

Выбор необходимых инструментов
Пластиковые трубы – незаменимый элемент как при строительстве и в ремонте. Они просты в монтаже, отличаются химической стойкостью и способны выдерживать рабочее давление до 2 бар при температуре до 95°С.
Но выполнить качественный монтаж системы и правильно спаять пластиковые трубы невозможно без применения специального оборудования.
Благодаря простоте монтажа и экологичности материала пластиковые трубы широко применяют в водоснабжении и отоплении жилых домов
Помимо труб и фитингов нужного размера для производства сварочных работ потребуются:
- паяльник с насадками;
- строительный уровень;
- рулетка;
- ножницы для резки труб;
- ветошь из плотных тканей.
В комплекте к паяльнику идут насадки разных диаметров с антипригарным тефлоновым покрытием. Они при нагревании оплавляют наружную поверхность концов труб и внутреннюю сторону соединительных элементов.
Для использования в бытовых условиях, чтобы запаять пластиковые трубы диаметром в 16-63 мм, вполне подойдет агрегат мощностью до 1200 кВт
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.
Как паять пластиковые трубы для водопровода и отопления
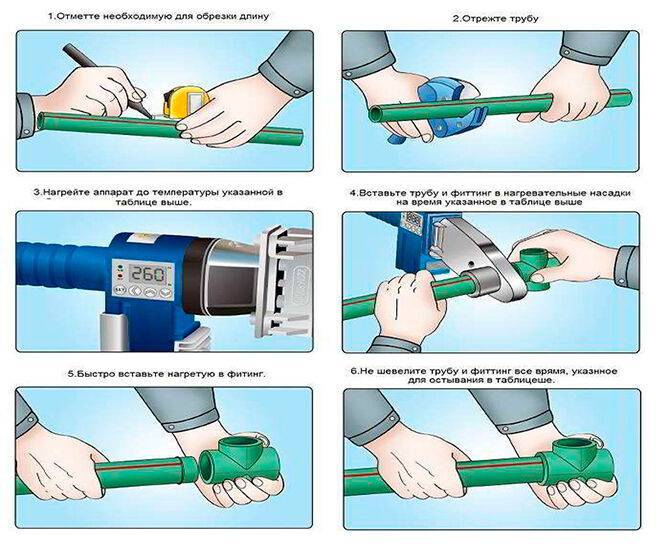
Обрезка труб осуществляется специальными ножницами. С их помощью вы сможете получить ровные края при обрезке
Когда вы отмеряете нужную длину отрезков трубы, важно учитывать, что труба заходит в паз фитинга. Если этот момент не учитывать, то отрезки могут быть короче необходимого размера
Включите паяльник и подождите пока он нагреется до нужной температуры в 250-260 градусов (отметка на регуляторе температуры). Обычно на данных приборах есть специальная лампочка (индикатор), которая сигнализирует об этом. Будьте осторожными при пайке, чтобы не получить ожог.
Чем больше диаметр трубы, тем дольше необходимо нагревать трубу и фитинги. Например, время нагрева трубы диаметром 25 мм составляет 6 – 7 секунд, а 20 мм – 5 секунд
Важно не перегревать материал, так как сильно растопленный пластик будет текучим, из-за чего может перекрыть стыки труб внутри, и нарушить проходимость
Для нагрева трубы и фитинга вставьте их в соответствующие гильзы паяльника. Сначала вставляется фитинг, а затем труба. Для этого необходимо подталкивать их вокруг своей оси
Важно при этом не наклонять детали, чтобы они заходили ровно, иначе это может привести к деформации соединения
Перед пайкой сделайте отметку карандашом на трубе. Она должна соответствовать глубине фитинга (уголок, тройник). По этой черточке вы будете ориентироваться во время вставки трубы в гильзу паяльника.
После того как вы подождете необходимое количество секунд для нагрева фитинга и трубы, как можно быстрее вытащите их из гильзы паяльника и соедините в необходимом вам положении. На это у вас примерно 5 секунд.
При соединении придерживайте фитинг и трубу, так как она будет выдавливаться назад. Подержите соединение пока пластик не застынет.
Время от времени прочищайте паяльник от остатков расплавленного пластика, чтобы не дышать токсичным материалом.
Особенности запайки деталей из полиуретана
Материалы из полиуретана обладают более низкой температурой плавления, чем полипропиленовые, а при нагреве свыше +220°С начинают разрушаться
Поэтому важно не перегревать деталь, иначе полимер станет хрупким и потеряет свои свойства. Также при выполнении предварительной подготовки концы трещин в полиуретановом бампере не засверливают
- Расколы армируют специальной сеткой или скобами от мебельного степлера.
- Для термопистолета или фена выбирается насадка с соплом 10 мм.
- Затем сверху укладываются полиуретановые электроды шириной 8 мм и расплавляются строительным феном. При этом полимер должен плавиться быстро, но без испарений. Также как и в случае пропиленового изделия, полоски приплавляются, начиная с середины трещины, затем середины половины и так далее.
Как правильно паять пластиковые трубы своими руками — подробная инструкция
Если вы приняли решение собственными силами сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того чтобы соединить трубы в единую систему, вам необходимо представлять, как производится сварка пластика. Однако пусть это вас не пугает, поскольку сам процесс пайки пластиковых труб не отличается особой сложностью и не требует наличия большого числа специальных инструментов.








Для производства сварочных работ вам потребуются:
- рулетка,
- маркер,
- строительный уровень,
- ножницы для резки пластиковых труб,
- сварочное устройство для пластиковых труб.
Все инструменты, кроме последнего, имеются практически у любого мастерового человека. Последний же может вам потребоваться всего лишь раз в жизни, поэтому гораздо целесообразнее не покупать его, а одолжить или взять на прокат.
Кратко о сварочном аппарате
Перед началом пайки следует вкратце познакомиться с тем устройством, которым вам предстоит пользоваться.
Важным элементом сварочного аппарата является подошва, оснащенная нагревательными элементами. Удобство работ обеспечивается тем, что на подошве имеются отверстия, позволяющие закрепить специальные насадки для пайки. Регулировка температуры производится с помощью терморегулятора, находящегося на корпусе.
Процесс пайки труб
Приступая к пайке, прибор необходимо установить в нужном положении и зафиксировать на нем насадки подходящего размера. Используя терморегулятор, выставить необходимую температуру:
- 260°С для труб из полипропилена,
- 220°С для труб из полиэтилена.
Дать прибору прогреться в течение 10-20 минут до погасания индикатора.
Выполняя пайку, необходимо исходить из следующих данных:
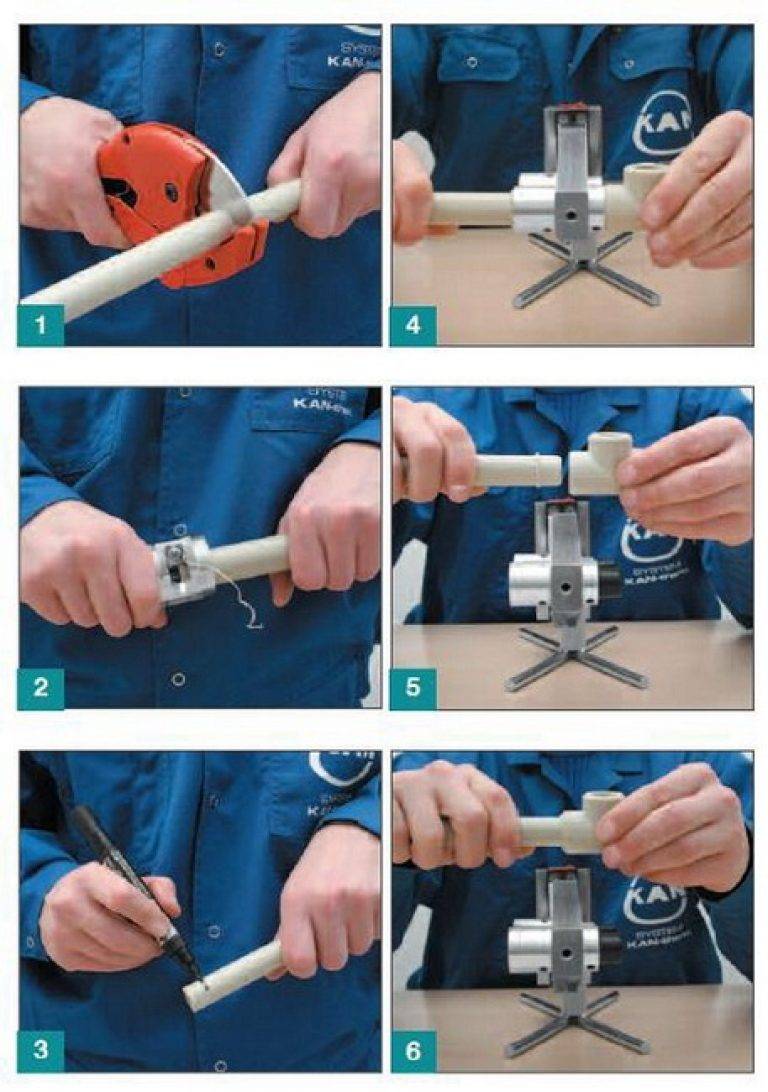
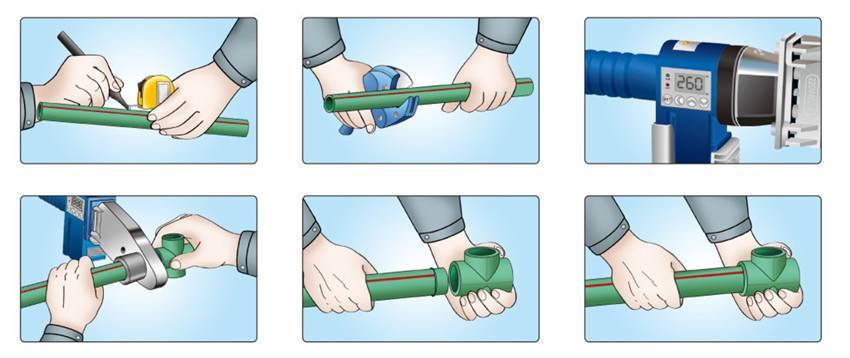
Процесс пайки сводится к следующим операциям:
- Используя специальные ножницы, отрезать трубу необходимой длины, с помощью спиртового раствора очистить от грязи и жира места сочленений,
- Трубу и ответный раструб установить в насадку и прогреть в течение времени, указанного в таблице,
- Разогретые элементы соединить между собой, вставив трубу в раструб. Данная операция должна быть выполнена в течение времени, названного в таблице технологической паузой,
- Выполнив операцию, проверить качество полученного сварного соединения, которое будет заметно в виде пластиковых колечек.
Рекомендации по правильной пайке
Мы только что изложили суть процесса пайки
Однако для обеспечения надежности функционирования трубопровода следует обратить внимание на следующие детали:
- Первую сварочную операцию следует производить по истечении пяти минут после разогрева паяльника.
- При необходимости сварить армированные трубы следует воспользоваться специальным инструментом, называемым шейвером, для того, чтобы снять с трубы алюминий и полипропилен, образующие два верхних слоя. После этого стыковка труб производится по уже описанной методике.
- Сварочные работы необходимо производить только в том случае, когда температура окружающей среды выше нуля.
- Выполнив сварку, дать соединенным трубам остынуть, не допуская их прокручивания или взаимного перемещения. В том случае, когда соединительный шов получился некачественным, узел необходимо разрезать и процесс сварки выполнить заново.
Работая со сварочным аппаратом, необходимо соблюдать определенные меры предосторожности, несоблюдение которых может сказаться на качестве сварных соединений. В частности, необходимо помнить, что насадки имеют тефлоновое покрытие, предотвращающее образование нагара. По завершении каждой операции оплавленные остатки необходимо с них удалять с помощью деревянной лопаточки
Категорически запрещено удалять остатки материала после охлаждения насадок, поскольку таким образом можно повредить покрытие и вызвать неисправность всего аппарата
По завершении каждой операции оплавленные остатки необходимо с них удалять с помощью деревянной лопаточки. Категорически запрещено удалять остатки материала после охлаждения насадок, поскольку таким образом можно повредить покрытие и вызвать неисправность всего аппарата.
Как правильно паять пластиковые трубы своими руками – подробная инструкция Эта пошаговая инструкция по самостоятельной пайке пластиковых труб поможет вам собрать водопровод для дома своими руками, не привлекая специалистов. Подробное описание работы, видео.
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| Обозначение | Значение |
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
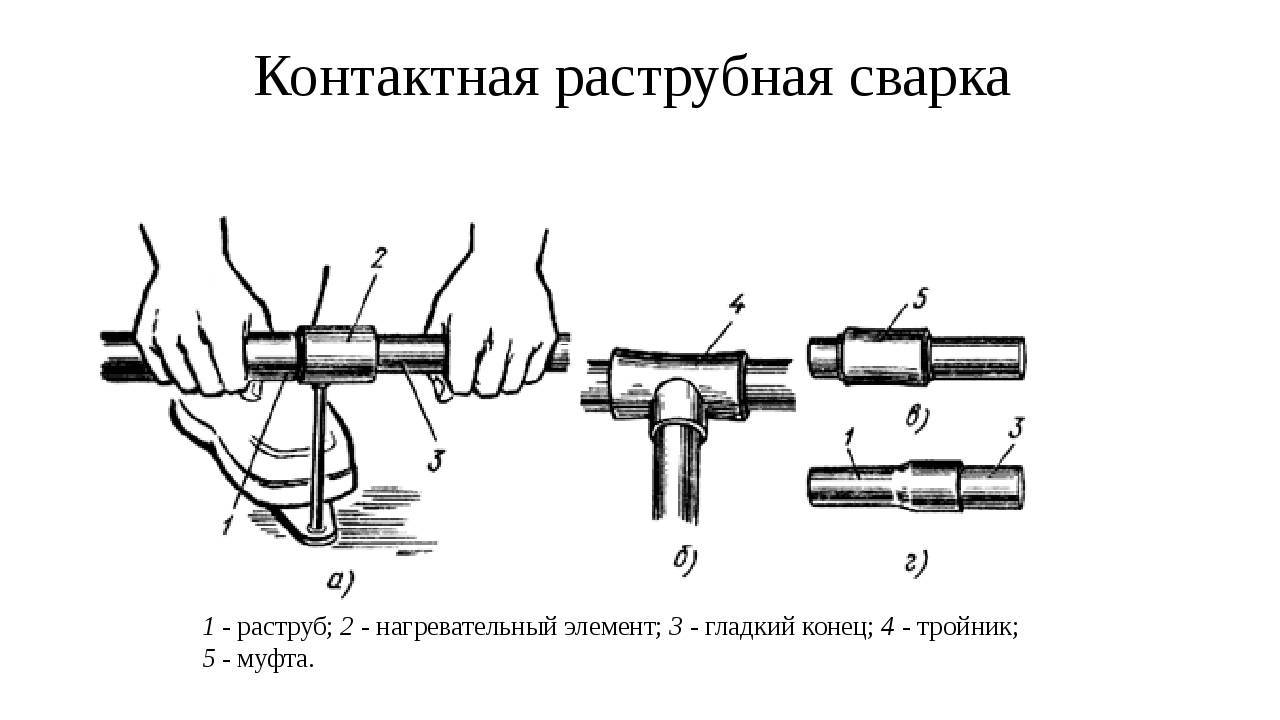
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).

1. Паяльник с плоским нагревателем. 2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).

Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.
Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки. Как паять полипропиленовые трубы в труднодоступных местах?
Смотреть видео
В процессе подготовки требуется условно разбить всю сеть на отдельные узлы, которые можно соединить на верстаке, после чего готовые ветви ввариваются в систему в двух-трех точках. Сложными для монтажа участками можно считать следующие:
- трубопроводы, размещаемые под потолком;
- в местах, где невозможно поместить паяльник.
Лучший способ избежать трудностей в данном случае является недопущение их возникновения. Для этого нужно продумать порядок сборки, изготавливая сложные узлы на верстаке, а не на руках. Если это сделать невозможно, лучше использовать электрофитинги.
Вообще, возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа является основным условием для проектировщика.
Починить пластик своими руками с помощью паяльника
Рассмотрим вариант, как восстановить каркас бампер и его крепления к крылу, используя минимальное количество инструментов. Приготовьте миллиметровую сетку, паяльник, ножницы, отвертку, острое лезвие. Чтобы паять своими руками конструкцию было удобно, а также для получения качественного результата, ее необходимо снять с автомобиля и далее действовать пошагово.
- Расположите деталь на ровной поверхности;
- Включите стоваттный паяльник в сеть, подождите, пока он нагреется до максимальной температуры;
- Соедините ровно поврежденные части, чтобы паять их с фронтальной стороны;
- Разрежьте сетку на кусочки, приложите с внутренней стороны конструкции и нагрейте ее паяльником. Если у вас есть фен для сварки пластмассы, воспользуйтесь им;
- Быстро, не дав ей остыть, при помощи отвертки, аккуратно вдавите сетку в пластик;
- В случае серьезных повреждений повторите предыдущую процедуру для фронтальной стороны конструкции;
- Излишек пластика срежьте острым лезвием;
- Выровняйте шов резиновым шпателем, используя шпаклевку для пластмассы;
- Для улучшения сцепления нанесите грунтовку, затем можно приступать к окрашиванию.
Выполняя эти несложные действия с минимальным набором инструментов, вы сможете своими руками спаять любые пластиковые конструкции автомобиля. Главное, серьезно отнестись к работе, не спеша и аккуратно паять места разрывов. Если Вы сможете выполнить аккуратно данную процедуру запайки только с внутренней стороны детали, то можно обойтись ремонтом пластика без покраски бампера!
Мнение эксперта
Илья Вячеславович
Консультант сайта krasymavto.ru по кузовному ремонту
Задать вопрос
Обратите внимание – применять следует только специализированную шпатлевку и грунт по пластику. И если бампер красится в цвет кузова, эмаль дополнительно покрывают лаком в 1-2 слоя
После бампер устанавливают на место, и 2-3 недели избегают применения моек высокого давления. В этом случае стоимость ремонта и покраски бампера своими руками оправдает себя многократно!
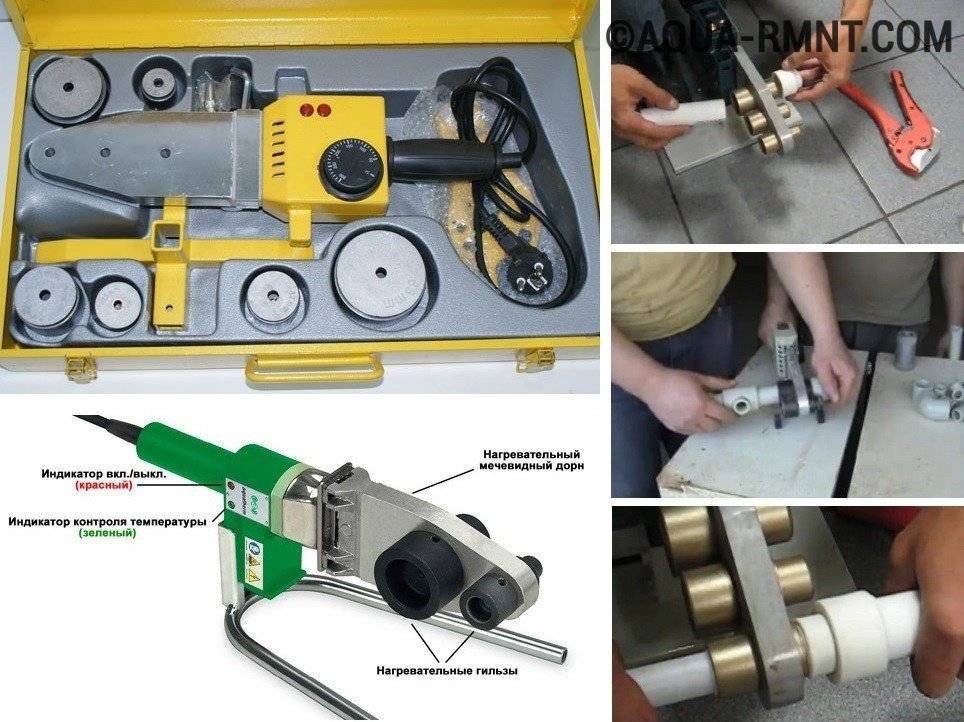
Устройство паяльника
Прежде чем выяснить, как правильно паять пластиковые трубы, нужно хорошо изучить, как устроен паяльник для их резки, и по какому принципу он работает. Этот сварочный аппарат предназначен для того, чтобы соединять водопроводные конструкции из пластика, и оснащен специальной подошвой, на которой имеются нагревательные элементы.






Чтобы было удобнее работать, такая подошва чаще всего включает в себя отверстия с разными диаметрами, куда прикрепляют специальные насадки для пайки труб. Благодаря терморегулятору осуществляется регулировка температурных показателей прибора. Такой терморегулятор находится на корпусе паяльника, а электропитание включается или выключается посредством дополнительных выключателей, оснащенных световой индикацией. Еще нон оснащен удобной для работы рукояткой, а также подставкой, чтобы аппарат можно было разместить на ровной поверхности при стационарном применении.
Сварочный аппарат для пластиковых труб
Любое устройство для сварки является аппаратом, с помощью которого нагреваются части труб и накрепко соединяются между собой как единое целое.
Виды аппаратов для сварки:
- механический, используемый для пайки полипропиленовых труб с большим диаметром с прилагаемым усилием;
- ручной, используемый для труб с небольшим диаметром (не более 125 мм), идеально подходящий для личного пользования.
Конечно, для прокладки труб в своей квартире не нужен мощный механический агрегат, достаточно приобрести ручной. Промышленность предлагает множество видов таких аппаратов. Самый популярный прибор для пайки полипропиленовых труб представляет собой устройство, напоминающее по принципу действия обыкновенный утюг. Конструкция представляет собой нагревательную плиту, терморегулятор и ручку. На нагревательном элементе расположено два отверстия или более для фиксации сварных форм разного диаметра, на которые надеваются свариваемые концовки труб. Эти формы имеют тефлоновое покрытие, не позволяющее пластику прилипать к ней при нагревании. В каждой фирме — производителе существует своя комплектация для сварочного аппарата, однако есть базовые наработки, попадающиеся чаще всего:
- Простой вариант: ключи для насадок, подходящие для пайки труб одного или двух диаметров.
- Чемоданчик с комплектацией насадок для популярных сечений (40, 32, 25, 20 мм или других).
- Чемоданчик с полным комплектом, содержащим сварочный прибор, набор насадок, ряд необходимых принадлежностей и инструментов для рабочего процесса.
В комплект каждого паяльного прибора входит инструкция, где все четко написано, что и как делать.
Советы специалистов
Если недостаточно опыта в выполнении сварочных работ, можно изучить рекомендации мастеров.
Пайка в труднодоступных местах и углах
Когда работы выполняют на участках, куда сложно добраться, допустимо нагревать элементы трубопровода последовательно. Сначала на насадку паяльника нужно установить фланец, затем – участок трубы. Чтобы первый из элементов не успел остыть, его следует прогреть сильнее. Для перехода от сложных участков к основной линии трубопровода используют угловые фитинги.
Соединение пластиковых труб без пайки
Если нет сварочного аппарата, рассматривают другие методы:
- Холодная пайка. В данном случае предполагается необходимость нанесения специального клеящего состава на внутренние стенки трубы и наружную поверхность фитинга. Предварительно можно обработать материал наждачкой, затем элементы трубопровода обезжириваются и соединяются.
- Применение компрессионного фитинга: используется соединительный элемент, который фиксируется посредством гайки.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Как паять полипропиленовые трубы
Полиэтиленовые и полипропиленовые трубы постепенно вытесняют с рынка строительных материалов трубы из металла. Вызвано это полезными свойствами и качествами продукта:
- большим сроком службы (полипропиленовые трубы служат до 50 лет),
- низкой теплопроводностью и электропроводностью,
- высокими звукоизоляционными свойствами,
- устойчивостью к большому перепаду температур.
Не последнюю роль в популярности труб из полипропилена играют их высокая прочность, надежность и простота монтажа этого вида труб.
Первоначально эта продукция вообще не подвергалась пайке. Для соединения трубопроводов из полипропилена использовалась технология склеивания труб специальными клеями. Полипропиленовые трубы небольших диаметров внутри помещений в некоторых странах до сих пор соединяют при помощи специализированных клеев.
Но технология пайки полипропиленовых труб оказалась проще и надежнее. В данной статье рассмотрим, как паять полипропиленовые трубы своими руками.
Необходимые инструменты
- Маркер.
- Рулетка.
- Строительный уровень.
- Ножницы для резки полипропиленовых труб.
- Специальный паяльник для труб из полимерных материалов.
Большинство из этих инструментов известны каждому из тех, кто в той или иной мере связан со строительной индустрией. Вопросы могут возникнуть только по ножницам для резки полипропиленовых труб и паяльнику для сварки труб этого вида. Обычно они входят в единый комплект инструмента.
Ножницы для резки
Этот инструмент еще называется роликовым труборезом. Выпускается он чаще всего в двух модификациях:
- для труб с наружным диаметром 16 мм- 40 мм,
- для труб с наружным диаметром 16 мм- 110 мм.
Паяльник для пайки
Этот инструмент еще называют ручным сварочным аппаратом. Аппарат для соединения пластиковых труб – это нагревательный прибор, с подошвой, которая оборудована нагревательными элементами. Подошва обычно оснащена отверстиями с различными диаметрами, в которых закрепляют специальные насадки для пайки. Аппарат оборудован терморегулятором и индикаторами нагрева. Он имеет удобную рукоятку и специальную подставку для установки прибора на ровной поверхности. Включается и выключается он при помощи специальных дополнительных выключателей.
Паяльник для полипропиленовых труб выпускают:
- для полипропиленовых труб диаметром 16 — 50 мм с мощностью до 650 Вт,
- для труб диаметром 63 — 110 мм с мощностью до 1600 Вт.
В комплект аппарата входят так же соответствующие насадки и подставка.
Насадки парные и бывают различных диаметров. Они покрыты антипригарным покрытием, схожим с тем, что используются в покрытиях современных сковородок. Потому они нуждаются в особом уходе и специальной очистке.
Прежде чем то-то сделать, нужно внимательно изучить технологический процесс, прочитать все необходимые инструкции, научиться пользоваться инструментом.
В случае пайки труб, нужно помнить, что этот процесс – часть общего процесса пайки трубопровода. Потому работу начинают с разметки.
Разметка – самый сложный этап работы. Хорошо, если ее сделает специалист, который знаком с чертежами трубопровода, представляет его в целом.
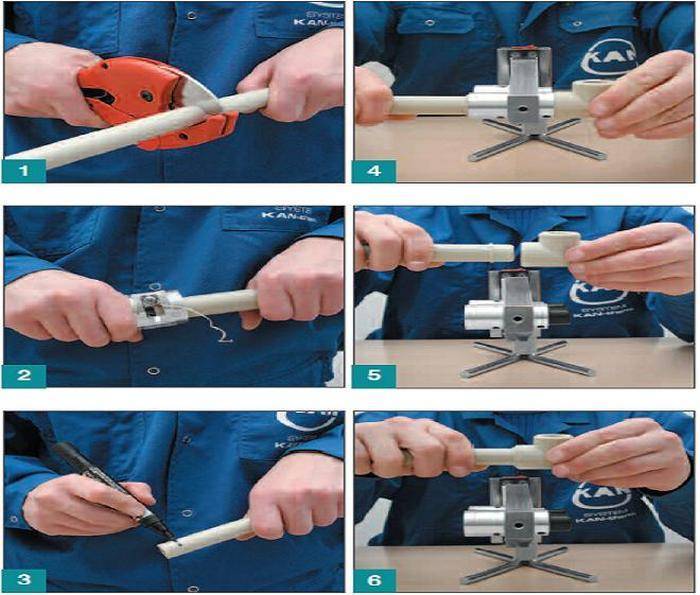
Трубы отрезают следующим образом. Отмеряют расстояние между фитингами, добавляют к этому расстоянию 30 мм. Затем аккуратно, под углом 90 градусов отрезают трубу при помощи специальных ножниц.
Далее надеваем фитинги на трубу, помечая глубину маркером на полипропиленовой трубе. Эта отметка будет поперечной. Продольная метка позволяет состыковать элементы трубопровода по осям.
- Прибор, естественно необходимо включить.
- В отверстие аппарата необходимо вставить насадку необходимого диаметра.
- При помощи терморегулятора нужно установить необходимую температуру пайки.
- Для полипропиленовых труб необходимо установить температуру — 260° С,
- Для полиэтиленовых труб необходимо установить температуру — 220° С,.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.

Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.







Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Общие положения
Прежде чем приступать к работе, строитель подготавливает все необходимые инструменты:
- Паяльник для пластиковых труб с различными насадками;
- Ножницы, чтобы обрезать ненужные куски;
- Набор ключей (подойдут газовые от 0 до 3);
- Герметик;
- Пакля;
- Уровень.
В отличие от ножниц и других инструментов, паяльник – это очень дорогое удовольствие. Поэтому, используя прибор один раз, рекомендуется его одолжить, у знакомых или взять напрокат.
Чтобы работать с прибором, рекомендуется использовать защитные перчатки, чтобы избежать ожогов от нагревательных элементов. В магазинах существует 4 вида пластиковых изделий. В зависимости от типа, необходимо выбрать нужную насадку.
- PN10 – труба с тонкими стенками. Обычно изделия монтируют в систему «тёплый пол» с максимальным давлением 1 Мпа (+45 о С) или для системы подачи холодной воды (+20 о С);
- PN16 – используют для водопроводов, где не слишком высокое давление или для систем с холодной водой;
- PN20 – выдерживает давление в 2МПа. Подходит для подачи холодной и горячей воды;
- PN25 – только для горячей воды +95 о С. Армированная фольгой труба выдерживает давление 2,5Мпа.

Насадку следует плотно закрепить на паяльнике. Регулятор выставляет нужную температуру. Рекомендуется вначале выставить температуру, а только потом включать прибор в розетку.
Пока нагревательный элемент накаляется, следует заняться другими делами. На пластиковое изделие карандашом или маркером наносят нужный размер. Следует оставить около 3 или 4 см. для пайки. После этого прямо по метке разрезается пластик. Для этого следует делать всё аккуратно, чтобы разрез получился ровный.
Делая точные замеры, используйте чертёж. В основных точках на бумаге обычно будут отмечены все фитинги, краны и т.д. С чертежом будет намного проще. Т.к. вы будете точно знать, сколько отмерять или какой обрезок устанавливать.
Обычно процедура проводится поэтапно:
- Трубу отрезают в том месте, где была сделана отметка маркером (карандашом);
- Под диаметр отверстия подбирается нужный фитинг;
- Все поверхности, где будет производиться спайка, обезжириваются;
- За то время, пока делались все разметки, паяльник уже должен был нагреться. Рабочая поверхность пластикового изделия вставляется в выбранную насадку с двух сторон;
- Следует подержать какое-то время разогретый паяльник, пока стыки не соединяться;
- Затем с прибора снимаются все детали, а две половинки соединяются на нужную глубину с фитингом;
- Ждём, пока нагретые элементы охладятся.

Процесс должен происходить быстро и аккуратно. Т.к. один конец, пока изделия разогреты, необходимо вставить в другой конец. В этом случае любая неточность создаст дефект, а промедление остудит их до того, как начнётся соединение.
Для новичков несколько полезных рекомендаций:
- Весь материал должен быть от одного производителя, т.к. состав у разных компаний отличается, поэтому и температура плавления будет отличаться;
- Все стыки, которые будут в будущем обрабатываться, необходимо обезжирить с помощью спиртовой настойки;
- Никогда не паяйте пластик на отметке 0 у прибора;
- Для каждого типа пластика и диаметра отверстия предусмотрена своя температура;
- Для жарких сезонов, когда температура достигает +20 о С и выше следует воспользоваться таблицей:
- Запрещено работать с материалом при температуре на отметке +5 о С и ниже, т.к. детали становятся хрупкими и им нужен дополнительный нагрев (может остаться очень много брака);
- Это один из тех моментов, когда экономить ни в коем случае нельзя.
Если весь процесс был осуществлён правильно, в месте сварки будет находиться равномерный наплыв. Новичкам лучше потренироваться на ненужных обрезках или бракованных изделиях.





