

Бесканальная принудительная вентиляция
Приточники данной категории считаются оптимальным решением проблем с подачей свежего воздуха в квартиру многоэтажки и частный дом. Они достаточно мощные, независимы от изменений погоды, а их монтаж не вызывает особых трудностей.
Усовершенствованный стенной клапан
Настенный проветриватель с побуждением воздушной струи – модернизированный аналог стенового приточного клапана. Принципиальное отличие конструкции – наличие вентилятора, осуществляемого нагнетание воздушной струи.
Производительность механического притока определяется скоростью работы вентилятора. От выбранного режима зависит количество потребляемой энергии и шумовые характеристики
Принцип работы проветривателя:
- Вращающие лопасти вентилятора нагнетают подачу уличного воздуха.
- Проходя по воздуховоду, воздушные массы подвергаются очистке и поступают в квартиру.
- Отработанный воздух продвигается в сторону вытяжных воздуховодов и выводится через вентиляционное отверстие.
Степень очистки подаваемого воздушного потока зависит от встроенной системы фильтрации. Оптимально, если проветриватель оснащен разными типами фильтров.
Проветриватель с вентилятором работает даже при слабоэффективной вытяжной системе. Принудительная подача увеличивает давление воздуха, что позитивно сказывается на производительности вытяжки.
Бризер – компактная вентустановка с климат-контролем
Бризер предназначен для поддержания циркуляции воздуха внутри помещений площадью 10-50 кв.м. Прибор решает одновременно несколько задач: подача чистого воздуха и его нагрев до заданных температурных значений.
Основная область применения бризеров – жилые помещения, то есть коттеджи, дома частного типа и квартиры. Востребован прибор и в небольших офисах
Бризер – технически сложный прибор с опцией климат-контроля и системой управления. Составляющие элементы приточной установки:
- Воздухозаборник с решеткой – защищает устройство от попадания насекомых и дождевой воды вовнутрь.
- Утепленный воздуховод – герметичный канал, обеспечивающий приток воздуха. Теплоизоляционный вкладыш препятствует промерзанию стены и снижает уровень шума.
- Автоматическая заслонка – открывает канал притока уличного воздуха после включения прибора и перекрывает после выключения. Элемент препятствует просачиванию холодного воздуха в квартиру.
- Вентилятор отвечает за объем всасываемого воздуха с улицы.
- Блок связи и система управления – «мозги» бризера, отвечающая за все рабочие процессы устройства.
Компактная установка оснащена полноценной система фильтрации. Каскад фильтров реализует три степени очистки.
Грубый фильтр – удаление средних и крупных частиц (шерсть, пыль, пыльца растений). НЕРА-фильтр – задержание частиц размером 0,01-0,1 микрон, в том числе спор плесневых грибков и бактерий. АК-фильтр – угольная фильтрация дыма, запахов и промышленных выбросов
Бризер – оптимальное решения создания вентиляции в квартире с фильтрацией, обеспечивающее до 80-90% очистки воздушных масс от атмосферной пыли. Процесс установки прибора достаточно прост:
Кондиционеры с подачей свежего воздуха
Производители сплит-систем предложили свой вариант решения вопроса нехватки свежего воздуха и разработали кондиционеры с подмесом воздуха извне.
Особенности конструкции сплит-системы с приточкой:
- поступление воздуха осуществляется по трубкам-воздуховодам, идущими от внешнего блока к внутреннему;
- на уличном корпусе предусмотрена турбина с системой фильтрации, отвечающая за подачу и чистку воздуха.
Некоторые модели вентустановок оборудованы кислородным концентратором, а уровень кислорода в помещении контролируется специальными датчиками.
Кислородный концентратор пропускает уличный воздух сквозь мембранную перегородку, отделяющую кислородные молекулы от прочих газообразных веществ. В результате концентрация кислорода увеличивается
Принцип действия «сплит-системы с подмесом»:
- Свежий воздух посредством всасывающего вентилятора поступает по воздуховоду к испарительному (внутреннему) блоку.
- Уличные воздушные потоки смешиваются с комнатным воздухом.
- Пройдя фильтрацию и дополнительную обработку (охлаждение, нагрев) воздушные потоки поступают вовнутрь квартиры.
Несмотря на неплохую задумку технологов, такие модели климатических систем мало востребованы. Кондиционеры с приточкой громко работают и не в состоянии обеспечить полноценную вентиляцию квартиры. Кроме того, стоимость усовершенствованного оборудования на 20% превышает цену обычного кондиционера.
Установка естественного воздухообмена
Такая вентиляция ввиду простоты установки и дешевизны подходит многим. Ее принято использовать также для погребов.
Установка вентиляции в гараже обязательно начинается с расчета.
Например, размер гаражного помещения равен 5 на 4 метра. Площадь гаража будет равна двадцати квадратным метрам. Рассчитываем согласно формуле: 20*1,5=30 сантиметров.
В результате получаем диаметр каналов в 30 сантиметров. Если планируется установить две вытяжки и два приточных канала, следует уменьшить эту величину вдвое.
На рисунке показана вентиляция в гараже своими руками, схема показывает расположение вентиляционных проемов.
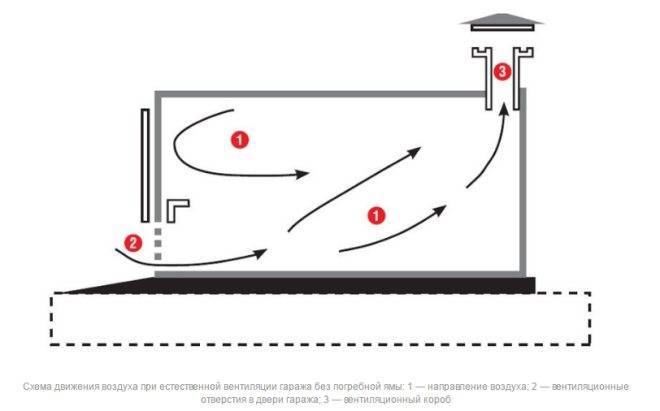
Следующий этап – подготовка проема для поступления воздуха. Делают его при помощи перфоратора на высоте около десяти сантиметров от пола. Правильная вентиляция гаража будет происходить при установке вытяжки в противоположной приточной стене, причем желательно, чтобы отверстие было сделано по диагонали.
При помощи перфоратора проделываем то же самое, только под потолком. Это необходимо, потому что труба вентиляции будет выведена над крышей помещения на высоту примерно пятьдесят сантиметров.

Далее – обработка пустот между стеной и трубой герметиком. Для более качественного скрепления нужно выбирать герметик, позволяющий соединять разные материалы. В самом конце установки необходимо позаботиться об оборудовании защитных приспособлений. Для предотвращения попадания грызунов и насекомых в свой гараж устанавливаются защитные решетки. От осадков поможет небольшая крышка или купол.






Таким образом, монтаж вентиляции обойдется примерно в 300 рублей. Стоит учесть, что естественный воздухообмен наиболее эффективен при температуре снаружи менее 10-12 градусов Цельсия.
Соответственно, в летнее время обмен воздуха будет малоэффективен. К тому же часто зимой происходит замерзание труб, что приводит к переохлаждению помещения.
Вентиляция сварочного поста в Санкт-Петербурге (СПб)
Вентиляция сварочного поста одно из ключевых направлений деятельности .
Мы более десяти лет профессионально занимаемся монтажом вентиляции сварочного поста в Санкт-Петербурга (СПб) и области.
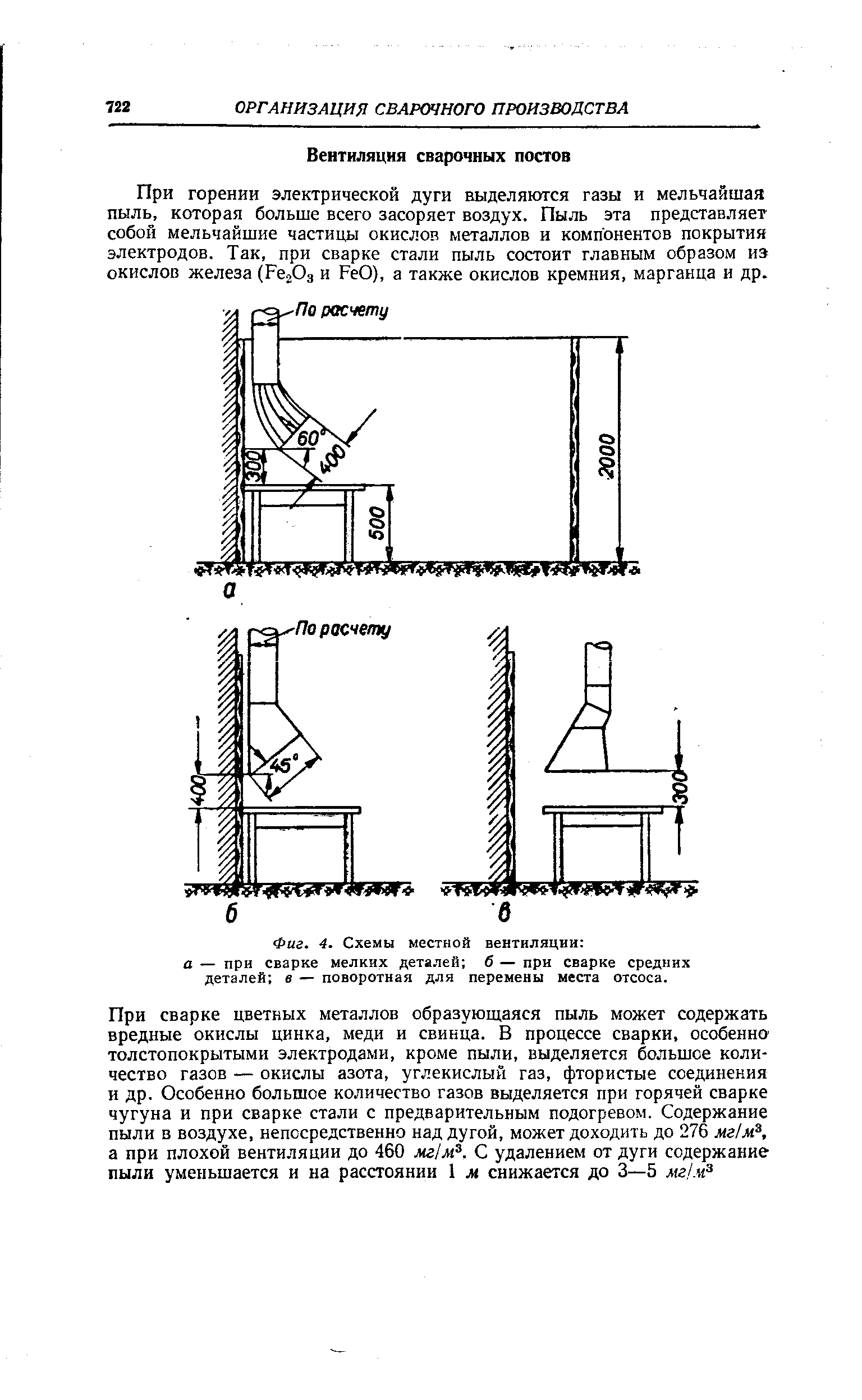
Работа в помещении для сварки сопряжена с риском столкновения с повышенной концентрацией опасных веществ. Такую нежелательную ситуацию в помещении для сварки призвана предотвратить вентиляция сварочных постов.
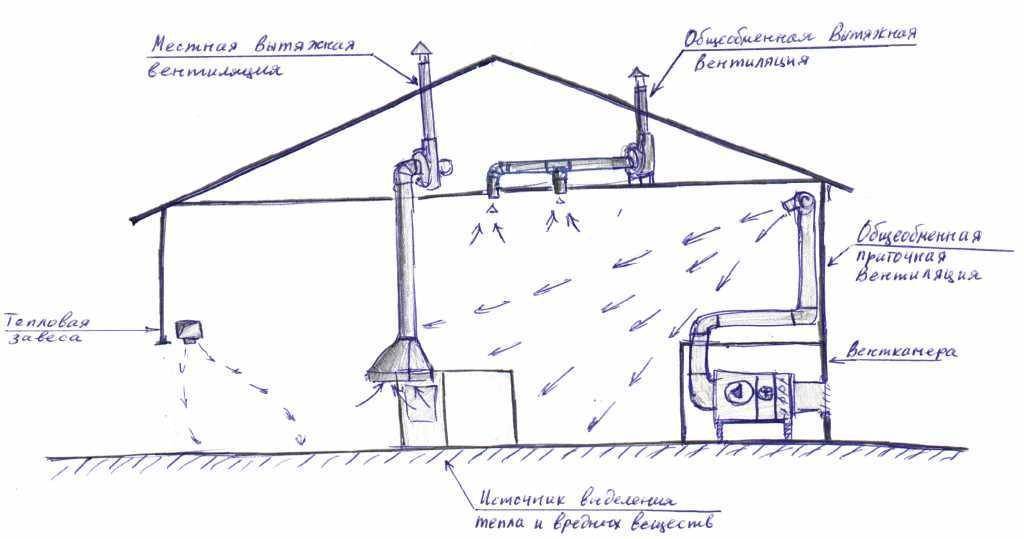
Задачи общеобменной вентиляции сварочного цеха
Общеобменная вентиляция для помещения, где осуществляется процесс сварки, должна очищать воздух от примесей, успевших распространиться далее. Общеобменная вентиляция при сварке должна удалять «отработанный» воздух и замещать его чистым приточным.
При этом вытяжка вентиляции сварочного цеха должна быть оборудована фильтрами, очищающими воздух до его выхода в атмосферу за пределы помещения для сварки. А приточная система до поступления воздуха в сварочные помещения должна обеспечивать нужные параметры температуры и влажности. Для этого установки приточной вентиляции сварочного цеха наделяются функциями очистки, нагрева или охлаждения воздуха.
Задачи локальной вентиляции сварочного рабочего места
К задаче локальной вытяжной системы вентиляции относится удаление максимального количества вредных примесей – азота, фтора, оксида углерода, озона – из вздуха, окружающего сварочный рабочий участок. Удаление опасных веществ с помощью вытяжной вентиляции должно производиться максимально быстро, до их выхода за пределы рабочего места для сварки и попадания их в общеобменную систему вентиляции сварочного цеха.
Расчет для сварочного цеха вытяжной системы должен быть выполнен так, чтобы при сварке вредные вещества не выходили за пределы рабочего места в объемах, превышающих максимально допустимые для здоровья сотрудников.
Система приточной вентиляции сварочного рабочего места должна обеспечивать приток свежего воздуха, понижающего концентрацию вредных веществ на сварочном рабочем участке.
Расчет вентиляции сварочного цеха
Расчет системы для сварочного цеха, устанавливаемых для помещений сварки, осуществляется на основе данных о количестве используемых электродов за один час.
Расчет вытяжной системы сварочного цеха исходит из того, что при сварке ручным методом на 1 кг электродов должно приходиться 1,5-4,5 м3/ч. Для полуавтоматической сварки 1 кг электродов требует 1,7-2 м3/ч. При этом один рабочий сварки за 1 час использует около 5 кг электродов.
При проектировании вытяжек вентиляции расчет исходит из того, что 70% мощности вентсистемы сварки придется на нижний ярус цеха, а оставшиеся 30% — на верхний ярус сварочного помещения.
Вентиляция сварочных постов с рекуперацией тепла
Для такого энергоемкого производства как сварочный цех вопрос расходов на электроэнергию стоит крайне остро. Вентиляционные приточные системы, используемые при сварке, для нагрева или очищения воздуха также потребляют немалое количество энергии. При этом приходящий в помещение для сварки воздух может из-за вытяжки покидать здание, не успевая передать тепло внутрь помещения. Такая приточно-вытяжная система при сварке расходует много электроэнергии, показывая сомнительную эффективность.
Для энергоемкой сварки используются системы с рекуперацией тепла. При ней вытяжной воздуховод, удаляющий воздух из помещения для сварки, имеет зону теплообмена с приточным воздуховодом, несущим воздух внутрь помещения и на участки.
Таким образом, система вентиляции при сварке позволяет нагревать приходящий воздух не только за счет работы вентиляторов, но и за счет уходящего воздуха. Системы с рекуперацией тепла при сварке помогают экономить до 30% электроэнергии, используемой для работы вентиляторов притока.
Система вентиляции сварочного поста от профессионалов .
Для заказа вентиляции сварочного участка позвоните нам по телефону или закажите обратный звонок у нас на сайте. Наши специалисты проведут расчет вентиляции сварочного цеха, создадут проект и проведут монтаж системы воздухообмена при сварке под ключ: от первичного расчета вытяжной системы до пуско-наладочных мероприятий и составления актов о выполненных работах в помещении для сварки.
Мы имеем более, чем пятилетний опыт проектирования и установки систем воздухообмена сварочных постов и других производственных участков.
Вентиляция сварочных постов с рекуперацией тепла
Для такого энергоемкого производства как сварочный цех вопрос расходов на электроэнергию стоит крайне остро. Вентиляционные приточные системы, используемые при сварке, для нагрева или очищения воздуха также потребляют немалое количество энергии. При этом приходящий в помещение для сварки воздух может из-за вытяжки покидать здание, не успевая передать тепло внутрь помещения. Такая приточно-вытяжная система при сварке расходует много электроэнергии, показывая сомнительную эффективность.
Для энергоемкой сварки используются системы с рекуперацией тепла. При ней вытяжной воздуховод, удаляющий воздух из помещения для сварки, имеет зону теплообмена с приточным воздуховодом, несущим воздух внутрь помещения и на участки.
Таким образом, система вентиляции при сварке позволяет нагревать приходящий воздух не только за счет работы вентиляторов, но и за счет уходящего воздуха. Системы с рекуперацией тепла при сварке помогают экономить до 30% электроэнергии, используемой для работы вентиляторов притока.
Система вентиляции сварочного поста от профессионалов компании «Нева Климат».
Для заказа вентиляции сварочного участка позвоните нам по телефону +7 (812) 611-07-37 или закажите обратный звонок у нас на сайте. Наши специалисты проведут расчет вентиляции сварочного цеха, создадут проект и проведут монтаж системы воздухообмена при сварке под ключ: от первичного расчета вытяжной системы до пуско-наладочных мероприятий и составления актов о выполненных работах в помещении для сварки.
Мы имеем более, чем пятилетний опыт проектирования и установки систем воздухообмена сварочных постов и других производственных участков.
Мы также оказываем услуги по техническому обслуживанию вентиляционной системы сварочного участка и других производственных постов и цехов.
Безопасность рабочего места
Независимо от типа используемого оборудования необходимо соблюдать правила, препятствующие возникновению пожароопасных и травмоопасных ситуаций. Основными условиями при организации рабочих зон являются такие моменты:
- Каждый пост ограждают защитными ширмами из огнеупорных материалов. Нельзя оборудовать экран закрытой верхней частью.
- Обшивка стен не должна касаться пола. Рекомендуется оставлять расстояние в 30 см.
- При газовой сварке дополнительно устанавливают светозащитный экран высотой более 2 м.
- Стены обшивают несгораемыми материалами.
- Размещать на одном посту несколько сварочных столов нельзя. При возникновении такой необходимости монтируют дополнительный светозащитный экран.

Виды систем вентиляции и правила обустройства
Вытяжка для сварочного поста, установленная по правилам, способна заметно уменьшить концентрацию опасных веществ в атмосфере и минимизировать вред, наносимый окружающей среде. Тип и мощность вентиляторов, а также трассировку воздуховодов выбирают с учетом количества и расположения мест для сварщиков. Вытяжные конструкции можно размещать на крышах цехов или возле них, забор воздуха при этом не должен находиться на участке для выброса загазованной среды.
Местная
 Сварочный цех или мастерская имеют местную и общую вытяжки
Сварочный цех или мастерская имеют местную и общую вытяжки
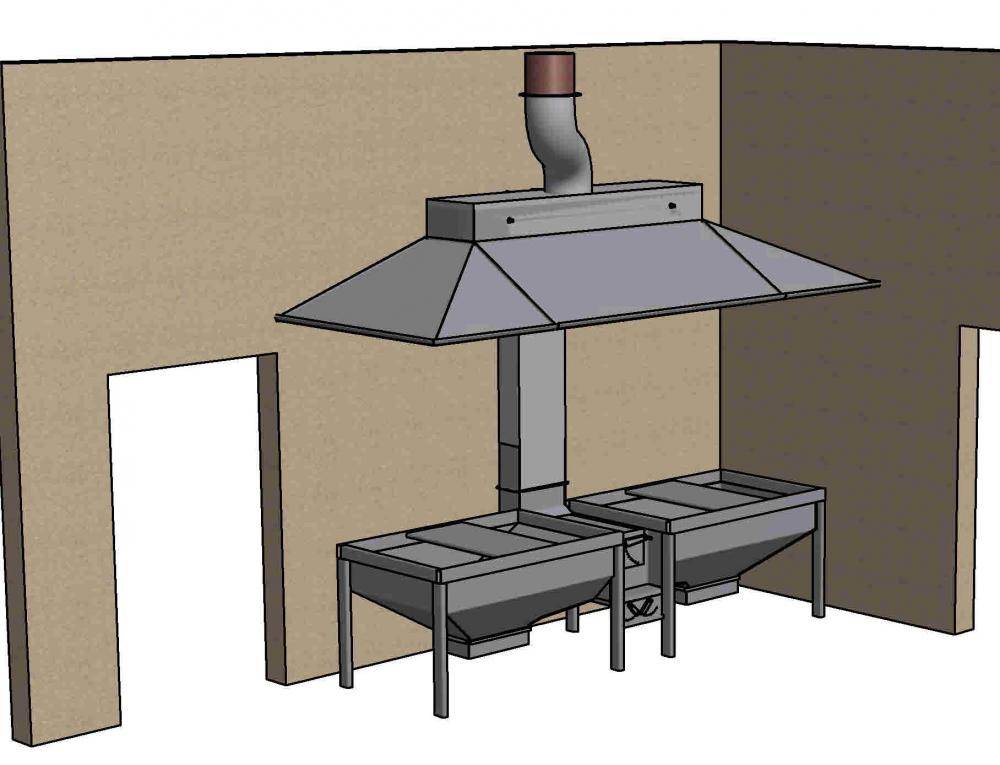
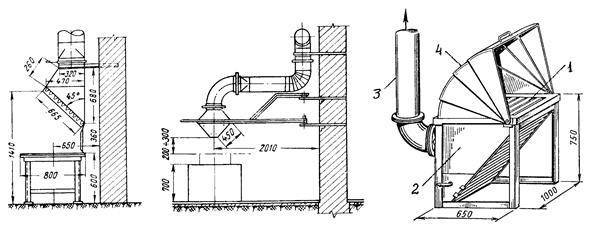
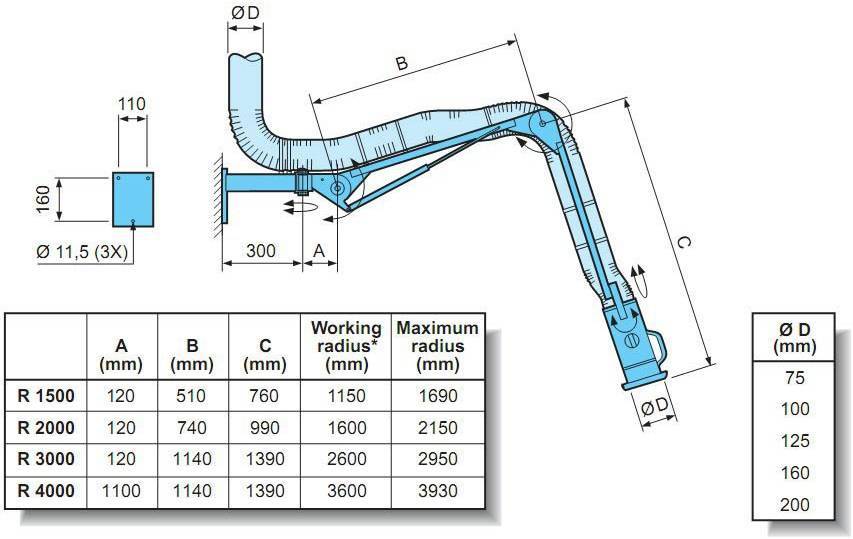
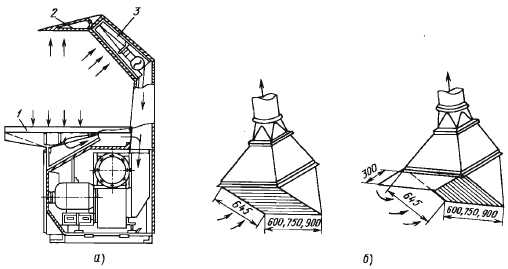
При создании вытяжки местного типа вентиляцию постов выбирают с учетом величины свариваемых элементов и интенсивности работ. От этих нюансов зависит количество и состав образующихся газов. Благодаря простой схеме и устройству производительность такой системы достигает 5,5 тыс. м3/час. Во время сварки и наплавки крупных изделий на столах, не дополненных устройствами, сварочные аэрозоли убирают с помощью отсосов мобильных агрегатов с фильтрационной вентиляцией. Для некоторых типов работ целесообразно использовать вытяжки подъемно-поворотного вида. Их конструкция включает гибкий шланг диаметром до 200 мм, закрепленный на консоли и направленный в нужную зону. Приемный патрубок при этом размещают на дистанции в 7-8 метров от работника.
Общеобменная
 Вытяжные вентиляторы на сварочных постах
Вытяжные вентиляторы на сварочных постах
Система общеобменного типа включает в себя нагнетающий и вытяжной вентиляторы, а также воздуховоды, оснащенные фильтрами и регулируемыми приточными конструкциями. Такая вентиляция предназначена для обеспечения свежим воздухом всех помещений цеха и уменьшения содержания вредных примесей в атмосфере. Ее стоит выбирать, если в процессе работ используют более 200 г/час электродов на 1 м3 от общего объема помещения. В противном случае притоки воздушных масс будут обеспечиваться естественным путем.
Зимой наружный воздух подают в цех при температуре не ниже +18 градусов. Общеобменная вентиляция для сварочного поста должна быть дополнена фильтрационными элементами, очищающими воздух перед выбросом в пространство. Производительность устройств подбирают так, чтобы обеспечить 10-кратный воздушный обмен. Вертикальная скорость перемещения масс воздуха сохраняется на отметке не ниже 0,1 м/с. Этого значения достаточно для смешивания сред и ликвидации сварочных аэрозолей из зон вне постов.
Внутри замкнутых и полузамкнутых пространств
 Для организации вентиляционной системы внутри замкнутого или полузамкнутого пространства предусмотрено несколько доступных схем. В цехе можно создать организованный воздухообмен в одной емкости, куда будет осуществляться подача чистого воздуха снаружи. Далее воздушные массы удаляются механическим способом за счет совместного действия притока и вытяжки. Второй способ включает удаление загрязненных масс возле электросварочных дуг, также существует третий вариант, подразумевающий вентилирование только зоны дыхания работника за счет подачи чистого воздуха под щиток.
Для организации вентиляционной системы внутри замкнутого или полузамкнутого пространства предусмотрено несколько доступных схем. В цехе можно создать организованный воздухообмен в одной емкости, куда будет осуществляться подача чистого воздуха снаружи. Далее воздушные массы удаляются механическим способом за счет совместного действия притока и вытяжки. Второй способ включает удаление загрязненных масс возле электросварочных дуг, также существует третий вариант, подразумевающий вентилирование только зоны дыхания работника за счет подачи чистого воздуха под щиток.






Самым распространенным типом системы является схема вентилирования емкости при помощи приточной струи, в которой предусмотрен монтаж гибких шлангов и вентиляторов с высоким давлением. Главное преимущество этого способа заключается в подаче чистого и подогреваемого в холодное время года воздуха с улицы. Цистерны в такой схеме располагают на специально отведенных для этого местах. Чтобы определить объем подаваемого воздуха, его скорость на рабочем участке не должна превышать 0,7-2,0 м/с для ручной сварки. Избежать попадания загрязненного воздуха в цех можно, установив подачу масс с противоположной стороны.
Вентиляция рабочих мест сварочного производства
Вентиляция в сварочном производстве призвана особенно качественно и тщательно очищать воздушные массы от вредных примесей, так как сварочные работы относятся к наиболее вредному для здоровья человека виду работ, в процесс сварки непременно образуются окиси азота, углерода, фтора и много других различных химических соединений.
Вид и организационный тип вентиляции такого цеха зависит, прежде всего, от габаритов и мощности выпуска сварочно-соединяемых изделий.
Если мощность сварочного цеха невелика, а объемы выпускаемой продукции также незначительны, то на сварочном рабочем месте можно организовать вентиляцию местного назначения.
Производственное вентилирование уже давно перестало быть простой производственной необходимостью. В различных производствах современных направлений (мощностей и объемов) вентиляция стала выступать в роли наиважнейшего инженерного комплекса, потому как правильная организация и последующее выполнение мероприятий по оснащению производства вентиляционными системами способствует созданию здорового микроклимата в цехах и на участках производства. А значит, и дает возможность качественного выполнения технологических процессов, направленная на соблюдение основных положений по технике безопасности, в также способствует правильной организации каждого рабочего места, а главное, исключает нанесение вреда здоровья работнику, задействованному в производстве.
Структурные элементы
Очень важно правильно подходить к структуре сборочно-сварочного цеха. Это производственное помещение, в котором проводятся различные операции с использованием широкого ряда разноплановых материалов
Кроме основного цеха в структуру производства должны входить складские помещения: для металла, для расходных материалов.
В заготовительном отделе металл подготавливают к работе: проводят резку под заданные размеры, зачистку, шлифовку и прочее. Далее продукция поступает на промежуточный склад, где собираются заготовки по позициям.
Затем идет основной цех, где производится сборка, сварка деталей и узлов в единую конструкцию. Последний отдел в структуре – склад готовой продукции.
По понятным причинам в небольших сварочных цехах такое не организовать, но этого и не надо. К примеру, промежуточный склад здесь ни к чему, то же самое касается заготовительного цеха.
Как показывает практика, все операции проводятся обычно в одном помещении. А готовую продукцию хранят или на улице под навесом, или выдают тут же на руки заказчику.
Описание структуры со складами – достаточно большой комплекс, который может располагаться под одной крышей или в разных зданиях. В таких условиях не обойтись без продуманной организации логистики, позволяющей сэкономить на транспортных средствах.
В новых производствах стараются сварочные цеха расположить по блочному или модульному принципу. Вся структурная цепочка располагается на одной линии с необходимой последовательностью перемещения, начиная от исходных материалов, заканчивая готовой продукцией.
Отношение потребителей к сварочным цехам практически однозначное – это пыльное помещение, в котором работают люди в запачканных спецовках. Но не стоит думать так обо всех цехах.
Новые требования и правила представляют собой новый подход к грамотной организации труда, где в первую очередь ставка делается на человека, на его профессионализм, на то, в каких условиях он работает. От этого во многом зависит результат.
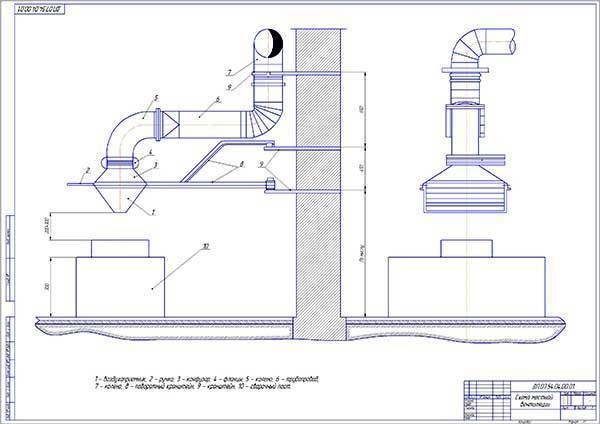
Пошаговая инструкция по изготовлению вытяжки
Самодельная вытяжка собирается в несколько этапов: сначала монтируют каркас, на нем – корпус. Затем крепят устройство на стену и соединяют его с вентиляцией дома.
Завершает работу отделка и декорирование. Есть разные способы, как сделать вытяжку на кухне в квартире своими руками.
Изготовление корпуса из различных материалов
Корпус устройства собирают из термостойких материалов, устойчивых к коррозии и сложным условиям работы. В противном случае корпус быстро придет в негодность под воздействием агрессивных факторов.
Готовый прибор крепят к стене над плитой. Оптимальная высота для газовых плит составляет 80 см, для электрических – 70 см. Самый простой и эстетичный вариант – спрятать его в навесном шкафу.
Если такового нет, можно обшить вытяжку гипсокартоном. Это недорого и эстетично.
Гипсокартон
Самодельная вытяжка из гипсокартона
Сейчас один из самых ходовых материалов – гипсокартон. Его используют при создании самых разных конструкций, от декоративных ниш до межкомнатных перегородок.
Листы этого материала вполне подойдут и для того, чтобы сделать вытяжку на кухне своими руками. Только брать нужно влагостойкий гипсокартон, т. к. из-за испарений от плиты на стенках может скапливаться конденсат. Обычный ГКЛ быстро придет в негодность.
Собирают устройство для очистки воздуха в несколько этапов. Сначала выполняют разметку. На стене отмечают нижний контур вытяжки, высоту крепления. Отмечаются места, где будут находиться подвесы, минимальное количество точек опоры – 2.
Если труба будет проходить с изгибами, то на потолке и стенах также отмечают места крепления короба вытяжки.
Затем переходят к созданию каркаса. Его собирают из металлических профилей. В первую очередь делают короб для воздуховода. Его ведут от вытяжного отверстия к плите. Хорошо, если это будет короткая прямая.
Если плита смещена, то трубу придется прокладывать с изгибами. Профили закрепляют на стене по периметру короба для воздуховода. Первый профиль укладывают вниз частями и закрепляют на стене.
Чтобы конструкция получилась достаточно жесткой, монтируют поперечные планки из профиля. Нижнюю часть короба обшивают гипсокартоном.
Затем переходят к сборке каркаса изделия над плитой. Из профилей собирают нижнюю раму, крепят ее на стене. Затем из профиля вырезают остальные элементы каркаса и соединяют с нижней рамой.
Усилят конструкцию боковые ребра жесткости, также изготовленные из профиля.
Вытяжку соединяют с вентиляцией с помощью гофрированной трубы. Чтобы минимизировать шумы, гофру оборачивают изоляционным материалом.





Завершает создание корпуса обшивка всех элементов. Из гипсокартона вырезают куски необходимого размера и закрепляют на профилях. Внутри можно установить двигатель, который сделает вытяжку принудительной.
Готовый корпус шпаклюют и окрашивают или оклеивают обоями.
Другие материалы
Вытяжка из фанеры
Вместо ГКЛ подойдут другие материалы, например, листы нержавейки, пластиковые панели или фанера. Главное, чтобы материал был прочным, надежным и долговечным.
Здесь суть и последовательность одна и та же: разметка, сборка каркаса, подключение к вентиляции, обшивка и декорирование. Последний этап имеет больше всего отличий и вариантов.
Например, вытяжку из фанеры можно покрыть лаком, а пластиковые панели не нуждаются в дополнительных украшениях.
Виды и правила обустройства
Существует два способа обустройства системы вентилирования в сварочном цеху: общеобменный и локальный. Они используются вместе, в дополнение друг к другу.
Местная схема способна устранять до 75% всех выделяемых во время работ вредных веществ. Для устранения оставшихся 25% вредных веществ используется общеобменная система.
- Нельзя допускать образования в цеху мертвых участков (из которых воздух никак не удаляется), особенно в углах. В них застаиваться воздух, имеющий в своем составе большое количество вредных веществ.
- Приточные каналы с вентиляторами следует монтировать на высоте до уровня 4 метров. Вытяжные каналы следует монтировать на противоположной стене, при этом высота обоих каналов должна быть одинаковой.
- Расстояние от стены с притоком до стены с вытяжкой не может быть более 100 метров – это запрещено. При большем расстоянии будет происходить аккумуляция отработанного воздуха в центральной зоне помещения.
- При необходимости к местной системе вытяжки можно поставить мобильный отсос, который позволит в случае необходимости двигать вытяжной зонт вместе со сварочным оборудованием.
- Вентиляционная цеховая система должна обустраиваться начиная с установки общеобменной приточно-вытяжной системы. Когда ее монтаж завершен, переходят к обустройству местной системы вентилирования.
Теперь рассмотрим подробнее особенности обустройства этих схем.
Местная схема
Основное предназначение местной схемы – очистка воздуха локально, то есть прямо на рабочем участке. Именно на месте проведения сварочных работ и скапливается больше всего вредных веществ. А вот уже в 3-4 метрах от рабочего места воздух может быть абсолютно чистым, и соответствовать санитарным нормам.
 Вентиляция для сварочного поста
Вентиляция для сварочного поста
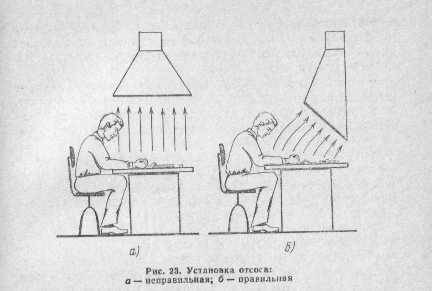
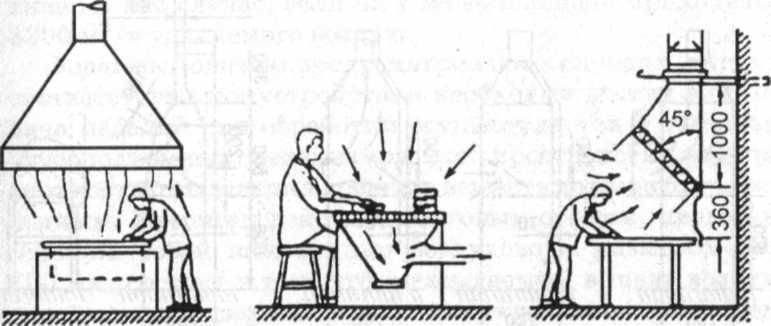
Существует два способа установки местной вентиляции: через местные отсосы либо через вытяжные приборы подъемно-поворотного вида.
В первом случае отсосы монтируются на высоте полутора метров от сварочного поста. Иногда их монтируют непосредственно в сварочные столы, что тоже неплохой вариант. В конечном счете местные отсосы соединяют с общеобменной вентиляцией цеха, используя специальные герметичные шланги.
Второй вариант представляет собой воздухоприемник, который крепится за счет шарниров и шланга (его диаметр может достигать 200 мм) в любом положении. Шланг соединяет воздухоприемник и централизованную систему вытяжки воздуха.
Обычно за счет такой конструкции удается выносить из помещения до 85% различных вредных компонентов. Ее преимущество – возможность монтажа рядом со сварочным оборудованием. В целом же подъемно-поворотная вытяжка позволяет эффективно очищать воздух на расстоянии до 8 метров от сварочного поста.
Общеобменная схема
Общеобменная схема состоит из системы воздуховодов, к которым подключены вытяжные вентиляторы.
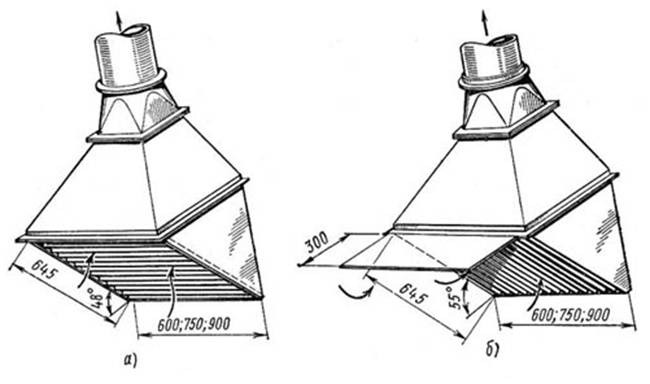
Механизм работы метода таков: воздушный поток, проходя через решетку, рассекается, после чего поднимается вертикально вверх и распределяется по всему цеху. Скорость прохождения воздушных масс в цеху составляет 0,1 м/с, чего в большинстве случаев достаточно.
Воздухообмен обеспечивается за счет монтажа под полом вентиляторов. Устранение отработанного воздуха обеспечивается за счет монтажа на крыше вентиляторов с производительностью больше, чем у приточных.
Достаточно 20 минут непрерывной работы такой системы для выведения большинства вредных веществ.
Несколько правил обустройства общеобменной схемы:
- в случае, когда на 1 м³ цеха расходуется меньше 0,2 г/час электродов, монтаж общеобменной системы вентилирования можно не производить;
- скорость подачи свежих воздушных масс не должна превышать 0,9 м/с;
- если дополнительно не смонтирована местная схема, то механическое вентилирование должно обеспечивать выведение 2/3 воздуха снизу и 1/3 сверху.
Если сварочные работы производятся внутри какой-то емкости, то скорость потока воздушных масс должна превышать 0,7 метров/секунду, при температуре не менее 20 градусов внутри.
Жми «Нравится» и получай только лучшие посты в Facebook ↓





