

Подготовка спаиваемых элементов
Сначала аккуратно обрежьте острым ножом трубки до нужной Вам длины. Можно воспользоваться и специальным труборезом, если он есть в Вашем домашнем арсенале или вдруг нашелся в мастерской.
Затем обрезаем заусенцы на концах. Заусенцы – тонкая стружка из пластика, зазубрины на концах трубок. Так как соединяемая поверхность должна быть идеально гладкой, то аккуратно ножом эти зазубрины убираем.
После этого концы соединяемых пластиковых трубок зачищаем. Для этого используем тонкий напильник, надфиль, может быть даже рифель (у этой разновидности надфиля рабочая поверхность специально изогнута, что позволяет зачищать рабочие поверхности внутри трубок и т.п.).
Видео 1.
Можно также попробовать сделать зачистку тонкозернистой наждачной бумагой
Не забывайте важное правило – поверхность после зачистки должна быть гладкой, а не шероховатой, так что не жалейте своих сил и зачищайте концы трубок из пластика добротно, доводя их до идеала!. Теперь выполняем тот же цикл мероприятий и для фитинга, если он самодельный и представляет собой просто кусок трубки, который вы будете использовать для пайки
Теперь выполняем тот же цикл мероприятий и для фитинга, если он самодельный и представляет собой просто кусок трубки, который вы будете использовать для пайки.
Итак, трубы готовы, фитинг готов.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.










В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Параметры сварки изделий из полиэтилена и полипропилена
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом. Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | ||||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | |||||
| 3 | 4 | 3 | 4 | |||
| Сварка полиэтилена | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ок.10ок.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Сварка полипропилена | 60-7060-7060-70 | 280-320280-320280-320 | ок.10ок.10ок.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу. В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды. При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Свойства полипропилена
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.








Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Технологический процесс сварки ПП
Сварка труб из полипропилена основана на способности данного типа пластика размягчаться при нагреве до определенной температуры, приобретая состояние, сходное с мягким пластилином. При плотном контакте двух расплавленных деталей происходит процесс взаимного проникновения (диффузии) материалов, в результате чего получается прочное соединение, по стойкости не уступающее целостной конструкции.
Существует два основных способа соединения полипропиленовых труб: стыковое и муфтовое. При первом варианте разогревают торцы деталей одновременно специальным дисковым паяльником, после чего соединяют их вместе, данная технология широко применяется при стыковке труб большого диаметра в промышленном строительстве.
При использовании в строительной отрасли для прокладки водопроводных и отопительных сетей полипропиленовых труб небольших диаметров (до 63 мм) стыковой метод абсолютно непригоден по следующим причинам:
- может быть реализована сварка полипропиленовых труб только одного диаметра;
- после стыковки внутри трубопровода образуется выпуклый шов, снижающий сечение проходного канала – это существенно повышает гидравлическое сопротивление трубопровода малого диаметра и снижает эффективность его использования, увеличивает вероятность засоров.
- соединение обладает меньшей прочностью, чем муфтовое.
Технология пайки с использованием муфт заключается в применении для стыковки труб переходной детали (отрезка обычной однослойной ПП трубы) с внутренним диаметром, соответствующим наружному соединяемых трубных отрезков. Для проведения работ специальным паяльником одновременно разогревают наружную поверхность трубы и внутреннюю переходной муфты, после чего детали быстро соединяют вручную. Аналогичную процедуру с нагреванием муфты и внешней трубной оболочки проводят со вторым стыкуемым отрезком. Понятно, что после вставки в муфту торцы обоих трубных отрезков почти соединяются встык без выпуклого шва, а если использовать переходник с разными диаметрами, то можно состыковывать трубопроводы любых размеров.
Рис. 5 Пайка пластиковых труб – технологический процесс
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
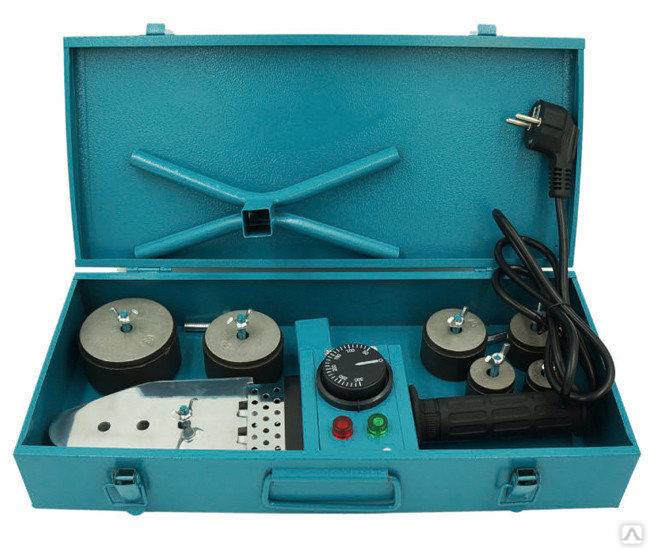
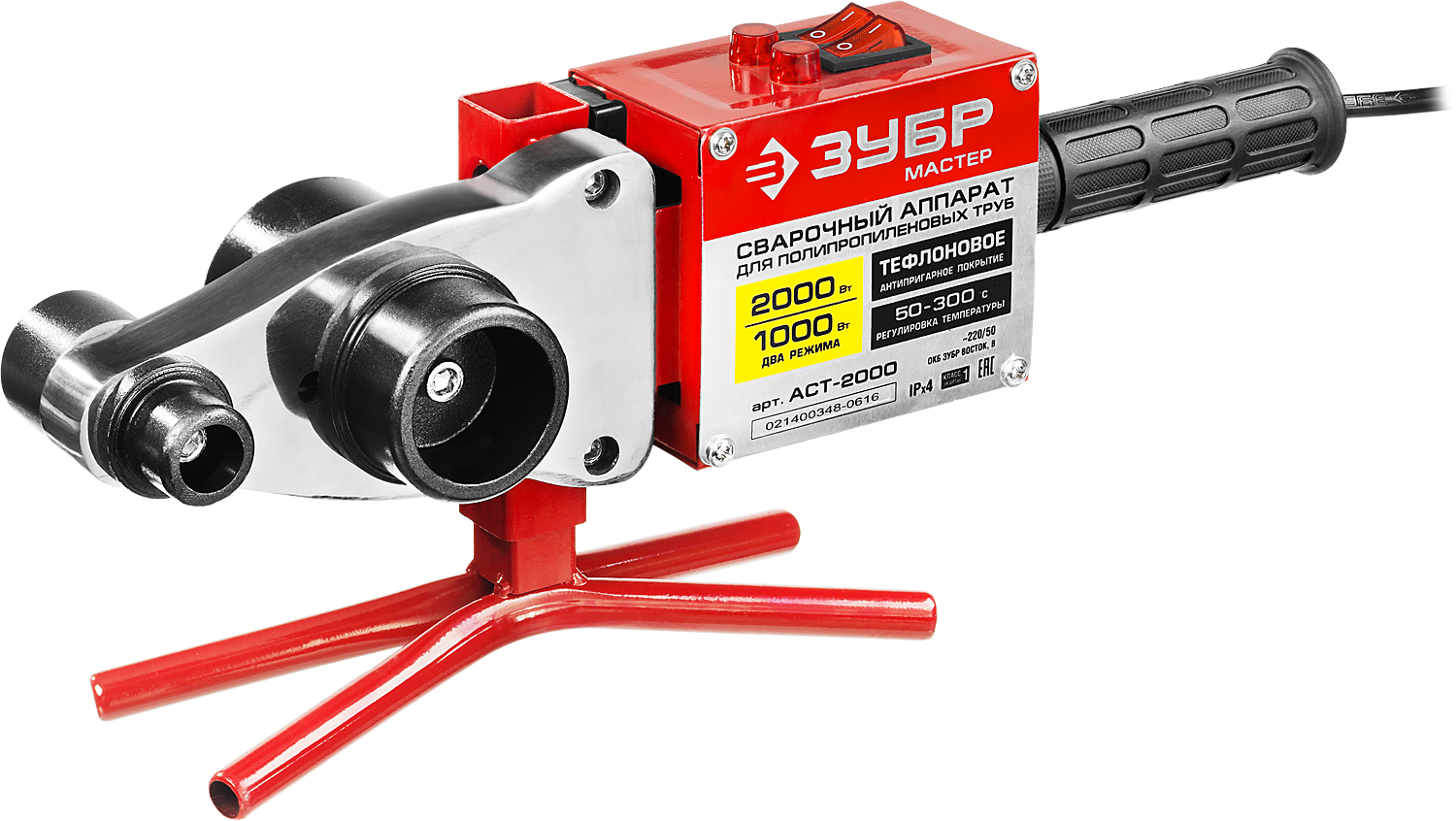
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Этапы работ процесс сварки
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.
Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.
Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Подготовка сварочного аппарата
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.
Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
Из чего состоит процесс сварки?
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.
В процессе соединения деталей запрещается поворот изделий по оси
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.










В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
В современных системах водоснабжения и отопления чугун давно уже не используется. Ему на смену пришел легкий, удобный в монтаже и не подверженный коррозии пластик. Сегодня мы расскажем о сварке полипропиленовых труб своими руками для начинающих – основных этапах этого процесса и его тонкостях.
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.

Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками — это исключит прилипание полипропилена и повысит качество соединений.

Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
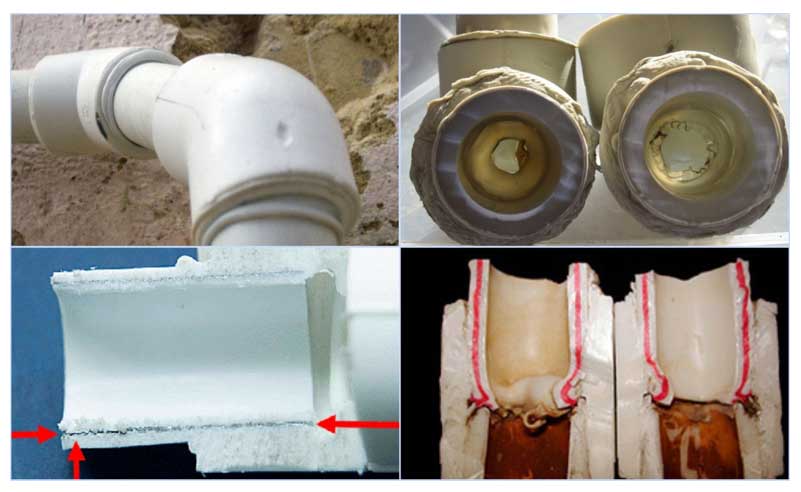
Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов — если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось — в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.
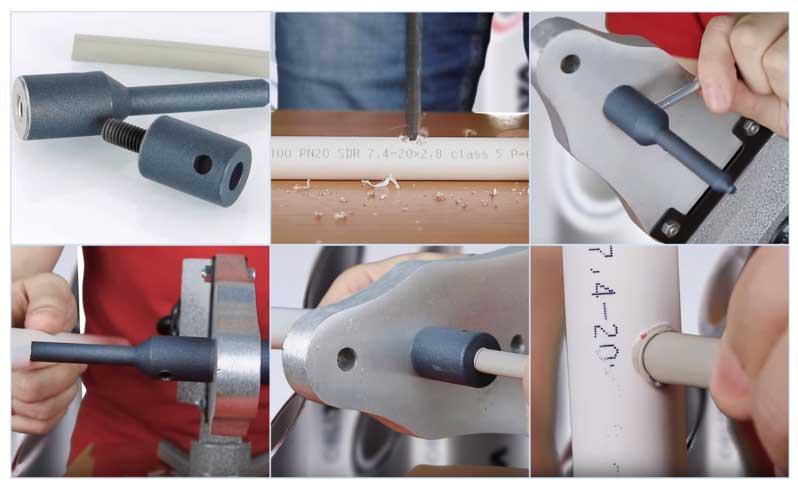
Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Чтобы пайка полипропиленовых труб в труднодоступных местах была качественной, нужно выбрать правильный паяльник – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Инструмент для пайки полипропиленовых труб

Для работы требуется:
- Рулетка и карандаш (маркер) для разметки деталей, уровень – для контроля конструкции в целом.
- Ножницы для труб и зачистной инструмент для краев спаиваемых деталей с общеупотребляемым названием – «зачистка». Зачистки отличаются по назначению и видам: есть шейверы (очистка края, создание фаски) и торцеватели (срезает армировку на глубину спайки) в цилиндрических корпусах, есть инструмент с насадками на дрель для очистки края трубы.
- Паяльник для полипропиленовых труб.
- СИЗ: плотные рукавицы или перчатки.
Кроме того понадобится общестроительный инструмент для установки фиксаторов труб на стены: перфоратор, молоток, отвертка.





