохладный воздух, что позволяет значительно экономить энергию по сравнению с тем, как если бы пришлось охлаждать весь цех.
- Но не всегда обдув бывает холодным, он может быть также тёплым или даже горячим, например, такие воздушные заслоны создаются у печей, что на практике выглядит, как ширма, через которую не распространяется печное тепло (подобный, но более слабый эффект происходит с греющим радиатором, расположенным под окном). Для кузнечных горнов и печей разного типа агрессивный направленный приток воздуха помогает поддерживать горение или же (при большей скорости) увеличивает его интенсивность.
Расчёт для вытяжных систем местного значения
По большому счёту расчет местной вытяжной вентиляции производится с помощью формул и учётом множества параметров самого помещения, температуры воздуха, вредности, мощности двигателей и так далее, хотя это касается только производства, да и то не всегда. Но если уж дело доходит до вычислений, то нас будет интересовать вытяжной зонт — именно его и нужно учитывать в первую очередь, чтобы все вредные вещества поднимались именно к нему, а не рядом.
Читать также: Схема редуктора шуруповерта интерскол
Зонт является самым удобным приспособлением для локальной вытяжки, особенно это касается кузнечный горнов, варочных плит, печей с открытым огнём, горячих ванн и так далее — нагретый воздух сам поднимается под купол, где и попадает в вентиляционный канал. Безусловно, зонт, как того требует инструкция, должен быть расположен, как можно ближе к источнику, во всяком случае, на столько, на сколько это вообще возможно.
Отправным значением для скорости движения потока в рабочем проёме этого самого зонта принято считать значение от 0,15 до 1,25м/с. Скорость прямо пропорциональна количеству отравляющих газов и площади перекрытия — чем больше газов и меньше купол, тем интенсивнее должно быть всасывание.
Производительность агрегата (м3/час) или объём отсасываемого воздуха вычисляется по формуле L=360abv — здесь под символами a и b подразумевается периметр рабочего проёма в метрах, а под символом v скорость воздушного потока (м/с) в этом самом проёме.
Для сварочных столов и наплавочных установок также необходимы отдельные расчёты, так как над таким местом невозможно навесить вытяжной зонт (он попросту будет мешать), поэтому, здесь устанавливаются воронкообразные или щелевидные отсосы длиной от 250 мм до 350 мм, в зависимости от потребности. В таких ситуациях применяется другая формула для расчётов, которая выглядит, как L=ko3√I, здесь уже значение ko — это коэффициент для щелевого или воронкообразного отсоса (щелевой — 12, воронкообразный — 13,2), а символом I обозначен сварочный ток в амперах (А).
Для рабочего места сварщика вентиляция такого типа может выполняться по-разному, хотя, по одному и тому же принципу, например, это может быть труба с зонтом, подведенным сбоку, но может быть и в виде решётки на рабочем столе, где газы высасываются в прямо противоположную сторону. Второй вариант наиболее благоприятен для работающего там человека, так как в таком случае он практически не вдыхает вредные газы. Производительность агрегата по перекачке воздуха (м3/час) следует рассчитывать по количеству электродов, которые сварщик способен использовать в течение часа, а также по наличию в них каких-либо вредных веществ.
Выделение загрязнителей при сварке металлов
| Таблица 1. Выделение загрязнителей при сварке металлов | ||||||||
| Способ сварки и марка сварочного материала | Выделение загрязнителя, г/кг сварочного материала | Прочих загрязнителей | ||||||
| сварочого аэрозоля | соединения марганца | оксидов хрома | фтористого водорода | оксидов азота | оксида углерода | наимен. | кол-во | |
| Ручная дуговая сварка сталей электродами | ||||||||
| УОНИ-13/55 | 18,6 | 0,97 | — | 0,93 | — | — | фториды | 2,6 |
| УОНИ- 13/65 | 7,5 | 1,41 | — | 1,17 | — | — | фториды | 0,8 |
| АНО-4 | 6,0 | 0,69 | — | — | — | — | — | — |
| АНО-6 | 16,3 | 1,95 | — | — | — | — | — | — |
| АНО-11 | 22,4 | 0,87 | — | — | — | — | — | — |
| ЭА-606/11 | 11,0 | 0,68 | 0,6 | 0,4 | 1,3 | 1,4 | — | — |
| M33-III | 40 | — | — | — | — | — | — | — |
| ЦТ-15 | 7,9 | 0,55 | 0,35 | 1,61 | — | — | оксиды никеля | 0,39 |
| Ручная дуговая сварка чугуна | ||||||||
| ЦЧ-4 | 13,8 | 0,43 | — | 1,87 | — | ванадий | 0,54 | |
| Ручная дуговая сварка меди | ||||||||
| ЩЗЧ-1 | 14,7 | 0,47 | — | 1,65 | — | медь | 4,42 | |
| Вольфрам под гелием | 20 | — | — | — | — | — | вольфрам | 0,08 |
| медь | 2,1 | |||||||
| СрМ-0,75 (проволока) Ручная сварка алюминия | 17,1 | 0,44 | — | — | — | медь | 15,4 | |
| ОЗА-1 | 38,1 | — | — | — | — | — | аэрозоль оксида | 20 |
| алюминия | ||||||||
| Проволока | ||||||||
| ЭП-245 | 12,4 | 0,54 | — | 0,36 | — | оксиды железа | 11,5 | |
| ПП-106, ПП-108 | 12 | 0,7 | — | — | 0,8 | — | оксиды железа | 0,7 |
| Проволока | ||||||||
| СВ-08Г2С | 9,7 | 0,5 | 0,02 | — | 14 | оксиды железа | 7,48 | |
| СВ-Х19Н9Ф2СЗ | 7 | 0,42 | 0,03 | — | — | 14 | оксиды железа | 0,04 |
| СВ-10Х20Н7СТ | 8 | 0,45 | 0,03 | — | — | — | — | — |
| СВ-16Х16Н25М6 | 15 | 2 | 1 | — | — | оксиды никеля | — | |
| ЭП-245 | 12,4 | 0,61 | — | — | — | 3,2 | — | — |
| СВ-О8ХГН2МТ | 6,5 | — | 0,03 | — | 0,8 | 11 | оксиды титана | 0,4 |
| медь | 11 | |||||||
| Проволока | ||||||||
| МНЖ-КГ5-1-02-0.2 | 18 | 0,3 | — | — | — | — | оксиды никеля | 0,8 |
| КМЦ | 8,8 | 0,6 | — | — | — | — | медь | 6 |
| Проволока | ||||||||
| Д-20 | 10,9 | 0,09 | — | — | — | — | оксиды алюминия | 7,6 |
| АМЦ | 22,1 | 0,62 | — | — | 2,45 | — | — | 20 |
| АМГ-6Т | 50 | 0,25 | — | 0,33 | — | — | 8,5 | |
| Алюминиевая | 10 | — | — | — | 0,9 | — | — | — |
| Титановая | 14,7 | — | — | — | — | — | оксиды титана | 5 |
| Неплавящиеся электроды | 61 | — | — | — | — | — | оксиды алюминия | 28 |
| ОЗА-2/ак,ОЗА-1 | 38,5 | — | — | — | — | — | — | 20 |
| Сварка стали с флюсами | ||||||||
| ОСП-45 | 0,09 | 0,03 | — | 0,2 | 0,006 | — | прочие фториды | 0,36 |
| ФЦ-2, ФЦ-6, ФЦ-7 | 0,09 | 0,01 | — | 0,05 | 0,005 | — | соединения кремния | 0,03 |
| ФЦ-11, ФЦ-12 | 0,09 | 0,05 | — | 0,02 | — | — | — | 0,05 |
| АН-22 | 0,12 | 0,01 | — | 0,02 | — | — | — | — |
| АН-26, АН-30, АН-42 | 0,08 | 0,05 | — | 0,03 | — | — | — | — |
| АН-60, АН-64 | 0,09 | 0,02 | — | — | — | — | — | — |
| АН-348А | 0,1 | 0,03 | — | 0,2 | 0,006 | — | прочие фториды | 0,16 |
| АНК-30 | 0,26 | 0,12 | — | 0,018 | — | — | соединения кремния | 0,05 |
| ЖС-450 | 5,8 | 0,142 | — | 0,18 | — | 22,4 | — | — |
| К-1 | 0,06 | 0,023 | — | 0,15 | — | 0,5 | — | — |
| К-8 | 4,9 | 0,13 | — | 17,8 | — | — | ||
| К-11 | 1,3 | 0,089 | — | 0,14 | 0,6 | — | — | — |
| Таблица 2. Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны сварочных цехов | ||||
| Наименование вещества | ПДК, мг/м3 | Класс Опасности | Агрегатное состояние (а — аэрозоль, п — пары) | Примечание |
| содержание марганца в сварочных аэрозолях, масс.% | ||||
| до 20 | 0,20 | 2 | а | |
| до 20-30 | 0,10 | 2 | а | |
| хроматы, бихроматы | 0,01 | 1 | а | в пересчете на CrO3 |
| оксид хрома (Cr2O3) | 1,00 | 2 | а | |
| никель и его оксиды | 0,05 | 1 | а | в пересчете Ni |
| оксид цинка | 0,50 | 2 | а | |
| титан и его двуоксид | 10,00 | 4 | а | |
| алюминий и его сплавы | 2,00 | 2 | а | по Al |
| медь металлическая | 1,00 | 2 | а | |
| вольфрам | 6,00 | 3 | а | |
| двуоксид кремния аморфный в виде аэрозоля конденсации при содержании от 10 до 60 % | 2,00 | 4 | a | |
| двуоксид азота | 2,00 | 2 | п | |
| озон | 0,10 | 1 | п | |
| оксид углерода | 20,00 | 4 | п | |
| фтористый водород | 0,05 | 1 | п | |
| соли фтористоводородной кислоты: | ||||
| хорошо растворимые (NaF, KF) | 0,20 | 2 | а | по HF |
| плохо растворимые (AIF2, NaAIFd) | 0,50 | 2 | а | по HF |
| Таблица 3. Выделение загрязнителей при газовой и плазменной резке металлов | |||||||||||||
| Способ резки, вид и толщина металла | Выделение на м реза, г/м за 1 час работы, г/ч, в том числе оксидов | ||||||||||||
| Аэрозоля, всего в | Mg | Cr | Ni | Al | CO | NOx | |||||||
| г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч |
| Резка газовая стали углеродистой толщиной | |||||||||||||
| 5 мм | 2,25 | 74 | 0,07 | 2,3 | 1,5 | 50 | 1,2 | 40 | |||||
| 10 мм | 4,5 | 130 | 0,13 | 3,8 | 2,2 | 6,3 | 2,2 | 65 | |||||
| 20 мм | 9 | 200 | 0,27 | 6 | 2,3 | 65 | 2,4 | — | |||||
| Резка газовая стали делигированной толщиной | |||||||||||||
| 5 мм | 2,5 | 80 | 0,12 | 4 | 1,3 | 43 | 1 | 35 | |||||
| 10 мм | 5 | 150 | 0,23 | 6,7 | 1,9 | 55 | 1,5 | 43 | |||||
| 20 мм | 10 | 225 | 0,47 | 10,5 | 2,6 | 57 | 2 | 45 | |||||
| Резка газовая стали марганцовистой толщиной | |||||||||||||
| 5 мм | 2,5 | 80 | 0,6 | 20 | 1,4 | 46 | 1,1 | 36 | |||||
| 10 мм | 5 | 140 | 1,6 | 35 | 2 | 58 | 1,6 | 47 | |||||
| 20 мм | 10 | 220 | 2,4 | 55 | 2,7 | 60 | 2,2 | 50 | |||||
| Резка газовая сплавов титана толщиной | |||||||||||||
| 4 мм | 5 | 140 | 4,7 | 130 | 0,6 | 17 | 0,2 | 6 | |||||
| 12 мм | 15 | 315 | 14 | 280 | 1,5 | 32 | 0,6 | 13 | |||||
| 20 мм | 25 | 390 | 22 | 345 | 2,5 | 38 | 1 | 16 | |||||
| 30 мм | 35 | 350 | 33 | 335 | 2,7 | — | 1,5 | — | |||||
| Резка плазменная стали углеродистой толщиной | |||||||||||||
| 10 мм | 40 | 810 | 0,12 | 24 | 1,4 | 7 | |||||||
| Резка плазменная стали низколегированной толщиной | |||||||||||||
| 14 мм | 6 | 790 | 0,18 | 24 | 2 | 265 | 10 | 130 | |||||
| 20 мм | 10 | 960 | 0,3 | 29 | 2,5 | — | 14 | — | |||||
| Резка плазменная стали легированной толщиной | |||||||||||||
| 5 мм | 3 | 990 | 0,14 | 46 | 1.5 | — | 6 | 200 | |||||
| 10 мм | 5 | 1370 | 0,24 | 66 | 1.9 | 470 | 10 | — | |||||
| 20 мм | 12 | 1600 | 0,58 | 77 | 2.1 | — | 13 | — | |||||
| Резка плазменная стали марганцовистой толщиной | |||||||||||||
| 5 мм | 4 | 790 | 0,72 | 140 | 1,4 | — | 7 | 128 | |||||
| 10 мм | 6 | 765 | 1,16 | 1,50 | 2 | 265 | 10 | — | |||||
| 20 мм | 10 | 920 | 1,73 | 170 | 2,5 | — | 13 | — | |||||
| Резка сплавов алюминия толщиной | |||||||||||||
| 8 мм | 3 | — | 2,5 | — | 0,5 | — | 2 | 612 | |||||
| 20 мм | 4 | 480 | 3,5 | 440 | 0,6 | 75 | 3 | — | |||||
| 80 мм | 6,5 | — | 8 | — | 1 | — | 9 | — | |||||
| Резка плазменная сплавов титана толщиной | |||||||||||||
| 10 мм | 3 | 455 | 2,7 | 425 | 0,4 | — | 11 | 160 | |||||
| 20 мм | 7 | 645 | 6,4 | 515 | 0,5 | 40 | 15 | — | |||||
| 30 мм | 12,5 | 680 | 12 | 640 | 0,6 | — | 19 | — |
С этим читают
Как сделать вытяжку в гараже 6 на 4?
#2 svarnoi69
все)) зачем лишний расход по эл. энергии,зонтик,о который будета биться головой,шум от мотора.
без вентилятора прекрасно работает.
нижний короб 20х20-25х25.
верхний вдоль всей длины гаража150х150-200х200
Сообщение отредактировал svarnoi69: 10 Декабрь 2013 19:30
#4 user_k
Моторчик ставь на козырьке, точнее внутри него, желательно с регулятором оборотов. или вполне подойдет вытяжка кухонная.
Чем толще слой краски – тем красивее шов.
#12 LamoBOT
Аргон, как и гелий – инертные газы и не вступают ни в какие хим. реакции, и зубы конечно же не разрушают. Аргона в воздухе почти 1%, оттуда его и извлекают. Но если помещение герметично закупоренное то аргон скопится возле пола, т.к. тяжелее воздуха раза в 2. Если есть например погреб и там скопился аргон – очень вероятно оттуда не вернуться. Поэтому в приступе паранойи я бы, наверное, предусмотрел небольшого сечения и небольшой производительности трубу-вытяжку с уровня пола. В 40л баллоне 6 кубометров газа. В принципе при такой площади – не опасно.







Требования к сварочным постам
Общие требования
Требования к организации сварочных постов основываются на соблюдении техники безопасности и обеспечения комфорта в проведении работ
Важно обеспечить заземление всех энергопотребляющих установок. Для их размещения очень желательно сделать основание из бетона или кирпичной кладки
Пост должен иметь все необходимое для хранения не только инструмента, но и документации.
Вкратце об основных требованиях. Обязательно наличие вентиляции. Стол делается из стали или чугуна. Сварщик во время работы должен стоять на резиновом коврике.
Для случаев, когда сварщик работает сидя, необходимо предусмотреть специальное кресло с сидением, не проводящим ток. Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Невозможна продуктивная работа без достаточного освещения. Яркость должна быть не избыточной, но в то же время даже мелкие детали должны хорошо освещаться. Как показывает практика, для работы достаточно 80 Люмен. Расположить источник света следует непосредственно над столом. Если это невозможно, то допускается размещение осветительного прибора в непосредственной близости от рабочего места.
Даже если речь идет о многопостовой сварке, то все равно нужен рубильник, поворотом которого можно в одно мгновение отключить подачу электричества. Это может понадобиться в экстренной ситуации и для обесточивания участка по окончанию рабочего дня.
Индивидуальные требования
Не удивительно, что есть существенные отличие в организации рабочего пространства для ручной дуговой сварки от аналогичного процесса для полуавтомата. В зависимости от технологических моментов предусматриваются отличительные требования к обустройству рабочего места.
К примеру, если предполагается сваривание с использованием источника переменного тока, то потребуется осциллятор. Если планируется использовать пост для разделки металла, то нужно предусмотреть место для инструмента режущего.
Если к кабинке подключена трехфазная сеть, то потребуется контактор. А если речь идет о газосварочных работах, то нужно выделить место под хранение баллонов.





